



利用简单的手动机械和工具弯曲板材或型钢的加工方法,叫做手工弯曲成形。手工弯曲成形不要求很高的加工条件,操作也很灵活。但其劳动强度大,弯曲件精度不高,生产率低。因此,它多用于零件数量很少时的弯曲加工。此外,在设备条件缺乏或机械成形困难时,也常用于手工弯曲。
图4-1所示为各种典型的板材弯曲件。
1.角形零件弯曲
(1)利用规铁弯曲 先在板料弯曲处划出弯曲线,然后将弯曲线对准规铁的角,用左手压住板料,右手用木锤先把两端弯成一定的角度,便于定位,再全部弯曲成形,如图4-2所示。
(2)利用角钢弯曲 弯曲宽而厚的板料时,可在台虎钳上利用两根角钢将板料夹住,或用弓形夹头将板料夹住,然后用木锤敲弯如图4-3所示。
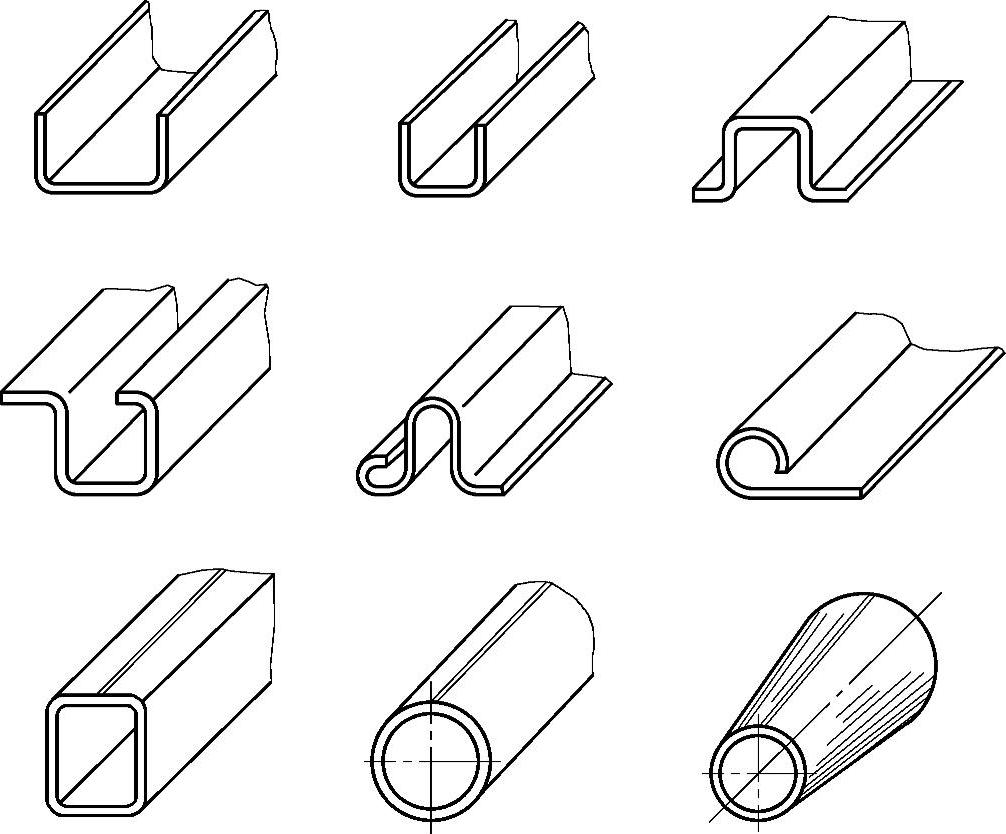
图4-1 各种典型的板材弯曲件

图4-2 利用规铁弯曲

图4-3 利用角钢弯曲
(3)利用台虎钳弯曲 先在板料弯角处划好线,将线与钳口齐平并夹紧,然后用木锤沿板料根部锤弯,当板料端部的伸出长度较短时,可用木块垫在弯角处,用木锤进行间接锤打而弯曲,如图4-4所示。
2.U形零件弯曲
如图4-5a所示为需弯曲的零件和展开的坯料。如果在坯料上先开好孔后再弯曲,由于c、a尺寸较接近,则弯曲线与内孔边之间的距离很小,增加了弯曲的难度,为此可用模具在台虎钳上夹紧,利用坯料上的方孔定位,如图4-5b所示,然后用木锤锤击弯曲。

