



刀具的装夹部分是刀具切削刃部与机床或工具系统连接的载体,其结构形式影响刀具的切削加工性能,影响刀具的装夹方式和安全性等,也影响加工质量。根据加工要求合理选择和设计刀具的刀体及柄部形式,可提高加工效率,改善加工效果。
1.刀体的形式与要求
在整体式刀具中,刀具刃部与刀体制成一体;在组合式刀具中,刀体是刀片、刀垫、夹紧元件与机床或工具系统连接的载体和联系部分。因此对刀体的要求有:刀体在承载切削力时的硬度和刚性要好,刀体与机床或工具系统应具有高精度、高刚性和易换,使用性能要好,便于确定刀具刃口的位置。在机夹刀具中,刀片和刀垫在刀体上应可靠定位、夹紧及快换,刀体结构应符合使用工艺要求,制造工艺性要好,结构简单,便于制造。
图2-17所示为麻花钻和机夹刀具。图a是麻花钻的结构,刀体与切削刃部和导向部分自成一体,属于该类的还有整体式立铣刀、丝锥、拉刀等。该类结构的刀体结构简单、紧凑,性能稳定,制造加工方便,使用灵活,操作安全,可用于制造小型、微型刀具;图b是机夹刀具的结构,刀体为承载刀片和夹紧系统的载体,是目前模块化刀具的主要形式。
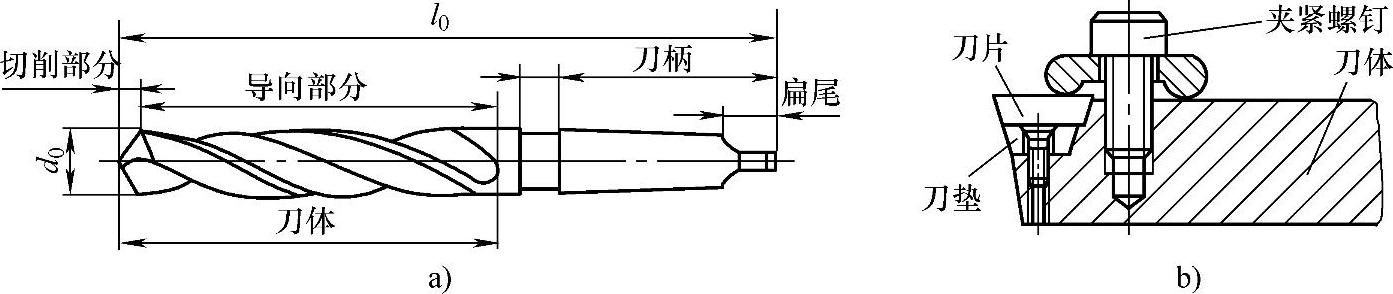
图2-17 刀体和刀柄
a)麻花钻的结构 b)机夹刀具的结构
