



1.可转位刀具的定义
目前数控机床用的刀具的主流是可转位刀片的机夹刀具。可转位刀具是将预先加工好并带有若干切削刃的多边形刀片,用机械加固的方法加紧在刀体上的一种刀具,如图2-21所示。当在使用过程中一个切削刃磨钝后,只要将刀片的夹紧松开后转位,使新的切削刃进入工作位置,并重新夹紧就可以继续使用。当所有切削刃用钝后,换一块新刀片即可继续切削,不需要更换刀体。
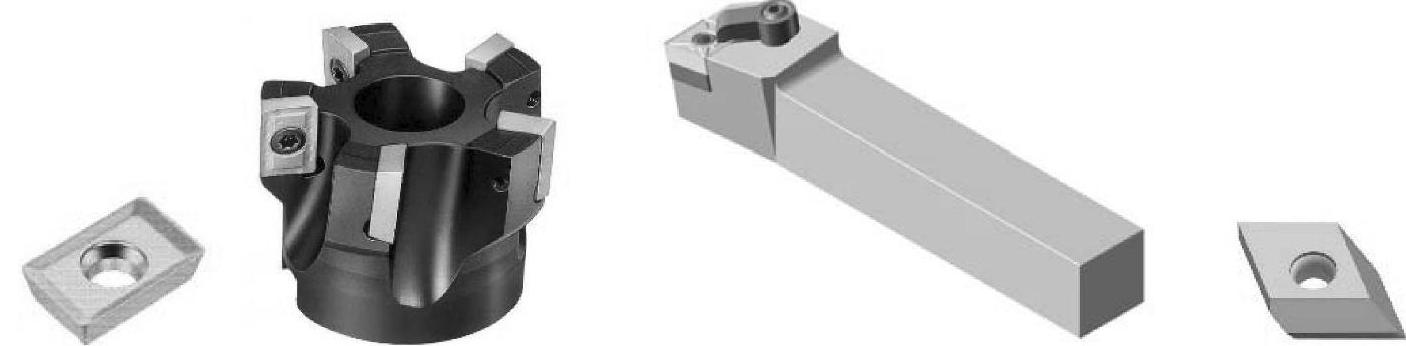
图2-21 可转位刀具及刀片
可转位刀具与焊接式刀具及整体式刀具相比有以下特征:其一是刀体上安装的刀片,至少有两个预先加工好的切削刃供使用;其二是刀片转位后的切削刃在刀体上位置不变,并具有相同的几何参数。可转位刀具的刀片成为独立的功能元件,其切削性能得到了扩展和提高,机械夹固式避免了焊接工艺的影响和限制,更有利于根据加工对象选择各种材料的刀片,并充分地发挥了其切削性能,从而提高了切削效率;切削刃空间位置相对刀体固定不变,节省了换刀、对刀等所需的辅助时间,提高了机床的利用率。可转位刀具的刀体可重复使用,节约了钢材和制造费用,极大地促进了可转位刀体的专业化、标准化生产,进一步促进可转位刀具技术的进步。
2.可转位刀片的分类和要求
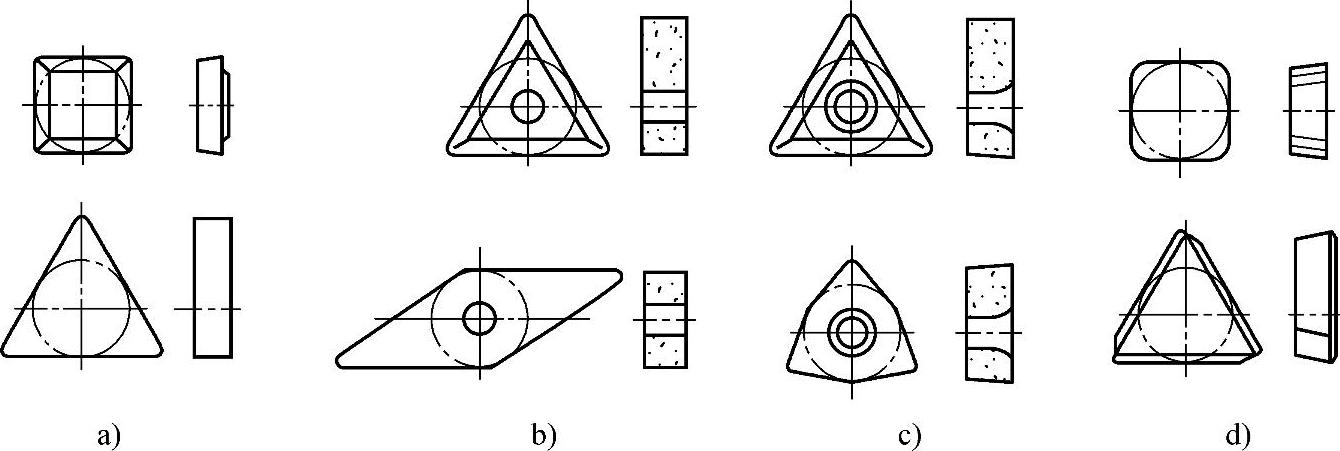
可转位刀具是用机械夹固的方法将刀片夹紧在刀体上的,因此,通常按刀片在刀杆或刀体上的安装方法不同,把可转位刀片分为如下几类(图2-22):
1)无孔可转位刀片。这种刀片是最早出现的形式,采用上压式结构将刀片夹紧,如图2-22a所示。
2)圆孔可转位刀片。刀片中间有一圆柱形孔,用来将刀片安装夹紧在刀杆上,如图2-22b所示。
3)沉孔可转位刀片。刀片夹紧时,用一沉头螺钉穿入孔内直接将刀片夹紧在刀杆或刀体上,简化了刀具的夹紧结构,如图2-22c所示。
4)铣削用可转位刀片。为无孔刀片,目前该类刀片已制成带锥孔的用螺钉直接压紧的结构形式,刀具结构更简单、紧凑,如图2-22d所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-22 可转位刀片分类
a)无孔可转位刀片 b)圆孔可转位刀片 c)沉孔可转位刀片 d)铣削用可转位刀片
为了保证可转位刀具的刀片在转位或刀片更换后切削刃在刀体上位置不变,并具有相同的几何参数。在对可转位刀片的结构设计、几何尺寸、制造精度及选用等方面有如下基本要求:
1)刀片具有一定的制造精度,保证可转位刀片完全互换。
2)同一刀片上具有尽可能多的切削刃供转位使用,提高可转位刀片的利用率。
3)各切削刃要具有相同的几何参数,保证转位或更换后的切削效果不变。
4)刀片在刀具上定位与夹紧可靠。
5)具有足够的强度,以承受切削过程中的切削力及冲击、振动等。
6)刀片的断屑(卷屑)性能要好。
7)在保证上述要求的前提下,刀片几何形状应尽可能简单,刀片体积尽量小,以简化制造工艺,保证好的经济性。
可转位刀片的型号,刀片的定位、夹紧形式,刀垫的装夹形式等决定着可转位刀具的切削性能。因此,合理选用可转位刀片对发挥刀具的综合切削性能十分重要。下面从可转位刀片型号、定位夹紧及刀片选用几个方面介绍该刀具的选用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。