



一、装配工件图
装配工件图如图5-45所示。
二、装配步骤与方法
1.准备工作
1)熟悉工件图样,了解工件的结构特点、数量和装配技术要求,确定装配方法。本工件为简单平面框架,数量为一件,装配技术要求比较高。根据上述条件,确定采取平台上划线定位装配。
2)准备好平台、大锤、锤子、划线工具等。
3)准备好钢卷尺、钢直尺、直角尺等量具。
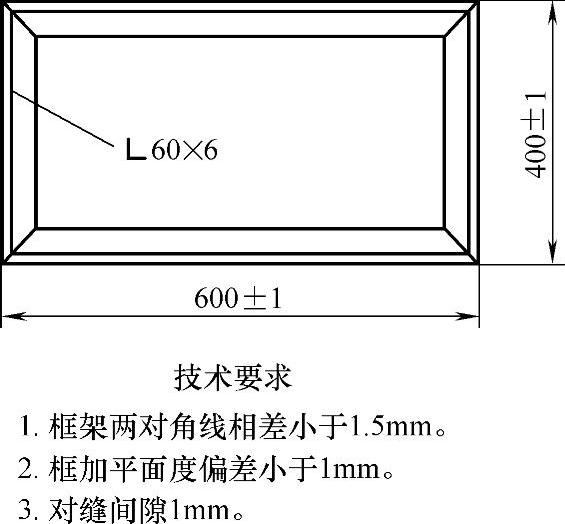
图5-45 角钢框工件图
4)制作所需的定位挡铁。
5)检查角钢零件的规格、尺寸、数量是否与图样要求相符。
2.在装配平台上划出装配定位线
因工件为内折弯角钢框,装配定位应以外框线为依据,所以装配平台上仅划角钢外框线。然后,沿定位线在适当位置焊好定位挡铁。如图5-46所示。
3.按装配定位线将角钢零件摆放定位
通常情况下,这种简单框架的装配,可以靠零件自重来保证定位的可靠性,而不必采取特殊的夹紧装置。
4.初步定位焊时的注意事项
1)因为零件未用夹具夹紧,故定位焊引弧时不要使零件移动,以免焊成零件错位。
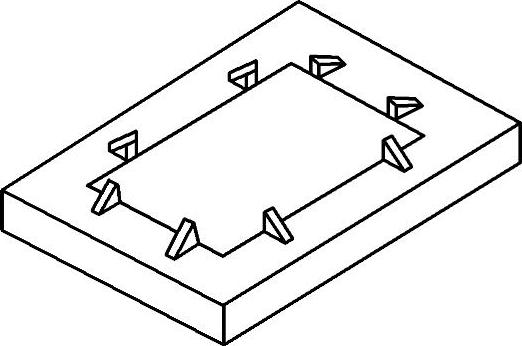
图5-46 平台上划出定位线(https://www.xing528.com)
2)定位焊接每条对接缝只能焊一点,且焊缝不能过大。否则,定位焊后将无法调整零件间的位置和角度。
5.测量检查并矫正
1)用钢卷尺检验角钢框长度、宽度尺寸。
2)用直角尺检验角钢框四角的垂直度。
3)目测角钢框平面的平整程度,也可用钢直尺放在角钢框平面上,检验平面度。如图5-47所示。
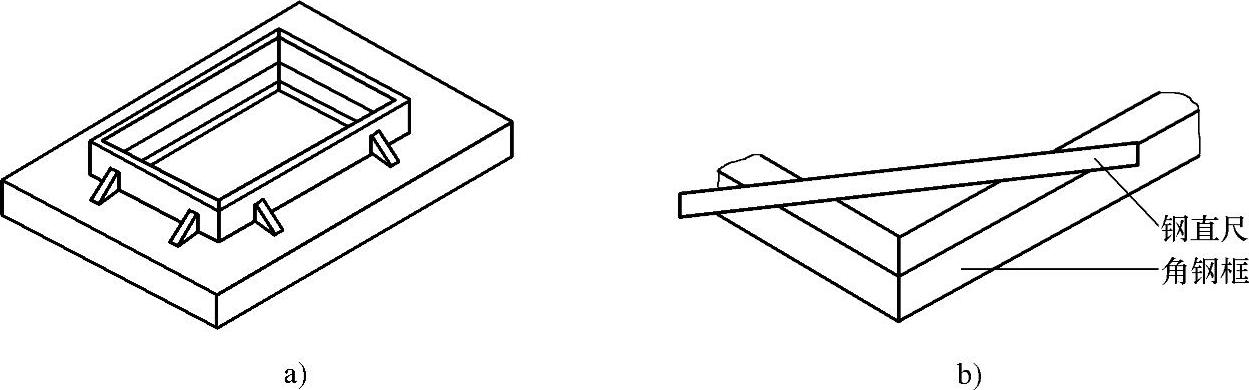
图5-47 检验平面度
a)角钢零件摆放定位 b)检验角钢框平面度
经检验发现不合格之处要予以矫正。如果零件错位或尺寸不对,应断开焊缝重新定位、点焊;若框架角度不正确,可将其立在装配台上,撞击矫正;角钢平面不平整时,可在平台上锤击矫正。如图5-48所示。
6.完全定位焊
角钢框经检查、矫正后,即可完全定位焊。这时,每条焊缝至少应焊接两点,若仅焊一点,将达不到完全定位的目的。

图5-48 矫正框架
a)矫正框架角度 b)矫正框架平面度
7.全面质量检验
工件施行完全定位焊后,要按照图样要求进行全面质量检验。
三、注意事项
装配平台表面应清扫干净,否则极易造成角钢框平面错位不平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。