



一、弯曲工件图
弯曲工件图如图4-23所示。
二、弯制工艺分析
柱面的几何特征是表面素线相互平行。因此,为了加工出合格的工件,弯制柱面过程中,压弧锤应始终准确地沿素线移动,同时胎具与坯料的接触线也应与素线平行。手工弯制柱面的操作顺序是:先弯板料两端,再弯中间部分。
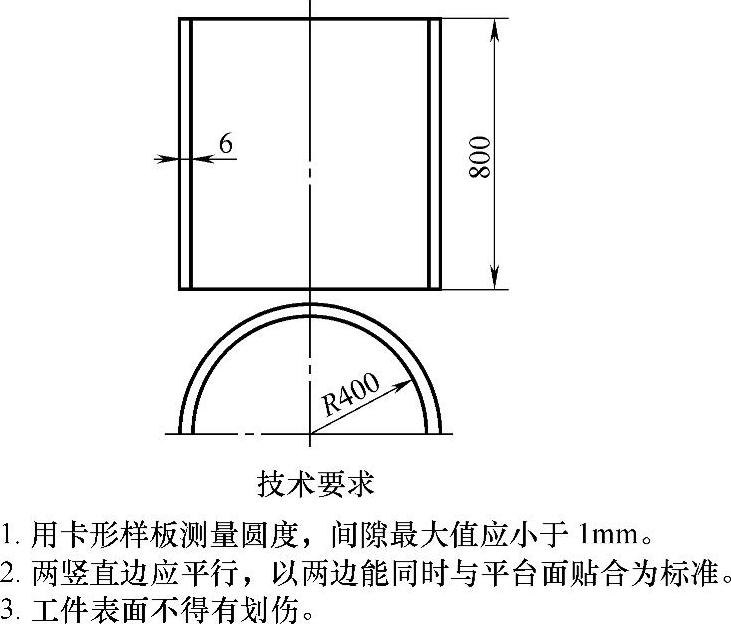
图4-23 弯制柱面工件
三、弯曲步骤与方法
1)准备工作。
①准备大锤、压弧锤、卡形样板等。
②制作弯曲胎具,胎具上的两圆钢相应平行,中间间隔距离,应根据所弯柱面的直径大小而适当确定。
2)在板料上画出柱面的若干等分素线,作为弯曲时的锤压基准,同时将整个板料按加工顺序分为三个区域,如图4-24所示。
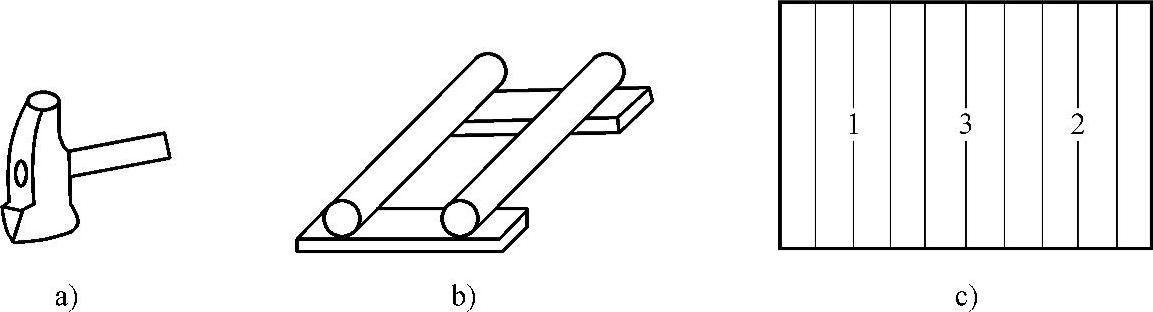
图4-24 加工顺序
a)压弧锤 b)弯曲胎具 c)在板料上划弯曲线(https://www.xing528.com)
3)弯曲板料两端(区域1和2),这时应将压弧锤靠近胎具上的圆钢,这样可使板料端部无直边段而成形较好。还要注意的是,在弯曲过程中,压弧锤应始终沿柱面的素线位置压下,并要交错排列,以保证工件既不会产生歪扭现象,又能形成光滑的表面。
