



【摘要】:按加热区的形状,分为点状加热、线状加热和三角形加热三种方式。加热线的长度和间距视工件尺寸和变形情况而定。线状加热多用于矫正刚度和变形较大的结构。例如矫正型钢和焊接梁的弯曲变形,或用于矫正板架结构中钢板自由边缘的波浪变形。此时,三角形的顶角约为30°。
按加热区的形状,分为点状加热、线状加热和三角形加热三种方式。
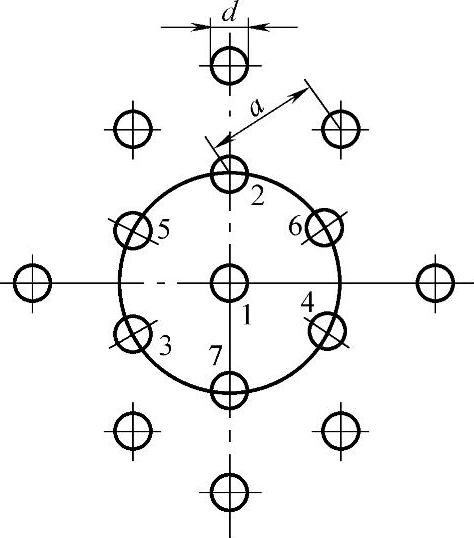
1.点状加热
用火焰在工件上做圆环状移动,均匀地加热成圆点状(俗称火圈),根据需要可以加热一点或多点。多点加热时在板材上多呈梅花状分布,如图6-7所示,型材或管材则多呈直线排列。加热点直径d随板厚变化(厚板略大些,薄板略小些),但一般不应小于15mm。加热点间距离随变形增大而减小,一般在50~100mm。
2.线(条)状加热
火焰沿一定方向直线移动并同时做横向摆动,以形成具有一定宽度的条状加热区,如图6-8所示。线状加热时,横向收缩大于纵向收缩,其收缩量随加热区宽度的增加而增加,加热区宽度通常取板厚的0.5~2倍,一般为15~20mm。加热线的长度和间距视工件尺寸和变形情况而定。线状加热多用于矫正刚度和变形较大的结构。
3.三角形加热
 (https://www.xing528.com)
(https://www.xing528.com)
图6-7 点状加热
将火焰摆动,使加热区呈三角形,三角形底边在被矫正钢板或型钢的边缘,角顶向内,如图6-9所示。因为三角形加热面积大,故收缩量也大,而且沿三角形高度方向的加热宽度不相等,越靠近板边,收缩越大。三角形加热法常用于矫正厚度和刚度较大构件的变形。例如矫正型钢和焊接梁的弯曲变形,或用于矫正板架结构中钢板自由边缘的波浪变形。此时,三角形的顶角约为30°。矫正型材或焊接梁时,三角形的高度应为腹板高度的1/2~1/3。
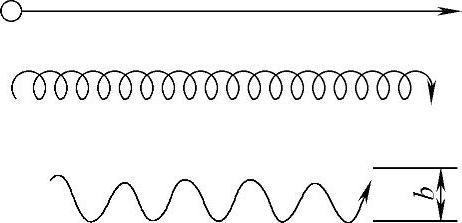
图6-8 线状加热
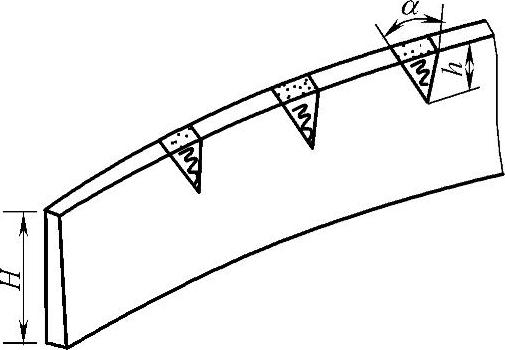
图6-9 三角形加热
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。