2.固定型刀柄形状与装夹
固定型刀柄主要形状有圆形、方形、扁形等。圆形刀柄的横截面为圆形,如图2-18a所示,刀柄有圆柱形和圆锥形两种。圆柱形刀柄的旋转中心在夹紧后与机床装夹孔的旋转中心将不一致,因此一般不应用于旋转类刀具的刀柄,常用于车刀杆,采用侧面压紧方式;圆锥形的刀柄定位、装夹精度高,目前在高精、高效加工中应用普遍,如现代数控工具系统的刀具柄部基本都以圆锥形为主。方形刀柄如图2-18b所示,主要用于车削加工中,采用侧面压紧方式,对中定心性相对较差。扁形、薄刀板形如图2-18c所示,主要用于加工空间受限的场合,如目前较流行的薄刀、各种形状切槽刀。
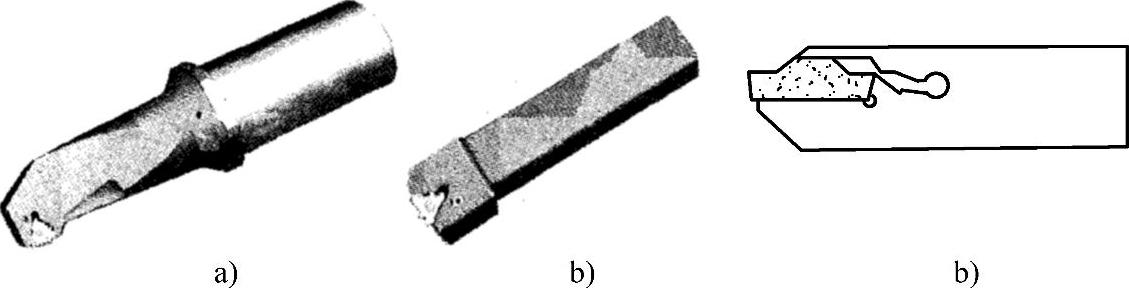
图2-18 刀柄形式
a)圆形刀柄 b)方形刀柄 c)扁形刀柄
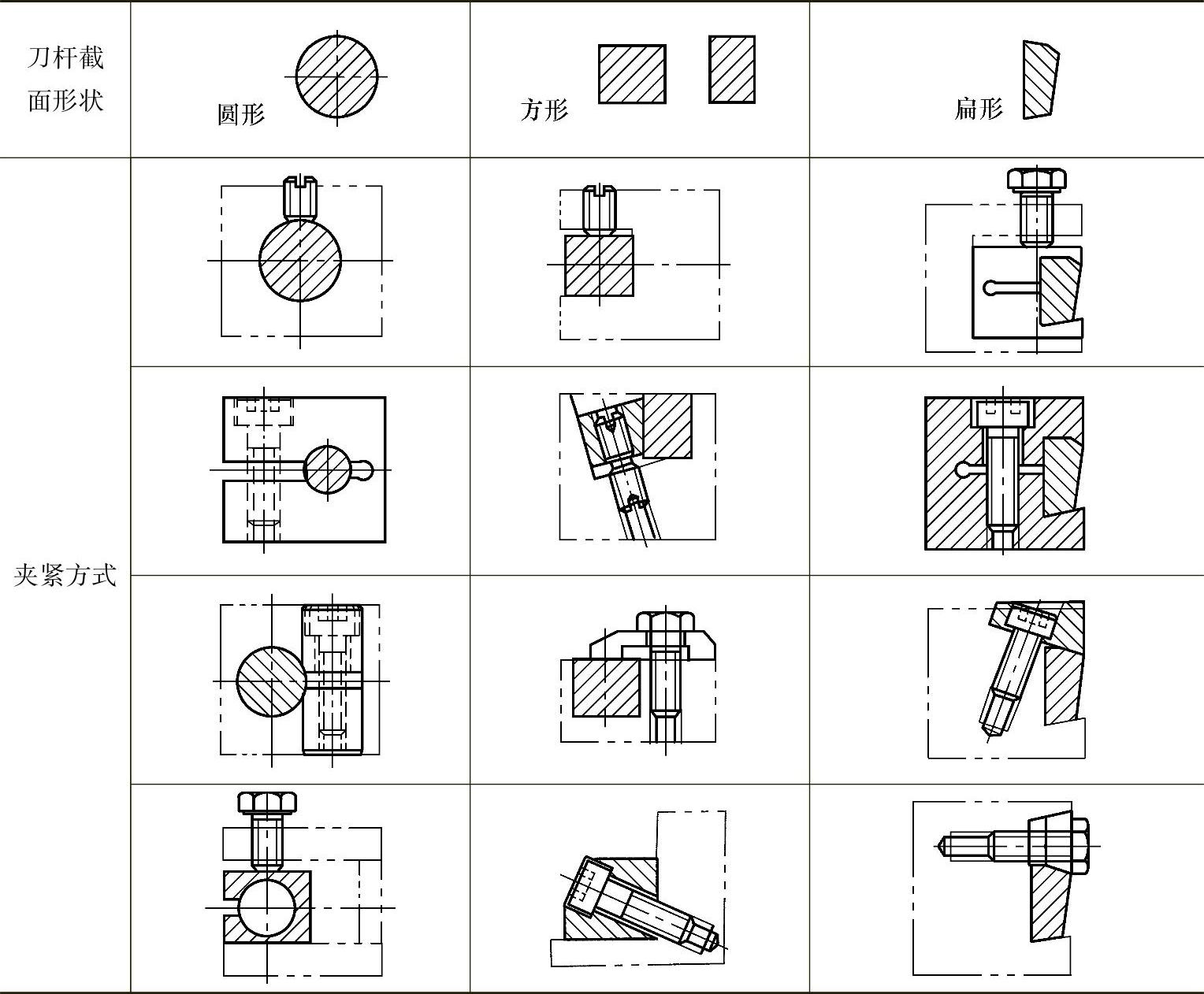
刀柄的夹紧方式较多,表2-10列出了各种刀柄截面形状和常用的夹紧方式。
表2-10 各种刀柄截形和常用的夹紧方式
3.旋转型刀具的柄部形式
旋转型刀具的柄部形式,从刀具柄部的形状分,有圆柱柄、圆锥柄、削平型柄;从刀具柄部装夹方式分,有侧固柄、螺纹柄、自夹圆锥柄等。目前应用于各类旋转型刀具的柄部类型见表2-11。(https://www.xing528.com)