弯曲时,要经常用样板检查工件的曲率,以指导弯曲工作,直至端部曲率符合要求。用样板检查工件的曲率时,样板应与工件表面垂直,以保证测量精度。同时,还要通过目测(或其他方法),检查弯曲件两端棱边是否平行,以此来判断工件有无扭曲,以便即时矫正。如图4-25所示。
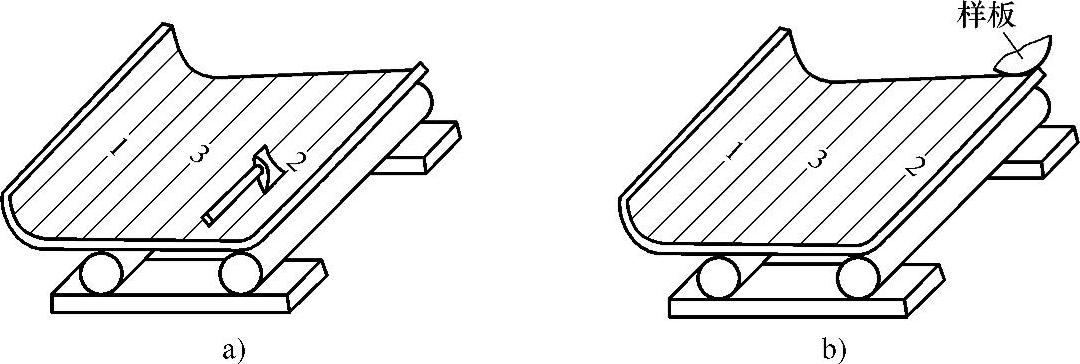
图4-25 检查弯曲件
a)弯曲板料两端 b)用样板检查工件曲率
4)弯曲板料中间部分(区域3)。这时,为获得较大的弯曲力,以提高工作效率,应使板料每次被压弯的部位置于两圆钢间的中线位置上。
弯曲板料中间部分时,要不时地检测工件曲率和控制扭曲情况。
5)成形质量检验。
①用卡形样板沿柱面上下边沿,检查整个工件曲率,发现不合格处,要进行修整。
②将工件扣放在平台上,检查其两竖直边是否平行。若工件的两竖直边与平台接触无缝隙,说明其平行;否则,表明有误差,要进行修正。若工件上下口曲率已经合格,工件两竖直边仍不平行,则一定是工件有扭曲,此时应修正扭曲。如图4-26所示。
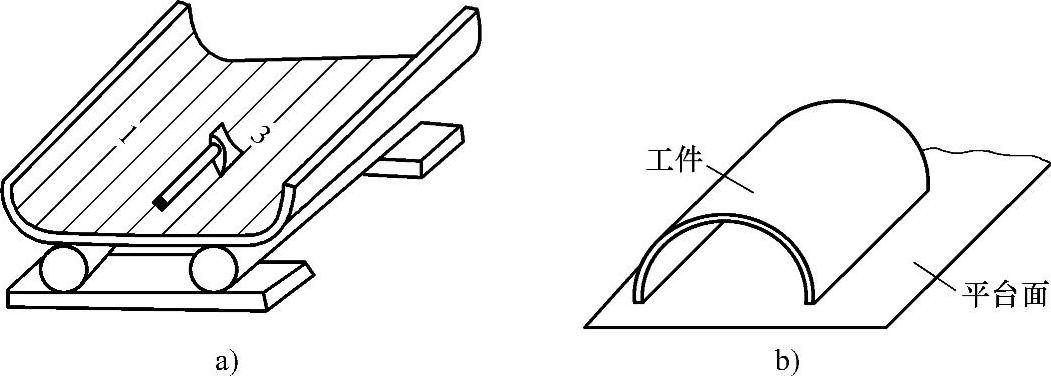
图4-26 成形质量检验
a)弯曲板料中间部分 b)工件两竖直边平行度检查
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。