



铆接按温度分冷铆和热铆两种,此处主要介绍热铆。
1.冷铆
铆钉在常温状态下的铆接称为冷铆。冷铆要求铆钉有良好的塑性。铆接机冷铆时,铆接直径最大不得超过25mm。铆钉枪冷铆时,铆钉直径一般在12mm以下。
2.热铆
铆钉加热后的铆接称为热铆。铆钉受热后钉杆强度降低,塑性增加,钉头成形容易。铆接所需外力与冷铆相比明显减小,所以直径较大的铆钉或大批量铆接时,通常采用热铆。热铆时,钉杆一端除形成密封的钉头外,同时被镦粗充实钉孔。冷却时,铆钉长度收缩,对被铆件产生足够的压力,使板缝贴合得更严密,从而获得足够的连接强度。
热铆的基本操作过程如下:
(1)铆接件的紧固与钉孔修整 铆接件装配时,需将板件上的钉孔对齐,用相应规格的螺栓拧紧。螺栓分布要均匀,数量不得少于铆钉孔数的四分之一。螺栓拧紧后板缝结合面要严密。
构件装配中,由于加工误差会出现部分错位孔,因此在铆接前要用矫正冲或铰刀修整钉孔,使之同心,以确保穿钉顺利。对在预加工中留有余量的钉孔应一次铰完。铰孔顺序为先铰未拧螺栓的钉孔,铰完后拧入螺栓,然后再将原螺栓去掉铰孔。(https://www.xing528.com)
(2)铆钉加热 铆钉枪铆接时,铆钉需要加热到1000~1100℃。加热时,铆钉烧至橙黄色(约900~1100℃),改为缓火焖烧,使铆钉内外及全长受热均匀,烧制好的铆钉即可取出铆接(加热中过烧或加热不足的铆钉不能使用)。
(3)接钉与穿钉 扔钉要准,接钉要稳,接钉后迅速将铆钉穿入钉孔,力求铆钉在高温下完成铆接。
(4)顶钉 顶钉的好坏直接影响铆接质量。顶把上的凹头形状、规格都应与预制铆钉头相符。“凹”宜浅些,顶钉要用力,使形成的钉头与板面贴靠紧密。
(5)铆接 铆接初始采用间断送风,待钉杆镦粗后再加大风量,将外露钉杆锻打成钉头形状。钉头形成后,再将铆钉枪略微倾斜的绕钉头旋转一周打击,迫使钉头周边与构件表面贴合紧密,但不允许过分的倾斜以免凹头伤及构件表面。如图7-15所示。
为了保证铆接质量,压缩空气的压力不得低于0.5MPa;铆钉的终铆温度应在450~600℃之间。终铆温度过高,会降低钉杆的初应力,使铆接件不能充分压紧;终铆温度过低,铆钉会发生冷脆现象。因此,热铆过程应尽可能在短时间内迅速完成。对接缝紧密性要求较高的结构,在铆接后尚需进行敛缝。铆接结束后,应逐个检查铆钉是否合格,发现松动且不能修复的,应铲掉重铆。
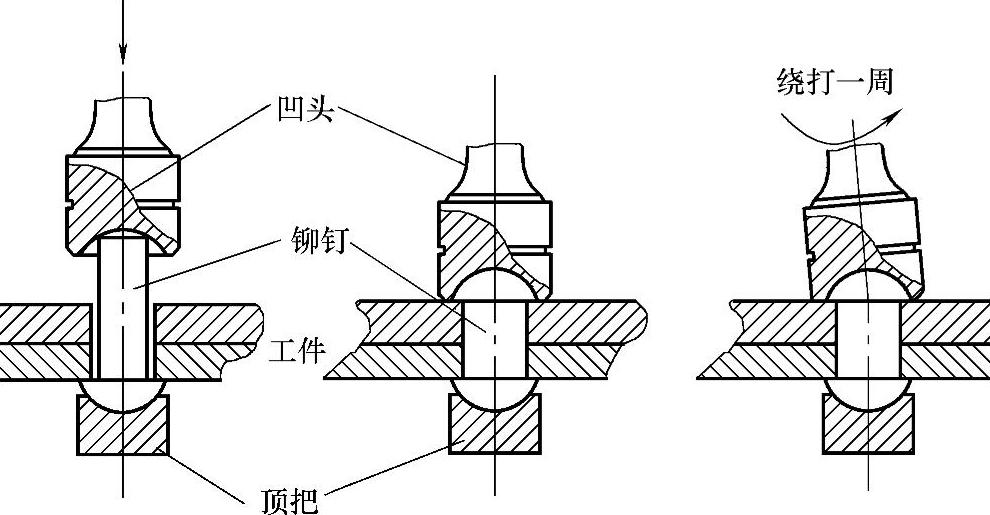
图7-15 铆接过程示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。