



【摘要】:工字梁立拱和旁弯的矫正均可采用三角形方式加热。图6-18 工字梁扭曲变形的矫正图6-19 焊接工字梁弯曲变形的矫正a)立拱的矫正 b)旁弯的矫正4.矫正质量的检验焊接工字梁矫正后的质量应达到《钢材在使用前的允许偏差表》中的规定。
一、矫正工件图
矫正工件图如图6-17所示。
二、矫正步骤与方法
1.矫正准备
1)准备加热工具、设备焊炬(H01—20)、氧气瓶、乙炔气瓶、减压器等。
2)准备平台2000mm×3000mm。
3)准备工具拉紧螺栓、压紧螺栓、压板、活扳手、大锤等。
2.扭曲变形矫正
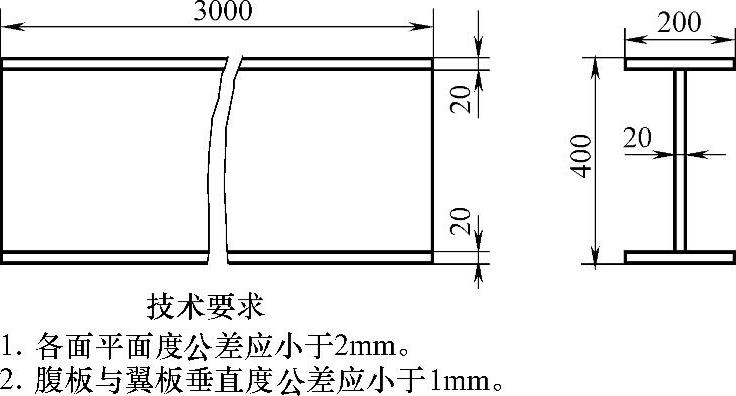
图6-17 焊接工字梁矫正工件图
工字梁刚度大,除加热温度应稍高(750~800℃)外,矫正时还需辅之以外力配合。先将工字梁放在平台上固定好,并用拉紧螺栓在梁的两端对角拉紧,再在梁中部上翼板上进行加热。若扭曲严重,可在中部腹板上同样加热。加热后,收紧螺栓拉杆来施加外力矫正扭曲。若一次加热不能完全矫正扭曲,可重复上述矫正过程,但加热位置尽量不与前次重合。考虑到扭曲为整体变形,加热位置应始终对称分布。如图6-18所示。
3.弯曲变形矫正(https://www.xing528.com)
工字梁弯曲变形分立拱(腹扳平面内的弯曲)和旁弯(翼板平面内的弯曲)两种。工字梁立拱和旁弯的矫正均可采用三角形方式加热。加热位置应在工件弯曲的外侧,并应均匀分布。矫正立拱时以加热腹板为主,如图6-19a所示。矫正旁弯时只要加热翼板即可,如图6-19b所示。
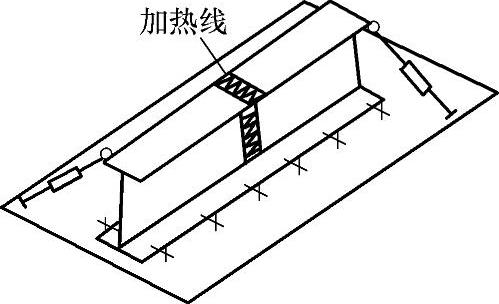
图6-18 工字梁扭曲变形的矫正
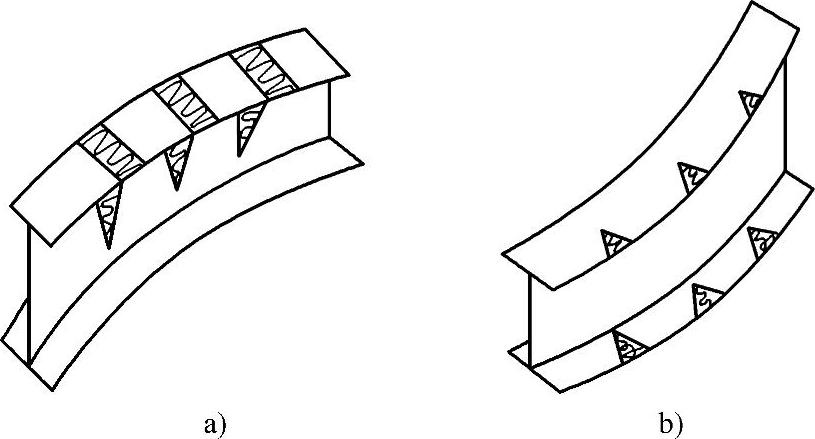
图6-19 焊接工字梁弯曲变形的矫正
a)立拱的矫正 b)旁弯的矫正
4.矫正质量的检验
焊接工字梁矫正后的质量应达到《钢材在使用前的允许偏差表》中的规定。
三、注意事项
1.使用加热工具和设备时,应严格遵守安全操作规程。
2.在不具备完善的实习条件时,可进行演示教学,也可以焊接T形梁代替工字梁。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。