



锯削是通过锯齿的切削运动,把钢材分离。锯削不但能切断金属,还能在金属上锯成切口或缝道。在铆工工作中,锯削常用于切断型材或小型板材,它分为手工锯削和机械锯削。
1.手工锯削
(1)手锯的构造 手锯是由锯弓和锯条两部分构成。
锯弓是用来夹持和拉紧锯条的工具,有固定式和可调式两种,如图3-8所示。
锯条由碳素工具钢制成。常用的锯条长约300mm,宽12mm,厚0.8mm。锯条规格按锯齿齿距分为粗齿、中齿、细齿三种。以锯条每25mm长度内的齿数来表示,粗齿锯条为14~18齿,中齿锯条为24齿,细齿锯条为32齿。
粗齿锯条适于锯铜、铝等软金属及厚的工件。细齿锯适于锯硬钢、板料及薄壁管子等。加工普通钢、铸铁及中等厚度的工件多用中齿锯条。如图3-9所示为齿距粗细对锯削的影响。锯齿的排列多呈波浪形,如图3-10所示,以减少锯口两侧间的摩擦。
(2)锯削的步骤和方法 根据工件的材料及厚度选择合适的锯条,应保证同时锯削的齿数多于两个。
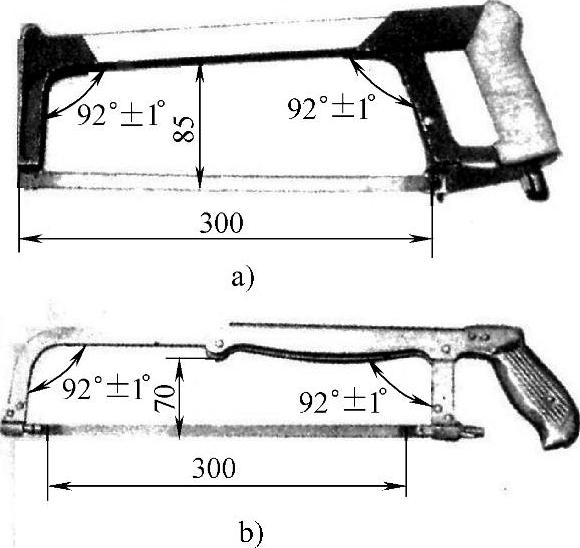
图3-8 锯弓的形式
a)固定式 b)可调式
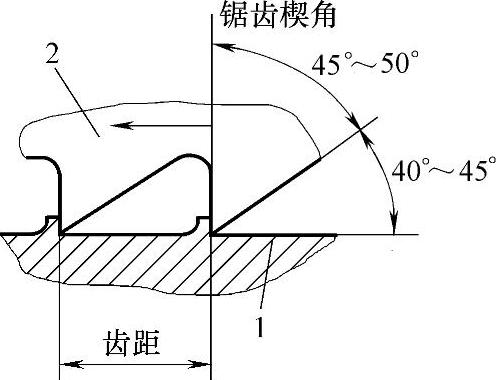
图3-9 齿距粗细对锯削的影响
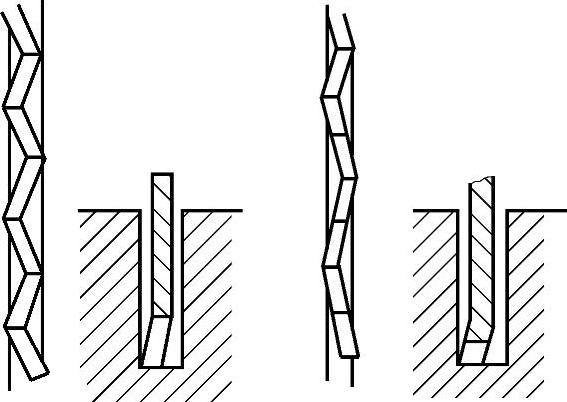
图3-10 锯齿的排列(https://www.xing528.com)
a)交叉形 b)波浪形
将锯条安装在锯弓上,锯齿应向前,如图3-11所示。锯条松紧要合适,否则锯削时易折断锯条。
夹紧工件时,锯缝位置不应离钳口过远,以免锯削时颤动折断锯条。
起锯时,锯条应成一定角度倾斜,倾斜角应小于15°,如图3-12所示,且锯弓往复行程要短,压力要轻,锯条与工作表面垂直。锯成锯口后,逐渐将锯弓改至前后水平方向。
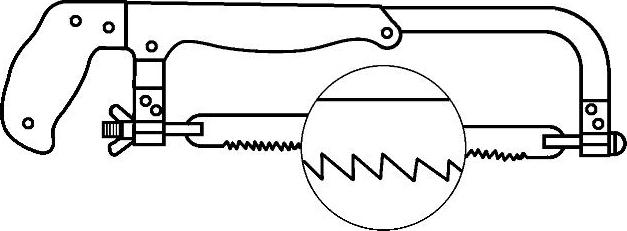
图3-11 锯条的安装
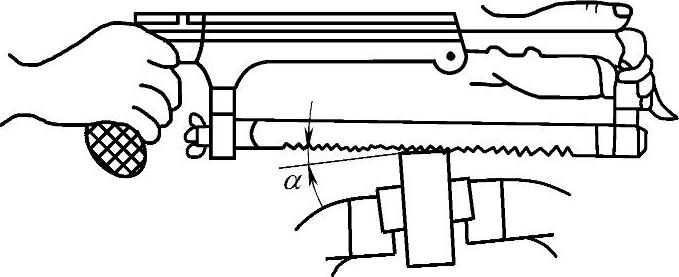
图3-12 起锯
锯削时,锯弓应直线往复,不可摆动;前推时加压,用力均匀,返回时从工件上轻轻滑过。锯削速度不宜过快,通常每分钟30~60次。锯削时用锯条全长工作,以免锯条中间部分迅速磨钝。锯钢料时应加机油润滑。快锯断时,用力应轻。
应根据不同形状的材料,确定锯削方法,如图3-13所示为锯削管子的方法。锯削管子时,应使锯条沿管壁转换角度锯削。锯削角钢时,应先锯角钢棱边。
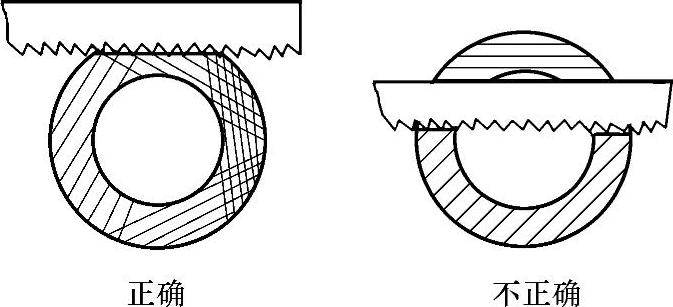
图3-13 锯削管子
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。