图4-4 利用台虎钳弯曲
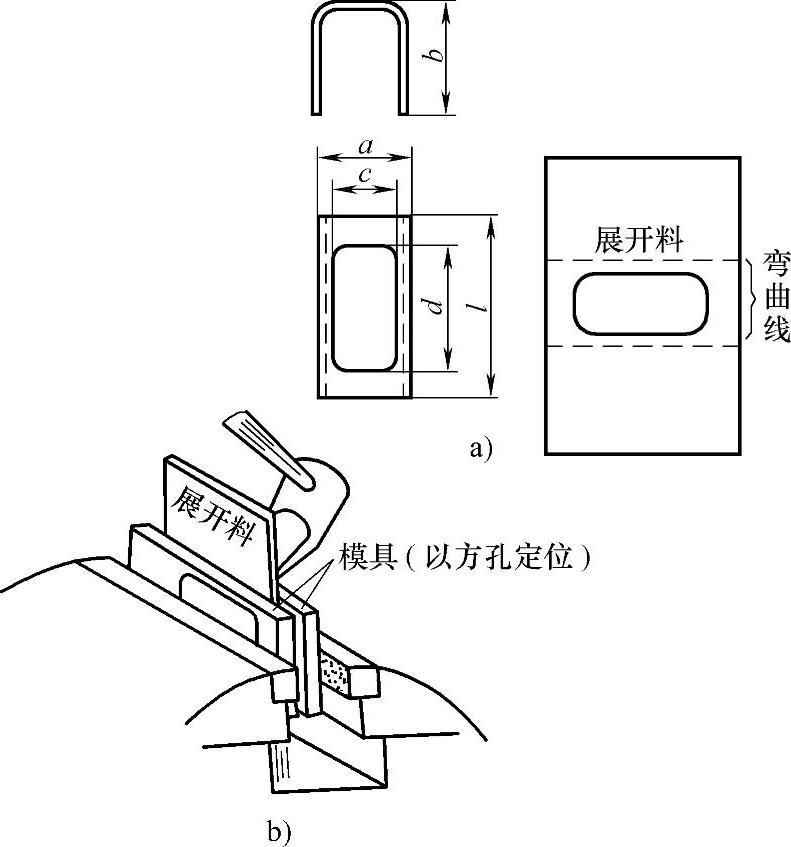
图4-5 U形零件弯曲
3.折边U形零件弯曲
1)在坯料上划出4个弯角处的弯曲线,作为弯曲的基准利用台虎钳夹紧坯料,弯曲中间的一个弯角,如图4-6所示。
2)在台虎钳上用垫铁夹紧坯料,弯曲另一个弯角,垫铁的厚度应小于两弯角之间的距离,如图4-7所示。
3)用另一块垫铁,弯曲最后两个弯角,如图4-8所示。(https://www.xing528.com)
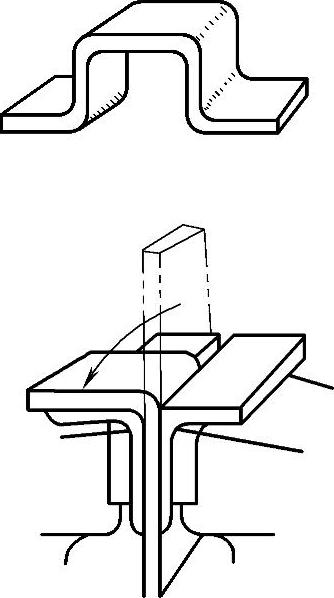
图4-6 弯角
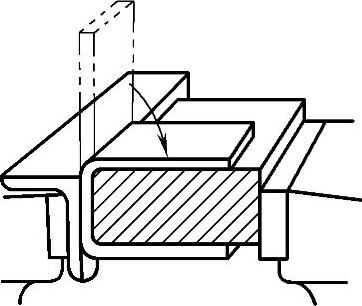
图4-7 弯曲另一个弯角
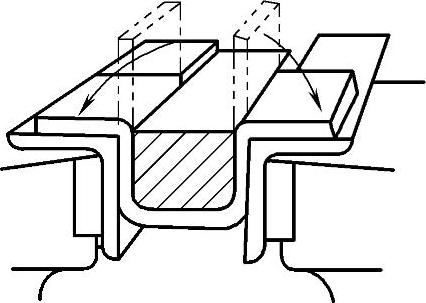
图4-8 弯曲最后两个弯角
4.圆柱面弯曲
1)在板料上划出与弯曲线平行的线,作为敲圆时的锤击基准;利用圆钢或规铁弯曲板料的两端,使其曲率半径等于或略小于所需的弯曲半径。如图4-9所示。
2)将两端弯好的板料搁在槽钢或侧在钢轨上,用型锤锤击,由两端向中间弯曲。如图4-10所示。
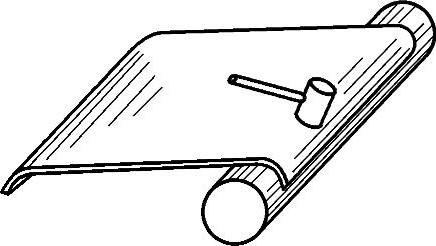
图4-9 锤击基准

图4-10 型锤锤击
3)把圆筒套在规铁上进行矫圆。如图4-11所示。
5.圆锥面弯曲
在板料上先划出放射状弯曲线,然后将板料搁置在两圆钢上,利用型锤沿板料的轴线锤击弯曲,先弯两端后弯中间。如图4-12所示。
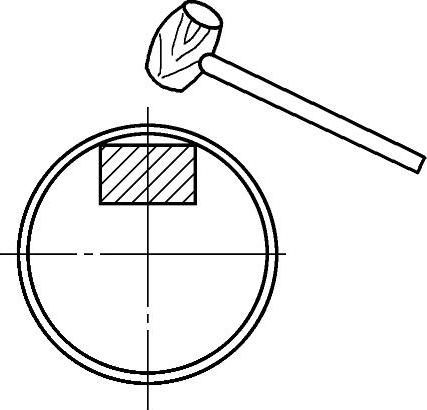
图4-11 矫圆
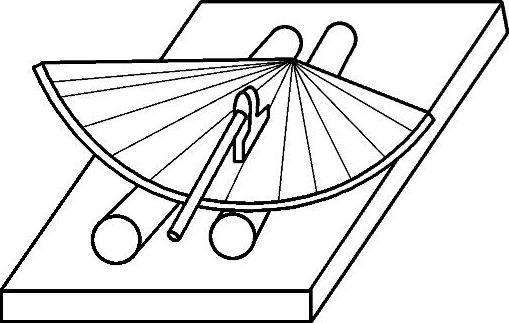
图4-12 圆锥面弯曲
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。