表2-11 旋转型刀具的柄部类型

(续)
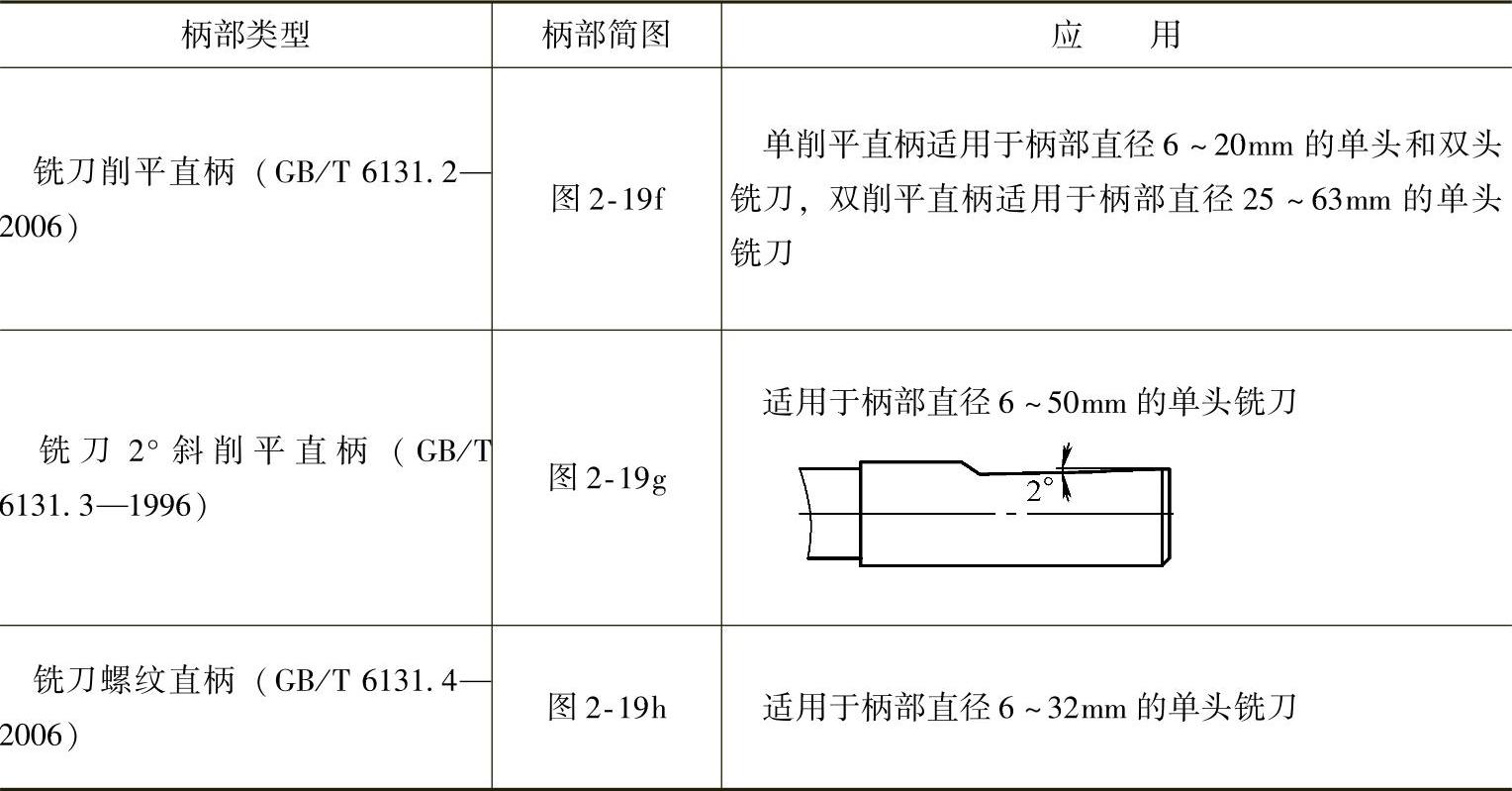
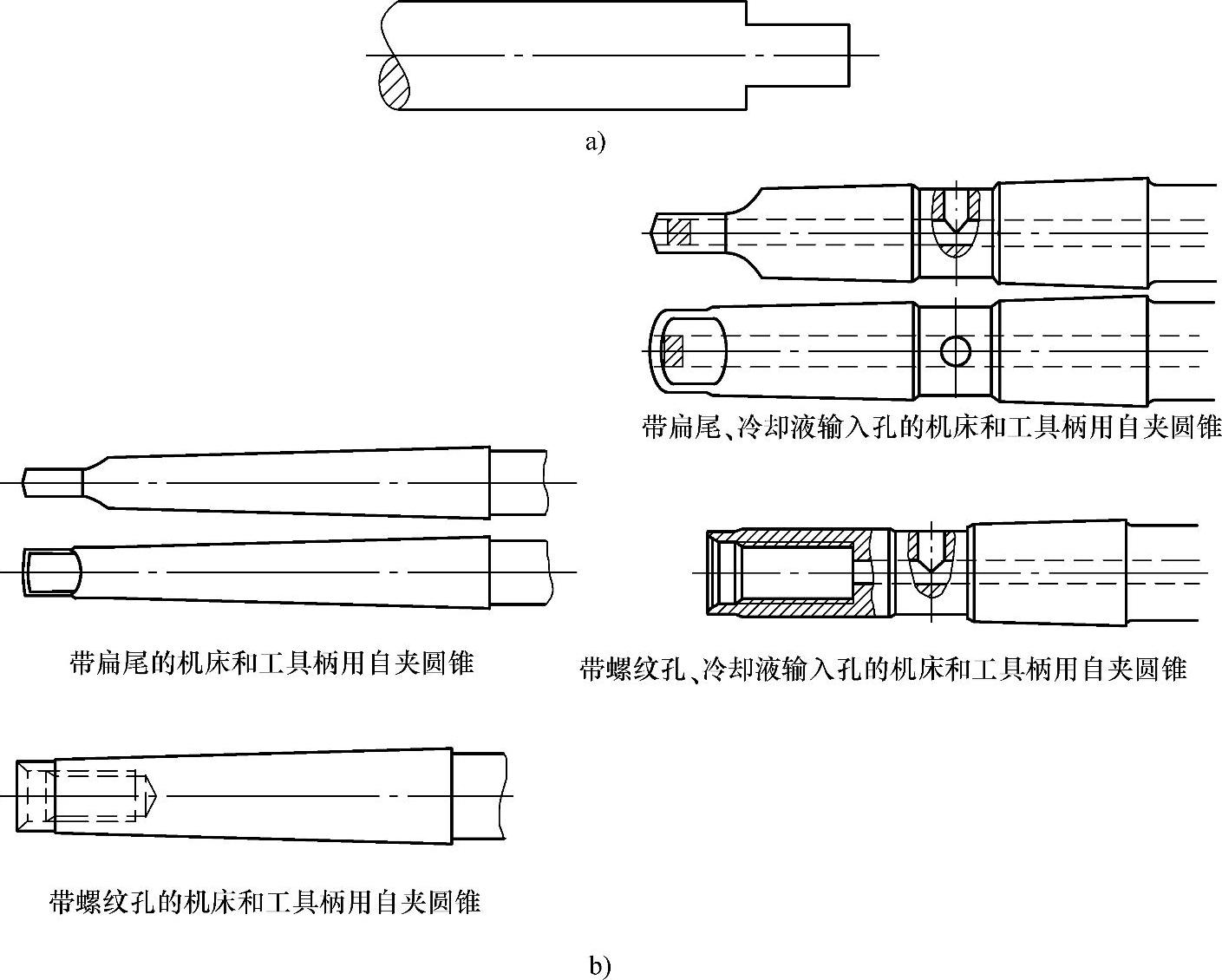
图2-19 各类旋转刀具柄部简图
a)带扁尾传动的直柄 b)机床和工具柄用自夹圆锥柄
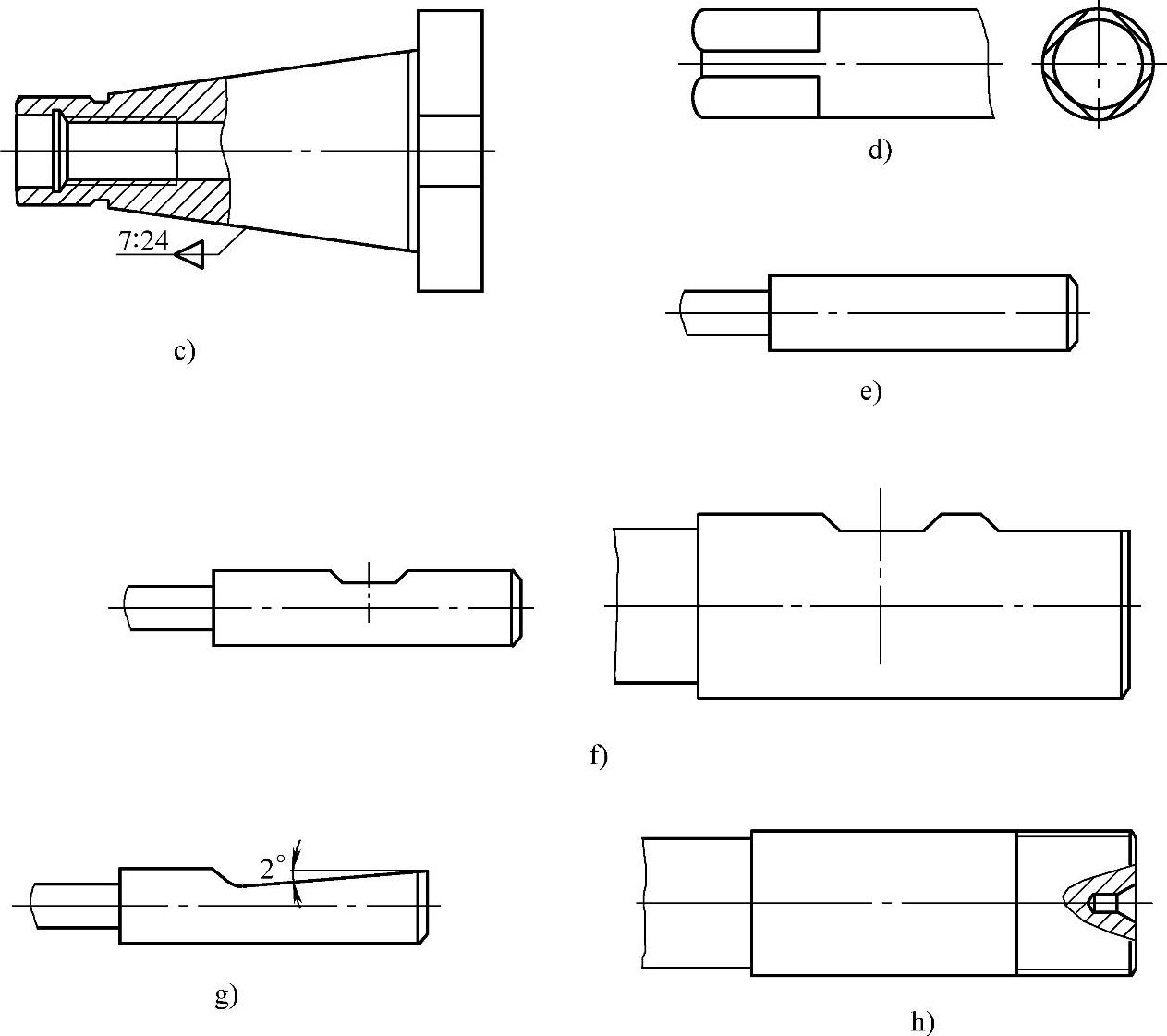
图2-19 各类旋转刀具柄部简图(续)
c)7∶24圆锥柄 d)带传动方头的直柄 e)铣刀普通直柄 f)铣刀削平直柄 g)铣刀2°斜削平直柄 h)铣刀螺纹直柄
