



火焰矫正是利用金属局部加热后所产生的塑性变形抵消原有的变形,而达到矫正的目的。火焰矫正时,应对变形钢材或构件纤维较长处的金属,进行有规律的火焰集中加热,并达到一定的温度,使该部分金属获得不可逆的压缩塑性变形。冷却后,对周围的材料产生拉应力,使变形得到矫正。
金属具有热胀冷缩的特性,在外力作用下既能产生弹性变形,也能产生塑性变形。局部加热时,被加热部分的金属膨胀,由于周围金属温度相对较低,膨胀受到阻碍,使加热部分金属受到压缩。当加热温度达到600~700℃时,应力超过屈服极限,即产生塑性变形,此时,该处材料的厚度略有增加,长度则比可自由膨胀时的短。一般低碳钢当温度达到600~650℃时,屈服极限接近于零,金属材料的变形主要是塑性变形。现在以长板条一侧非对称加热为例加以说明。如果用电阻丝作为热源对狭长板条的AB一侧快速加热,由于加热速度较快,此时在板条中产生对横截面呈不对称分布的非均匀热场,如图6-4所示(图中T为其温度分布曲线)。在整张钢板上气割窄长板条,或沿板条的一侧进行焊接,情况即与此类似。
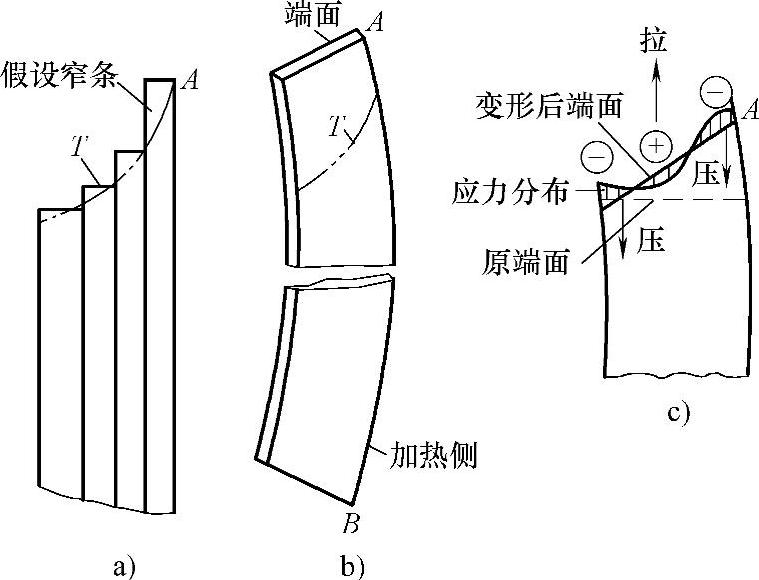
为了便于理解,假设板条是由若干互不相连,而又紧密相贴的小窄条组成,每一小窄条都可以按各自不同的温度自由膨胀,结果是各窄板条端面出现和温度曲线对应的阶梯状变形,如图6-5a所示。实际上,由于板条是一个整体,各部分材料互相牵制约束,板条沿长度方向将出现如图6-5b所示的弯曲变形,板条向加热侧凸出。根据应力平衡的条件,加热时板条的内应力分布如图6-5c所示(两侧金属受压,中部金属受拉)。由于加热侧温度高,应力超过屈服点,而产生压缩塑性变形。冷却时,板条恢复到初始温度,加热时受压缩塑性变形的部分收缩,板条将产生残余变形(加热一侧凹入),其应力分布如图6-6所示,与加热时的情形正相反,加热过的一侧产生拉应力。这就是火焰局部加热时产生变形的基本规律,是掌握火焰矫正的关键。
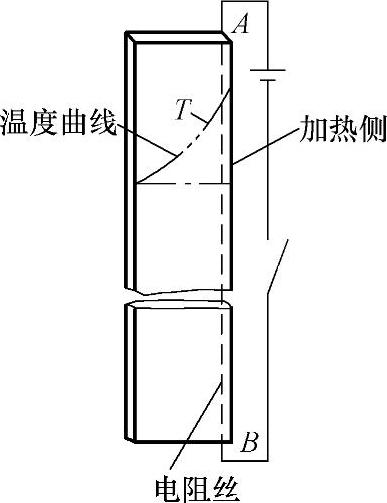
图6-4 长板条一侧加热
 (https://www.xing528.com)
(https://www.xing528.com)
图6-5 板条一侧加热时的应力与变形
a)板条的假想变形 b)端面实际变形 c)应力分布
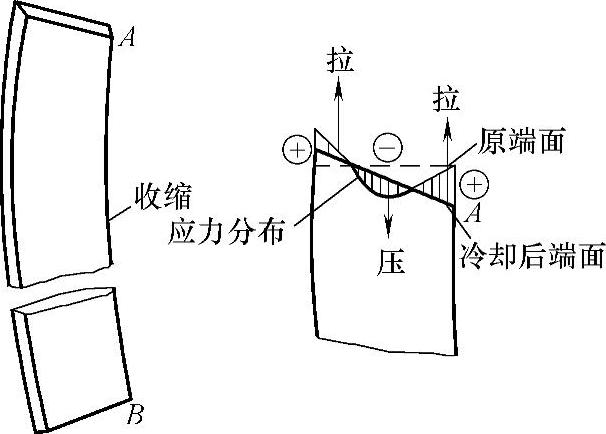
图6-6 板条冷却后的应力与变形
在金属局部进行条形或圆形加热时,其应力和变形的规律,也可按此进行相似的分析。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。