



【摘要】:本工件为简单桁架结构,装配工艺简单,无特殊要求,可采用地样装配为主,仿形装配为辅的方法进行装配。图5-50 简单桁架的装配地样3.摆放按装配地样将桁架的钢管、连接板及正面角钢摆放定位,并靠零件自重实现夹紧。图5-51 用仿形法装配背面的角钢a)桁架主体冀正面零件的装配 b)仿形法装配背面角钢7.背面定位背面零件定位焊及检查、矫正。
一、装配工件图
装配工件图如图5-49所示。
二、装配步骤与方法
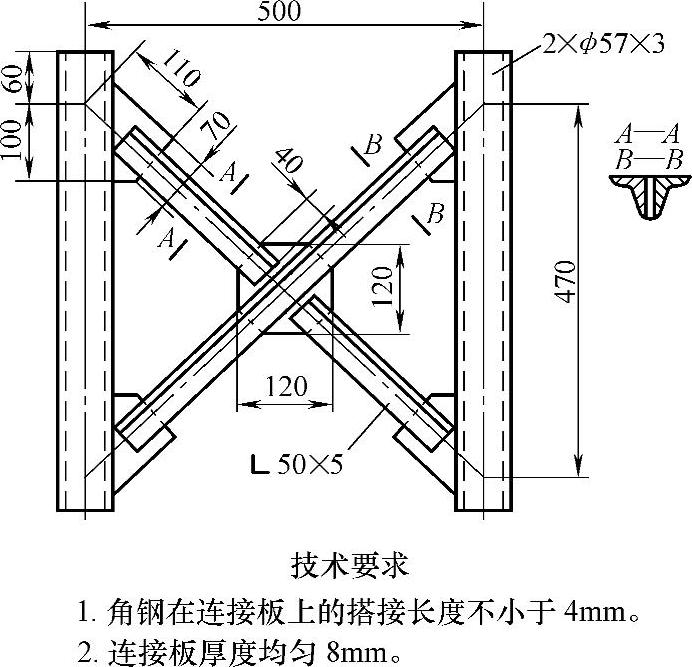
图5-49 简单桁架工件图
1.准备工作
1)识读工件图样,进行简单的工艺分析。本工件为简单桁架结构,装配工艺简单,无特殊要求,可采用地样装配为主,仿形装配为辅的方法进行装配。
2)工具与量具的准备,可参照角钢框的装配准备去做。
3)制作所需的定位挡铁和垫板。
4)检查各零件的规格、尺寸、数量是否与图样要求相符。
2.划出装配地样
在装配平台上划出装配地样,如图5-50a所示,并按样图上的位置设置定位挡铁与垫板,如图5-50b所示。
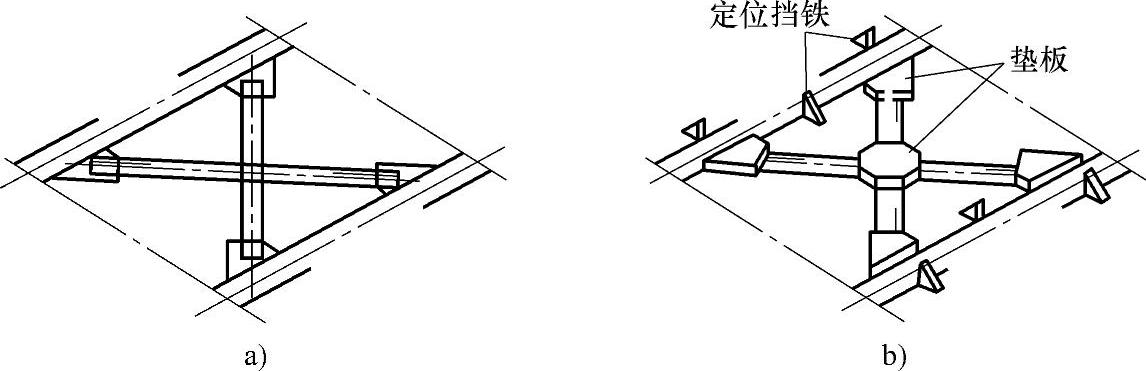
图5-50 简单桁架的装配地样
3.摆放
按装配地样将桁架的钢管、连接板及正面角钢摆放定位,并靠零件自重实现夹紧。
4.定位
施行定位焊时,应手持工具压住需焊的零件,以防定位焊操作中零件移动,造成错位。(https://www.xing528.com)
5.检查定位尺寸
按图样要求检查各零件间的连接关系、定位尺寸是否正确,并作矫正。
6.装配背面角钢
桁架正面装配完毕并检查合格后,将桁架翻转180°,用仿形法装配背面的角钢。如图5-51所示。
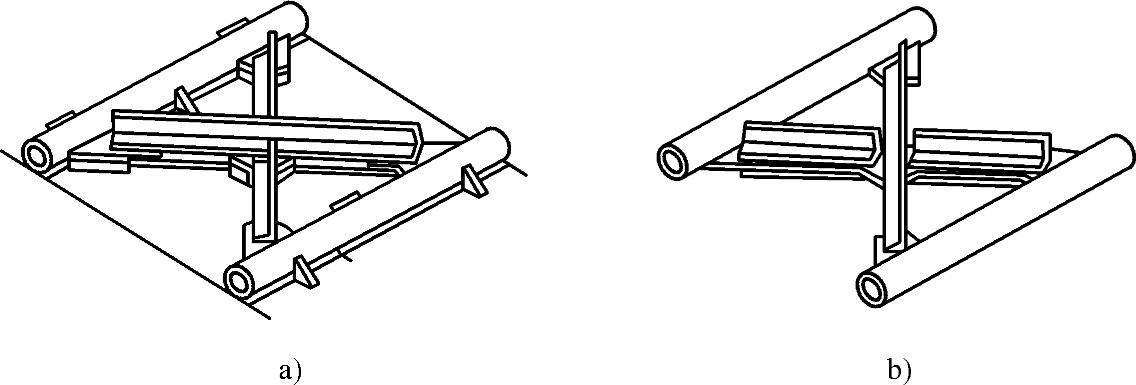
图5-51 用仿形法装配背面的角钢
a)桁架主体冀正面零件的装配 b)仿形法装配背面角钢
7.背面定位
背面零件定位焊及检查、矫正。
8.质量检验
对装配好的桁架,进行全面质量检验。检验的要点如下:
1)两钢管的平行度。
2)轴线尺寸500mm及470mm。
3)角钢在连接板上的搭接长度。
三、注意事项
装配前应清除净连接件上的气割熔渣及剪切毛刺,以免影响定位精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。