



焊缝符号和焊接方法代号是焊接结构图样上使用的统一符号和代号,也是一种工程语言。通过二者配合使用能简单明了地在图样上表示焊缝的焊接方法、焊缝形式、焊缝尺寸、焊缝表面状态、焊缝位置等内容。
1.焊缝符号
焊缝符号一般由基本符号、辅助符号、补充符号、焊缝尺寸符号和指引线组成。
(1)基本符号 基本符号是表示焊缝横截面形状的符号,见表1-4。
表1-4 基本符号

(续)
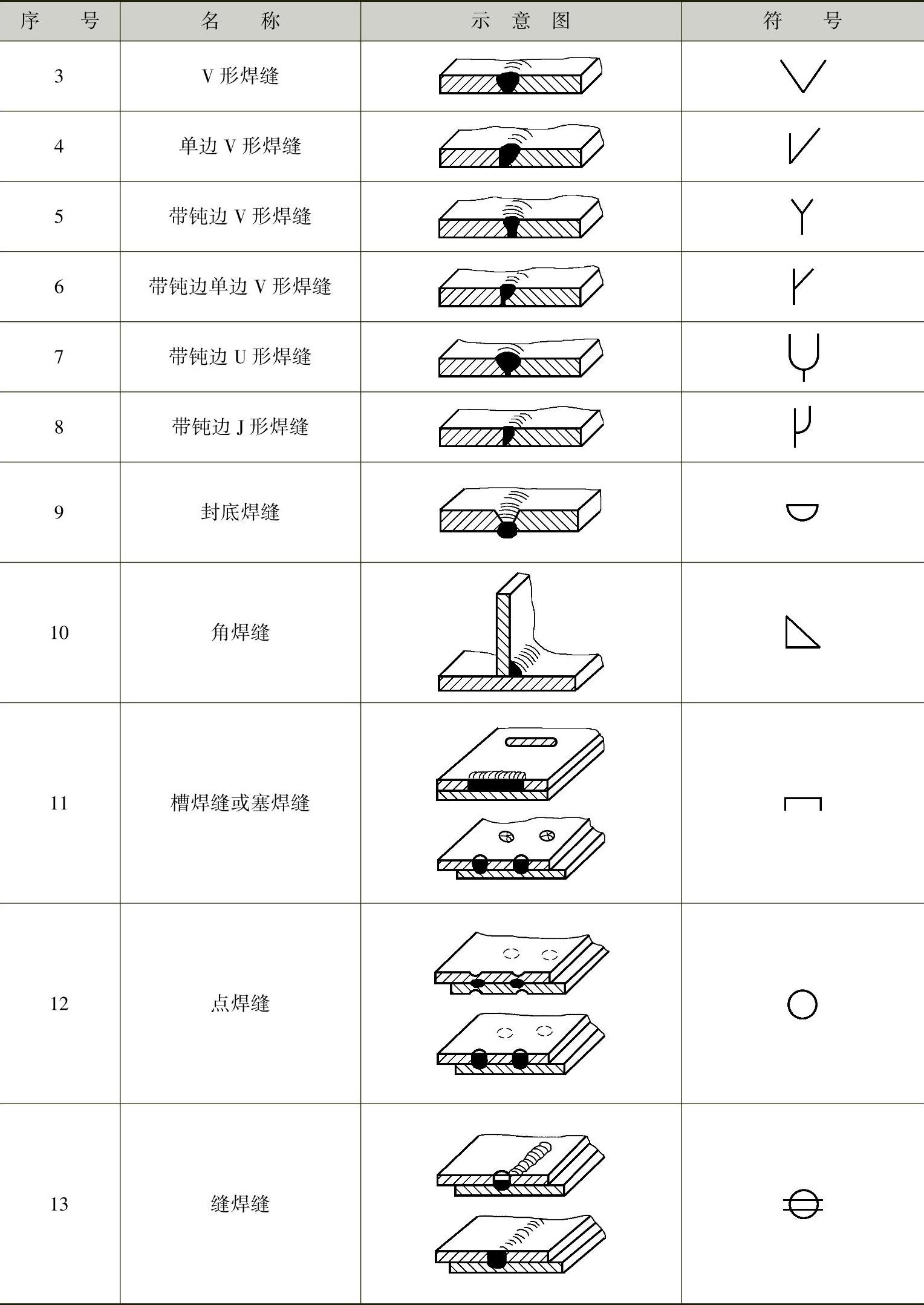
①不完全熔化的卷边焊缝用I形焊缝符合来表示,并加注焊缝有效厚度S。
(2)辅助符号 辅助符号是表示焊缝表面形状特征的符号,见表1-5。
表1-5 辅助符号
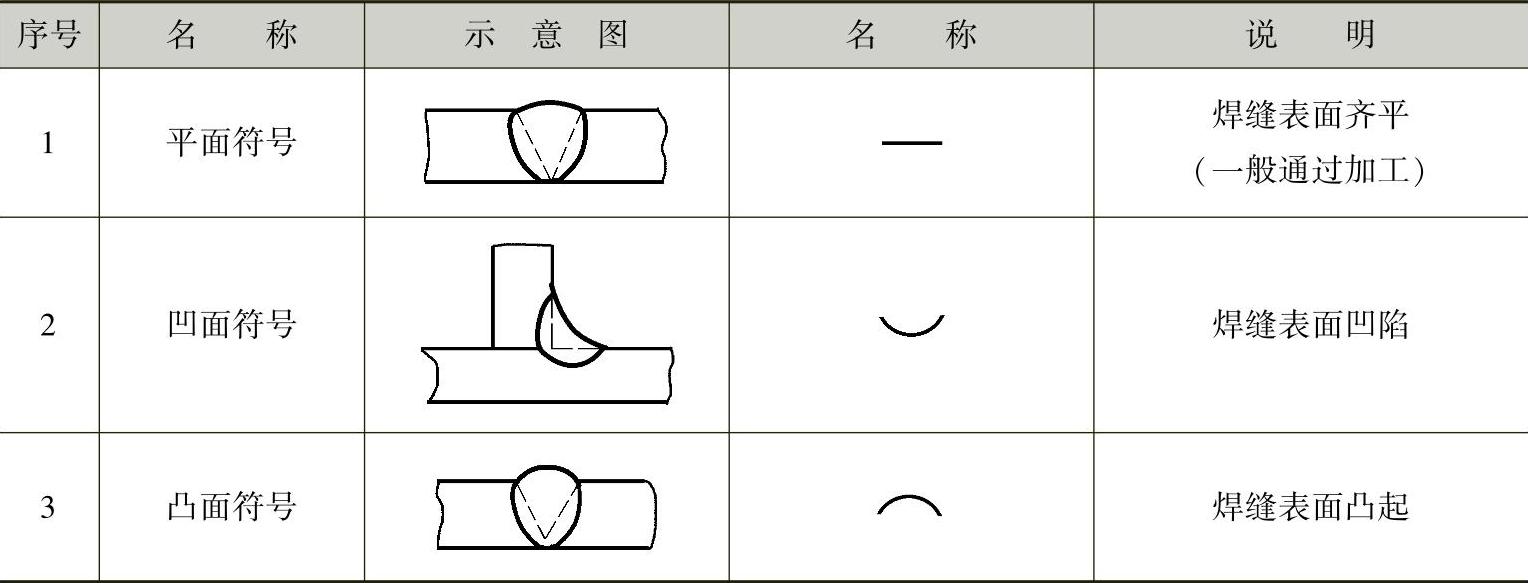
