



一、开坡口对接平焊工件图
开坡口对接平焊工件图如图7-28所示。
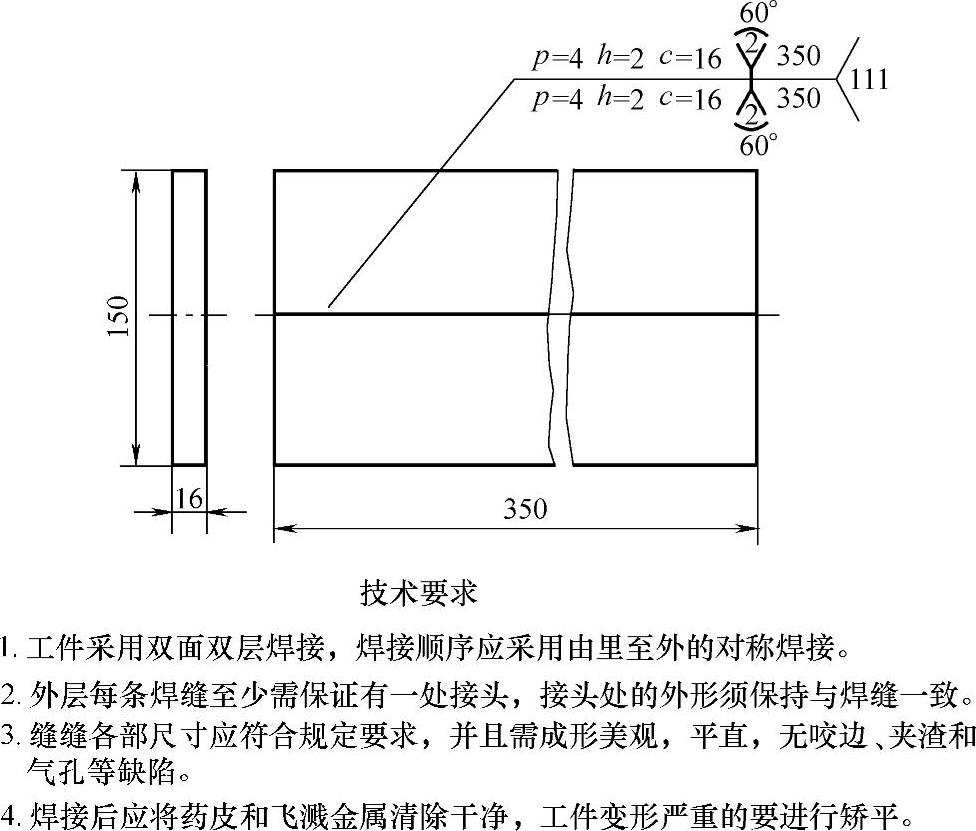
图7-28 开坡口对接平焊工件图
二、开坡口对接平焊工件的工艺规范选择
(1)选择接头坡口形式 对于较厚板件的接头,坡口应使电弧深入焊缝根部,保证根部焊透和便于清除熔渣,获得足够的强度和形成较好的焊缝。所选坡口彤式应满足:保证焊缝焊透;坡口形状加工容易;生产率高、节省焊条;焊后焊件变形较小等条件。因此,图7-28所示工件采用X形坡口比较有利。
(2)选择焊条直径X形坡口 截面呈放射状,外层焊缝的填充金属量比里层焊缝要大许多。选择焊条时,外层焊条直径要比里层焊缝的焊条直径大些。一般里层焊缝可选取直径4.0mm的焊条,也可两层均用直径4.0mm的焊条焊接。
(3)焊条电流的选择 用直径4.0mm的焊条焊接时,焊接电流可选择160~210A,外层焊缝的焊接电流要比里层略大些。当外层焊缝用直径5.0mm的焊条时,焊接电流应选择220~280A。
(4)确定焊接层数 焊缝的焊接层数与工件板厚、坡口形式、焊脚尺寸、焊条直径等因素有关。焊接层数可按以下方法计算:
焊接层数
式中 δ——工件厚度(mm);
d——焊条直径(mm)。
三、焊接步骤与方法(https://www.xing528.com)
1.准备焊件
开坡口焊件的焊接准备工作除按正常焊件备好料外,还需对板料加工坡口。加工坡口可在刨边机或刨床上完成,也可以用风铲和气割等方法。对焊缝质量要求不高的焊件,还可以用碳弧气刨加工坡口。经加工合格的板件方可按图样尺寸要求进行定位焊,装配成对接平焊接头。
2.工件的施焊方法
开坡口对接平焊工件的焊接方法与不开坡口对接平焊工件大体相同,均包括引弧、运条、接头、收尾等步骤。不同之处是:开坡口工件比不开坡口工件的焊接层数增加。因此,第二层焊缝的运条方法需采用月牙形或锯齿形运条方法;两面第一层焊缝焊完,并将熔渣清理干净后方可焊接第二层焊缝。
四、安全与注意事项
1)焊接操作前,必须穿戴好劳动保护用品,以防触电、弧光灼伤和烫伤。
2)起动焊机时,焊钳不得与焊件接触,以免发生短路。调节焊接电流和极性接法时,应在空载条件下进行。
3)应按照焊机的额定焊接电流和暂载率来使用焊机,以防止焊机过载损坏。
4)定期对焊接设备、焊接电缆、焊接用具进行检查,发现故障或损坏应及时修理,以免发生事故。
5)在敲打焊缝药皮时,要防止固态药皮烫伤和击伤眼睛。
6)要注意焊机的通风。高温天气作业时,要注意焊机的工作温度,要避免大电流长时间地焊接,以防烧坏焊机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。