



【摘要】:弯裂与最小弯曲半径、材料力学性能、板料表面质量、剪断面质量和排料纤维方向关系很大,为了防止弯裂,常采取以下措施:1)弯曲半径应大于最小弯曲半径。2)采用热弯或将板料退火后压弯的方法,以提高其塑性。10)弯曲成形操作,应严格按照企业有关安全技术规程进行。
在弯曲过程中常有弯裂、回弹,偏移和弯边不平等缺陷,如图4-13所示。其中,弯裂是比较严重和常见的缺陷。
弯裂与最小弯曲半径、材料力学性能、板料表面质量、剪断面质量和排料纤维方向关系很大,为了防止弯裂,常采取以下措施:
1)弯曲半径应大于最小弯曲半径。
2)采用热弯或将板料退火后压弯的方法,以提高其塑性。
3)提高剪断面质量或用砂轮打磨,以消除应力集中因素。
4)排料时要避免弯曲线与材料纤维方向一致。
5)弯曲件的直边长度,一般不小于板厚的两倍,以保证足够的弯曲力矩。若小于两倍时,可将直边适当地加长,弯曲后再进行切除。
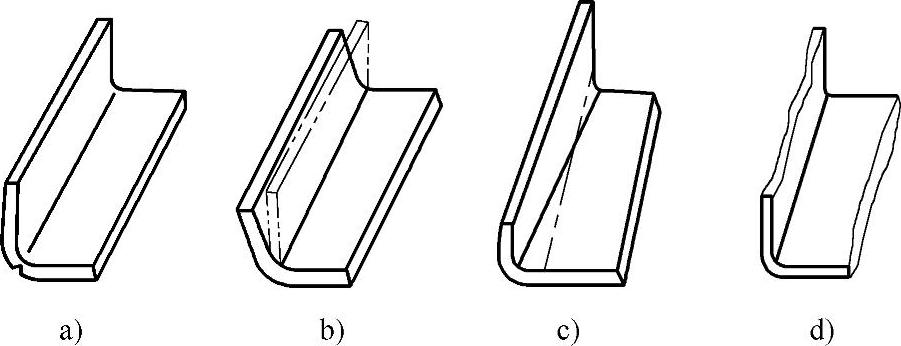
图4-13 弯曲件常见缺陷(https://www.xing528.com)
a)弯裂 b)回弹 c)偏移 d)弯边不平
6)为防止坯料横截面畸变,板料弯曲宽度一般不小于板厚的三倍。若小于三倍时,应将几个零件并起来在同一块板上弯曲,弯曲后再切开。
7)局部需要弯成边缘的零件,为避免角上弯裂,应预先钻出止裂孔,或将弯曲线外移一定距离,如图4-14所示。
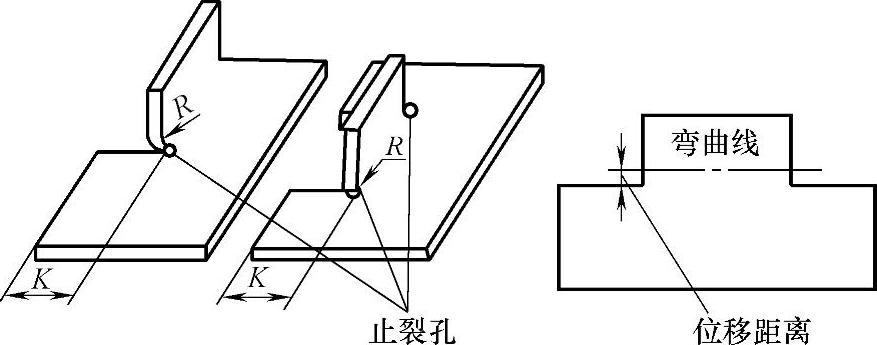
图4-14 局部弯曲
8)弯曲件圆角半径较小时,为避免弯裂,应注意坯料的表面质量,去除剪断面毛刺及其他表面缺陷,或将质量差的表面放在弯曲内侧,使其处于受压状态而不易开裂。
9)需要加热弯曲时,材料加热温度要控制好,加热面温度要均匀。弯曲中注意不使模具温度过高,以防变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。