4.套装刀具的装夹形式
对于大型盘形刀具,如面铣刀、套孔刀、齿轮滚刀等,刀体与机床或工具系统直接相连,通常是通过中心的圆柱或圆锥孔定位,采用端键传动或纵键传动的方式传递力矩。图2-20是1∶30锥度端键传动的套式扩孔钻和纵键传动的齿轮滚刀。
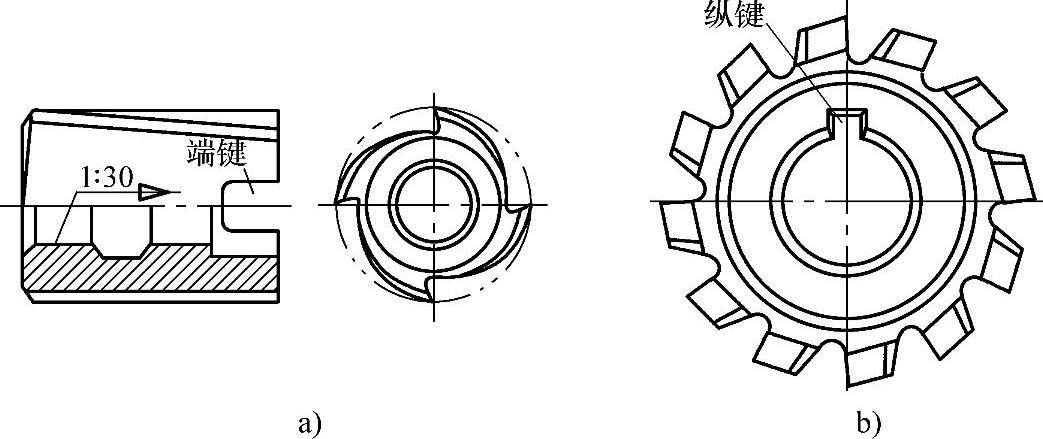
图2-20 盘形刀具的柄部结构
a)1∶30锥度端键传动的套式扩孔钻 b)纵键传动的齿轮滚刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。