



1.钢板变形的矫正
当薄板中间凸起而四周较平整时,将钢板凸面向上置于平台上,四边用卡子压紧,对称地从外向内点状加热凸起部位,其顺序如图6-10a所示。这种凸起也可用线状加热矫正,其顺序是从凸起边缘向中心围拢,如图6-10b所示。当钢板边缘松弛形成波浪变形时,先用卡子将钢板三边压紧在平台上,使变形尽量集中在钢板的一边,从凸起的两侧向中间用线状加热,顺序如图6-10c所示。加热线的宽度、长度和间距视变形情况而定。
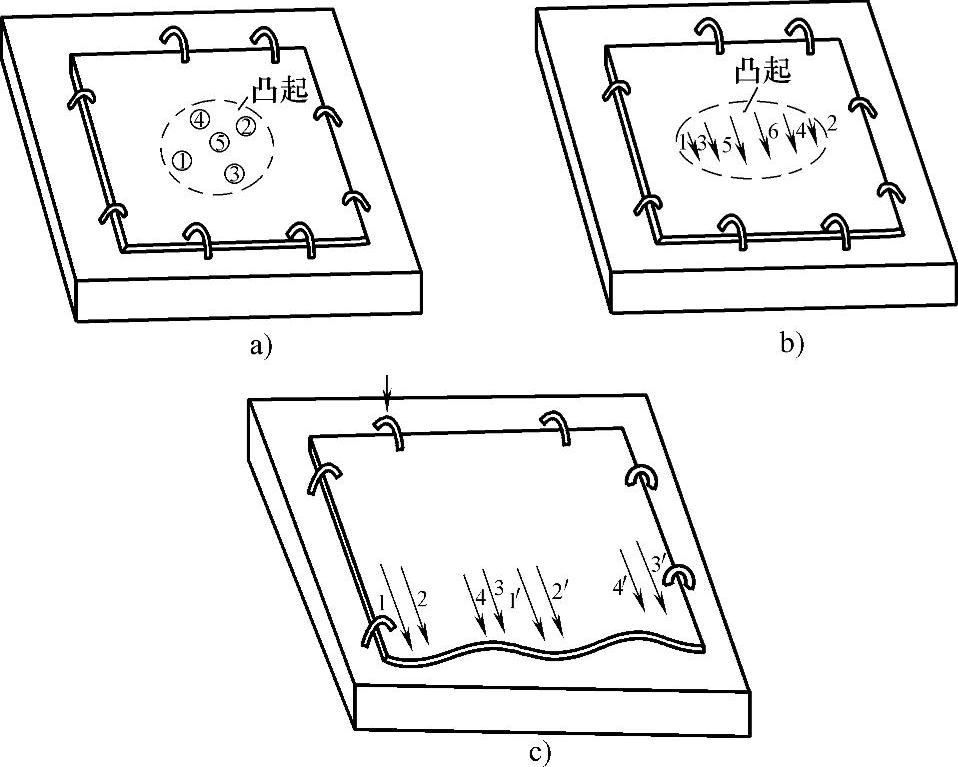
图6-10 薄板变形的矫正
a)中间凸起点状加热 b)中间凸起线状加热 c)边缘波浪变形时加热
薄板对接后,焊缝处常出现纵向波浪变形和角变形。这时应先沿焊缝力向在其两侧用线状加热矫正其纵向波浪变形,然后再垂直于焊缝方向在焊缝两侧用短线状加热矫正其角变形,如图6-11所示。
厚板较为常见的变形是弯曲变形。矫正时,将其凸起面向上置于平台上,在最高处进行线状加热,并控制加热深度,约为板厚的1/3。其目的是通过钢板厚度方向不均匀收缩产生的角变形来抵消弯曲变形,若弯曲变形消失,则钢板恢复平直。
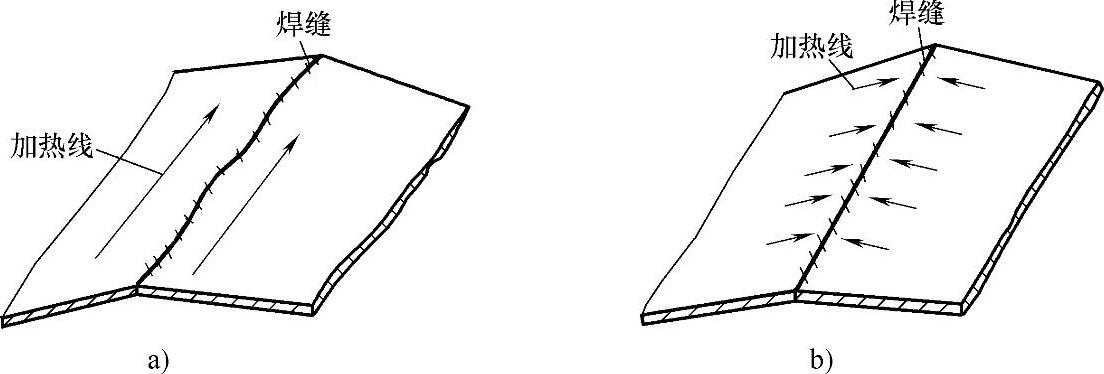
图6-11 对接薄板的矫正
a)纵向波浪变形的矫正 b)角变形的矫正
2.型材、焊接梁变形的矫正
型材和焊接梁较为常见的变形是弯曲变形,但有时也有扭曲变形,焊接梁还有翼板的角变形。T形梁在腹板平面内不同方向的弯曲,采取在腹板上用三角形加热或在翼板上条形加热予以矫正。翼板平面内的弯曲(旁弯)则在翼板凸出一侧用三角形加热矫正。加热区的大小和间隔视弯曲挠度f而定,如图6-12所示。翼板若有角变形,应在翼板上沿焊缝背面做线状加热。变形较小时取单线,变形较大时取双线。

