



1.冲裁原理
利用冲模在压力机上把板料的一部分与另一部分分离的加工方法,称为冲裁。冲裁也是钢材切割的一种方法,对成批生产的零件或定形产品,应用冲裁下料,可提高生产效率和产品质量。
冲裁时,材料置于凸、凹模之间,在外力作用下,凸、凹模产生一对剪切力(剪切线通常是封闭的),材料在剪切力作用下被分离,如图3-50所示。冲裁的基本原理与剪切相同,只不过是将剪切时的直线剪刃,改变成封闭的圆形或其他形式的剪刃而已。冲裁过程中材料的变形情况及断面状态,与剪切时大致相同。
从凸模接触板料到板料相互分离的过程是在瞬间完成的。当凸、凹模间隙正常时,冲裁变形过程大致可分为以下三个阶段:
第一阶段为弹性变形阶段。如图3-51a所示,当凸模开始接触板料并下压时,在凸、凹模压力作用下,板料开始产生弹性压缩、弯曲、拉伸(AB′>AB)等复杂变形。这时,凸模略微挤入板料,板料下部也略微挤入凹模洞口,并在与凸、凹模刃口接触处形成很小的圆角。同时,板料稍有拱弯,材料越硬,凸、凹模间隙越大,拱弯越严重。随着凸模的下压,刃口附近板料所受的应力逐渐增大,直至达到弹性极限,弹性变形阶段结束。
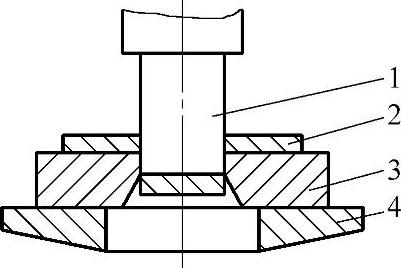
图3-50 冲裁
1—凸模 2—板料 3—凹模 4—冲床工作台
第二阶段为塑性变形阶段。当凸模继续下压,使板料变形区的应力超过其屈服点,达到塑性条件时,便进入塑性变形阶段,如图3-51b所示。这时,凸模挤入板料和板料挤入凹模的深度逐渐加大,产生塑性剪切变形,形成光亮的剪切断面。随着凸模的下降,塑性变形程度增加,变形区材料硬化加剧,变形抗力不断上升,冲裁力也相应增大,直到刃口附近的应力达到抗拉强度时,塑性变形阶段终止。由于凸、凹模之间间隙的存在,此阶段中冲裁变形区还伴随着弯曲和拉伸变形,且间隙越大,弯曲和拉伸变形也越大。
第三阶段为断裂分离阶段。当板料内的应力达到抗拉强度后,凸模再向下压入时,则在板料上与凸、凹模刃口接触的部位先后产生微裂纹,如图3-51c所示。裂纹的起点一般在距刃口很近的侧面,且一般首先在凹模刃口附近的侧面产生,继而才在凸模刃口附近的侧面产生。随着凸模的继续下压,已产生的上、下微裂纹将沿最大切应力方向不断地向板料内部扩展,当上、下裂纹重合时,板料便被剪断分离,如图3-51d所示。随后,凸模将分离的材料推入凹模洞口,冲裁变形过程结束。
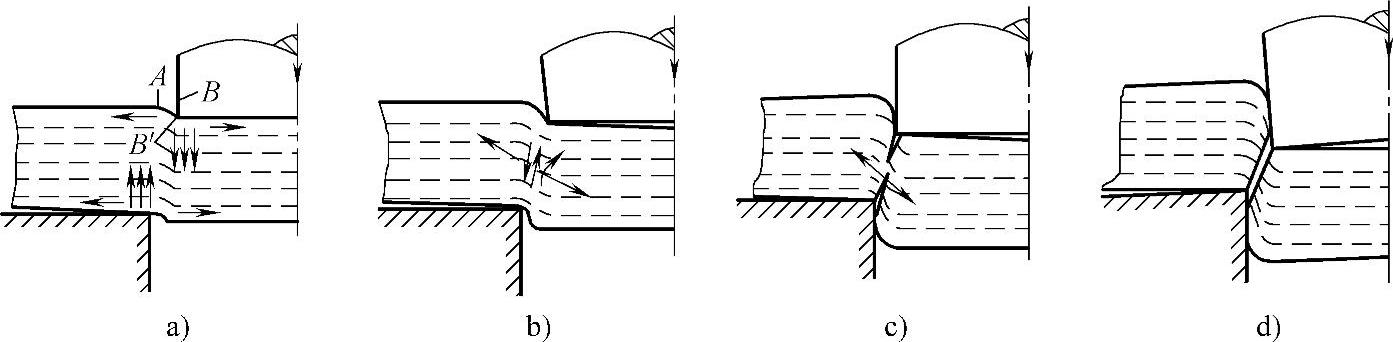
图3-51 冲裁变形过程
a)弹性变形阶段 b)塑性变形阶段 c)、d)断裂分离阶段
冲裁变形过程的三个阶段中,各个阶段所需的外力和时间不尽相同。一般来讲,冲裁时间往往取决于材料性质,材料较脆时,持续时间较短。
2.冲裁设备
(1)冲床的结构 冲裁一般在冲床上进行。常用的冲床有曲轴冲床和偏心冲床两种,两者的工作原理相同,差异主要是工作的主轴不同。
