



手工矫正在实际生产过程中必须掌握的基本技能。当无专用矫正设备时,对小尺寸的板材、型材、切割后的零件及焊接结构的局部变形中,大量应用手工矫正。
手工矫正常见的是使用大锤、锤子、钣子等各种工具,采用锤击、扳扭、牵引、顶拉等手段作用于工件的特定部位,以使该部位较紧的金属得到延伸扩展,最终使各层纤维长度趋于一致,达到矫正的目的。
1.薄板变形的矫正
(1)薄板的凸起变形矫正 薄板的局部突起是由于板材中间松、四周紧造成的。矫正时,由凸起处的边缘开始向四周呈放射性锤击,越向外锤击力度和密度越大,以使由里向外各部分纤维层得到不同程度的延伸,凸起变形在锤击的过程中逐渐消失。若薄板的中部有几处相邻的凸起,则应在各凸起的交界处轻轻锤击,使数处凸起合并成一个凸起,然后再依照上述方法锤击四周使之展平。如图6-1所示。
(2)薄板的波浪边形矫正 薄板的四周呈波浪形起伏则表示板材四周松中间紧。矫正时,由外向内锤击,力度和密度逐渐增大,使板材中部的纤维层产生较大的延伸,达到消除四周的波浪变形。如图6-2所示。
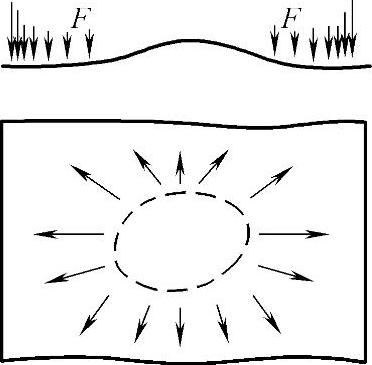
图6-1 薄板的凸起变形矫正

图6-2 薄板的波浪边形矫正
2.厚板变形的矫正(https://www.xing528.com)
厚板变形主要是弯曲变形。通常采用以下两种方法矫正:
1)直接锤击凸起处。锤击力要大于板材的屈服点,使凸起处受到强制压缩而产生塑性变形而矫平。
2)锤击凸起处的凹面。锤击凹面可以使用较小的力量,使材料仅在凹面扩展,迫使凹面受到相对压缩,从而达到矫平目的。
3.型材、管材的手工矫正
扁钢、角钢、圆钢、圆管的弯曲变形,也可用锤击延展的方法加以矫正,锤击点在工件凹入一侧(图中箭头表示锤击方向和材料的延展方向)。如图6-3所示。

图6-3 型材、管材的手工矫正
a)锤击延展 b)弯曲、扭转
此外,型钢的弯曲和扭曲变形也可在平台、圆墩和台虎钳上,用锤子、扳手等工具进行矫正,靠矫正外力所形成的弯矩达到矫正目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。