图6-12 型材、焊接梁的矫正
a)腹板平面内弯曲 b)翼板平面内弯曲
直径较大的圆管和轴类零件的弯曲变形,可在其凸出一侧用点状加热矫正,如图6-13所示。
3.板架变形的矫正
由板材和型材组成的大型板架结构,在装配焊接后易产生各种不同形式的变形。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-13 圆管和轴类的矫正
由板材和型材组成的角接焊缝所引起的角变形,一般只需在焊缝背面进行线状加热即可矫正。当板材较厚或变形比较严重时,在加热的同时,可借助机具顶压来附加外力。当型材之间的板格中产生凹凸波浪变形时,先在角焊缝背面进行线状加热,在板的凸凹交界拐点处用长线状、短线状或十字交叉加热矫正。若此时变形仍未完全消除,再在凸起的中部进行加热。板架变形矫正如图6-14所示,图中数字表示加热的顺序。

图6-14 板架变形的矫正
a)单纯角变形 b)凹凸波浪变形
当相邻板格有连续的波浪变形时,可以间隔跳幅矫正。这时,中间板格的变形受两侧的影响,可以减少矫正工作量。
复杂板架结构变形的矫正难度较大,需要具有丰富的实践经验和熟练的技术。一般应先矫正构架的变形,后矫正钢板的变形。当强弱构架相邻时,要先矫正强构架,后矫正弱构架。若构架相对都比较弱时,板和构架的矫正可以交叉进行。当板厚不同时,应先矫正厚板,后矫正薄板。在矫正某一部分变形时,要同时考虑到对相邻部分和结构整体的影响,并注意下道工序的装配要求。
4.板架自由边缘的矫正
板架的自由边缘和板上各孔口的周边,容易产生严重的波浪形褶折。这时,应先矫正孔口四周的构架,然后用三角形加热法,沿板架或开孔边缘矫正波浪变形,如图6-15所示。
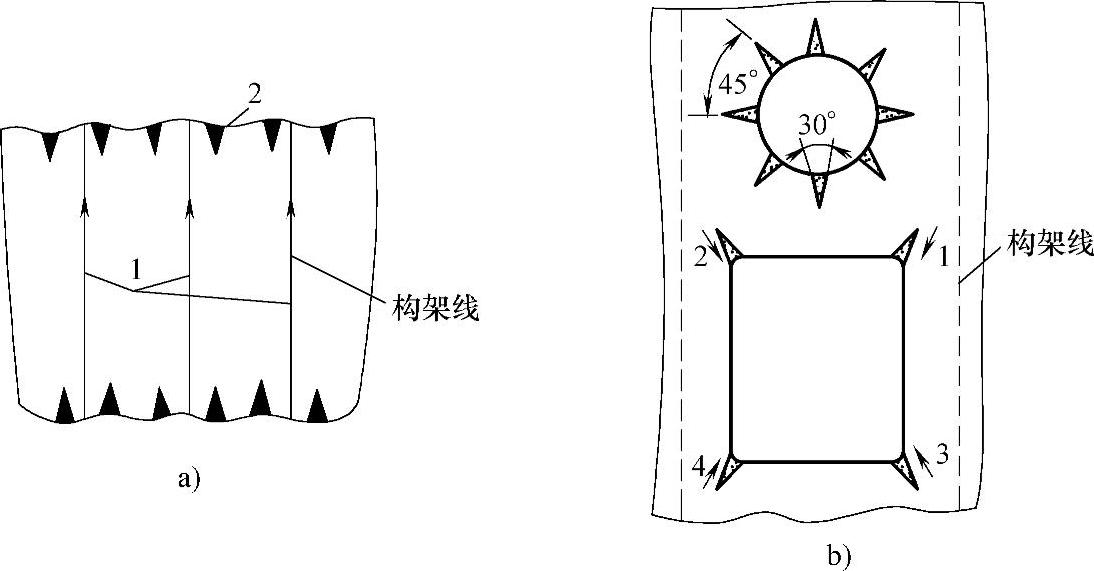
图6-15 自由边缘的矫正
a)板架自由边缘矫正 b)孔口周边矫正
5.大型结构的矫正
大型金属结构(如船体的分段、装配台)焊接后往往产生如图6-16中虚线所示总体翘曲变形,且分段宽度也发生变化。这时可将分段搁置在墩木上(墩木位置靠近分段两边,使中间悬空),在分段中部压以重物,然后在图6-16中所示位置用线状加热。在分段自重和重物作用下产生的附加弯曲,可大大提高火焰矫正的效果。
当分段有相反的翘曲变形时,则将其翻转180°,倒置在墩木上进行矫正。
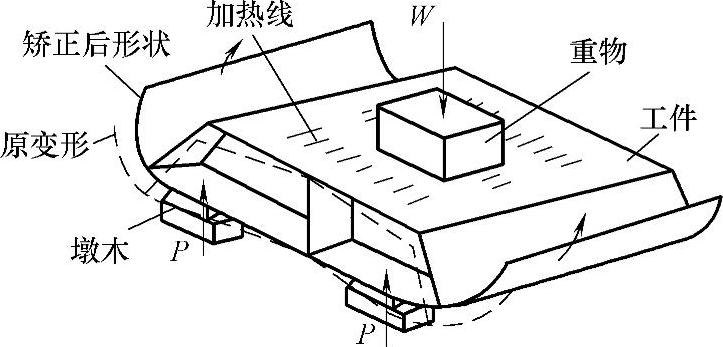
图6-16 大型结构火焰矫正
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。