曲轴冲床的基本结构如图3-52a所示,工作原理如图3-52b所示。冲床的床身与工作台是一体的,床身上有与工作台面垂直的导轨,滑块可沿导轨作上下运动。上、下冲裁模分别安装在滑块和工作台面上。
冲床工作时,先是电动机通过传动带带动大带轮空转。踏下脚踏板后,离合器闭合,并带动曲轴旋转,再经过连杆带动滑块沿导轨作上下往复运动,进行冲裁。如果将脚踏板踏下后立即抬起,滑块冲裁一次后,便在制动器的作用下,停止在最高位置上;如果一直踩住踏板,滑块就不停地作上、下往复运动,以进行连续冲裁。
(2)冲床的技术性能参数 冲床的技术性能参数对冲裁工作影响较大。冲裁加工时,要根据技术性能参数选择冲床。
1)冲床吨位与额定功率。冲床吨位与额定功率是两项标志冲床工作能力的指标,实际冲裁零件所需的冲裁力与冲裁功,必须小于冲床的这两项指标。薄板冲栽时,所需冲裁功较小,一般可不考虑。(https://www.xing528.com)
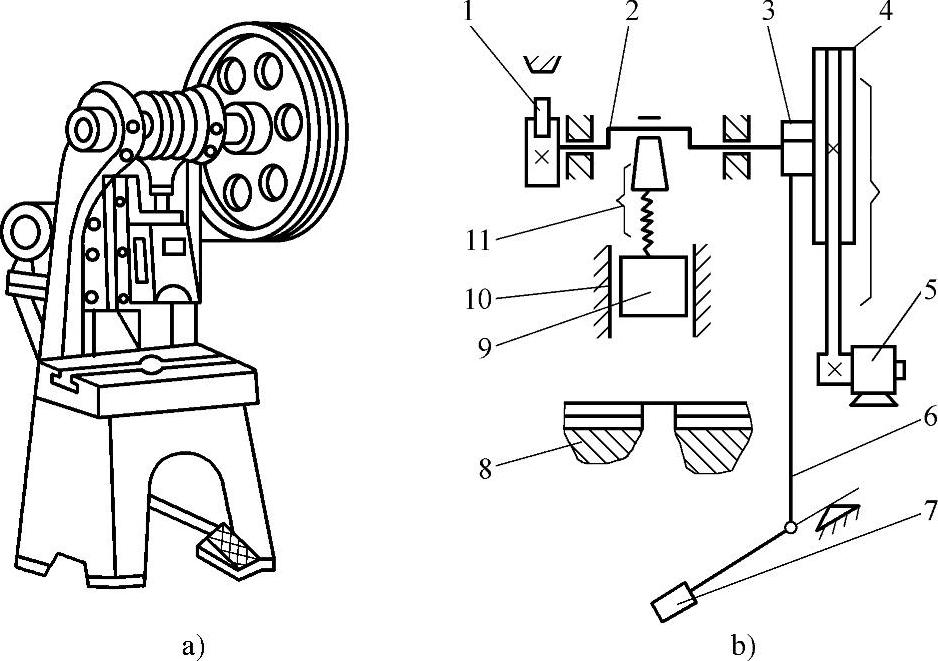
图3-52 曲轴冲床
a)外形 b)工作原理图
1—制动器 2—曲轴 3—离合器 4—大带轮 5—电动机 6—拉杆 7—脚踏板 8—工作台 9—滑块 10—导轨 11—连杆
2)冲床的闭合高度。滑块在最低位置时,下表面至工作台面的距离。当调节装置将滑块调整到上极限位置时,闭合高度达到最大值,此值称为最大闭合高度。冲床的闭合高度应与模具的闭合高度相适应。
3)滑块的行程。即滑块从最高位置至最低位置所滑行的距离,也称为冲程。滑块行程的大小,决定了所用冲床的闭合高度和开启高度,它应能保证冲床冲裁时顺利地进、退料。
4)冲床台面尺寸。冲裁时模具尺寸应与冲床工作台面尺寸相适应,保证模具能牢固地安装在台面上。
其他技术性能参数对冲裁工艺影响较小,可根据具体情况适当选定。
(3)使用冲床应注意的事项
1)使用前,对冲床各部分要进行检查,并对各润滑部位注满润滑油。
2)检查轴瓦间隙和制动器松紧程度是否合适。
3)检查运转部位是否有杂物夹入。
4)经常检查冲床的滑块与导轨磨损情况及间隙。间隙过大会影响导向精度,因此,必须定期调节导轨之间间隙。若磨损太大,必须重新维修。
5)安装模具时,要使模具压力中心与冲床压力中心相吻合,且要保证凸、凹模间隙均匀。
6)起动开关后,空车试运转3~5次,以检查操纵装置及运转状态是否正常。
7)冲裁时,要精力集中,不能随意踩踏踏板,严禁手伸向模具间或头部接触滑块,以免发生事故。
8)不能冲裁过硬或经淬火的材料。冲床绝不允许超载工作。
9)长时间冲裁,要注意检查模具有无松动,间隙是否均匀。
10)停止冲裁后,需切断电源或锁上保险开关。冲裁出的零件及边角余料应及时运走,保持冲床周围无工作障碍物。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。