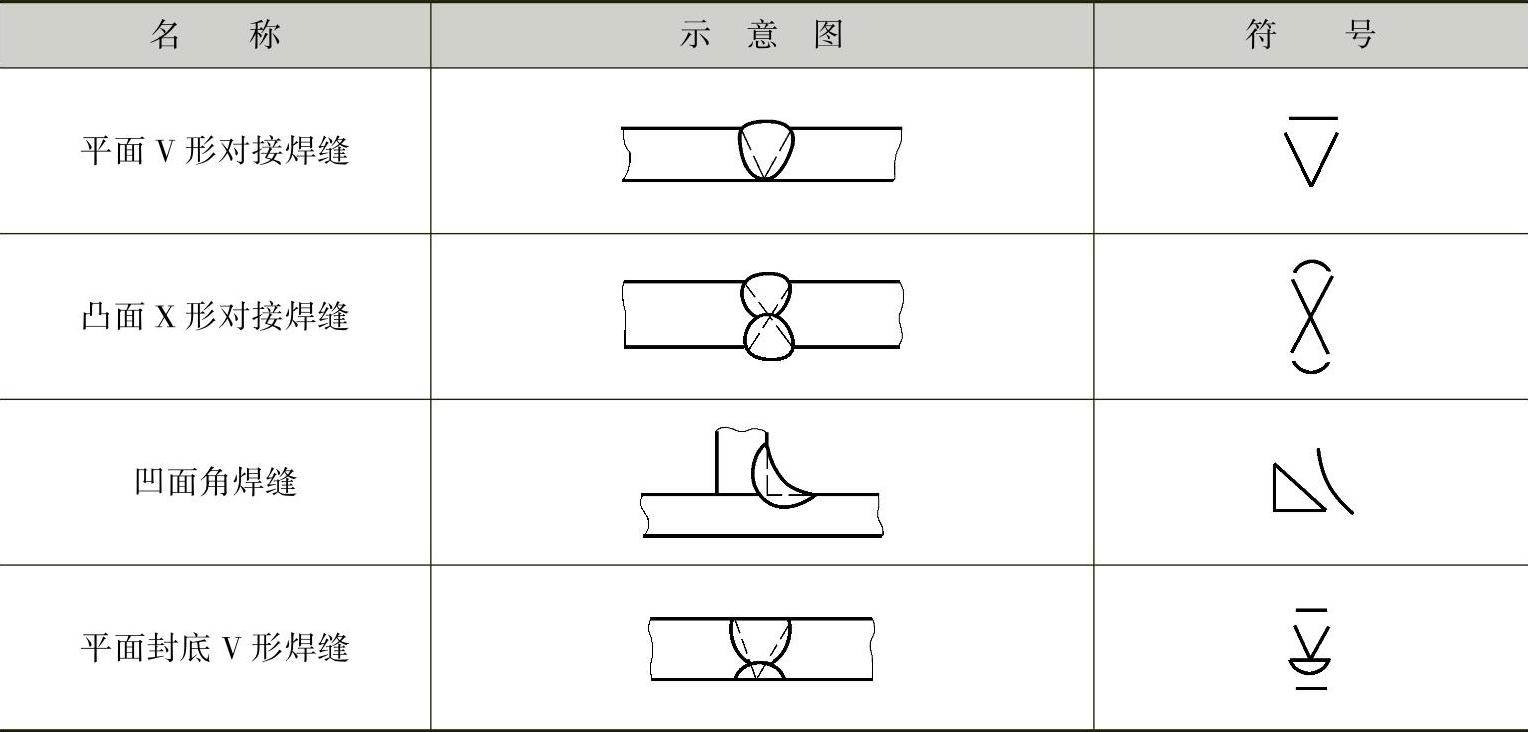
如果不需要确切说明焊缝的表面形状时,可以不用辅助符号。应用示例见表1-6。
表1-6 辅助符号的应用示例
(3)补充符号 补充符号是为了补充说明焊缝的某些特征而采用的符号。补充符号及应用示例见表1-7。
表1-7 补充符号及应用示例

(续)
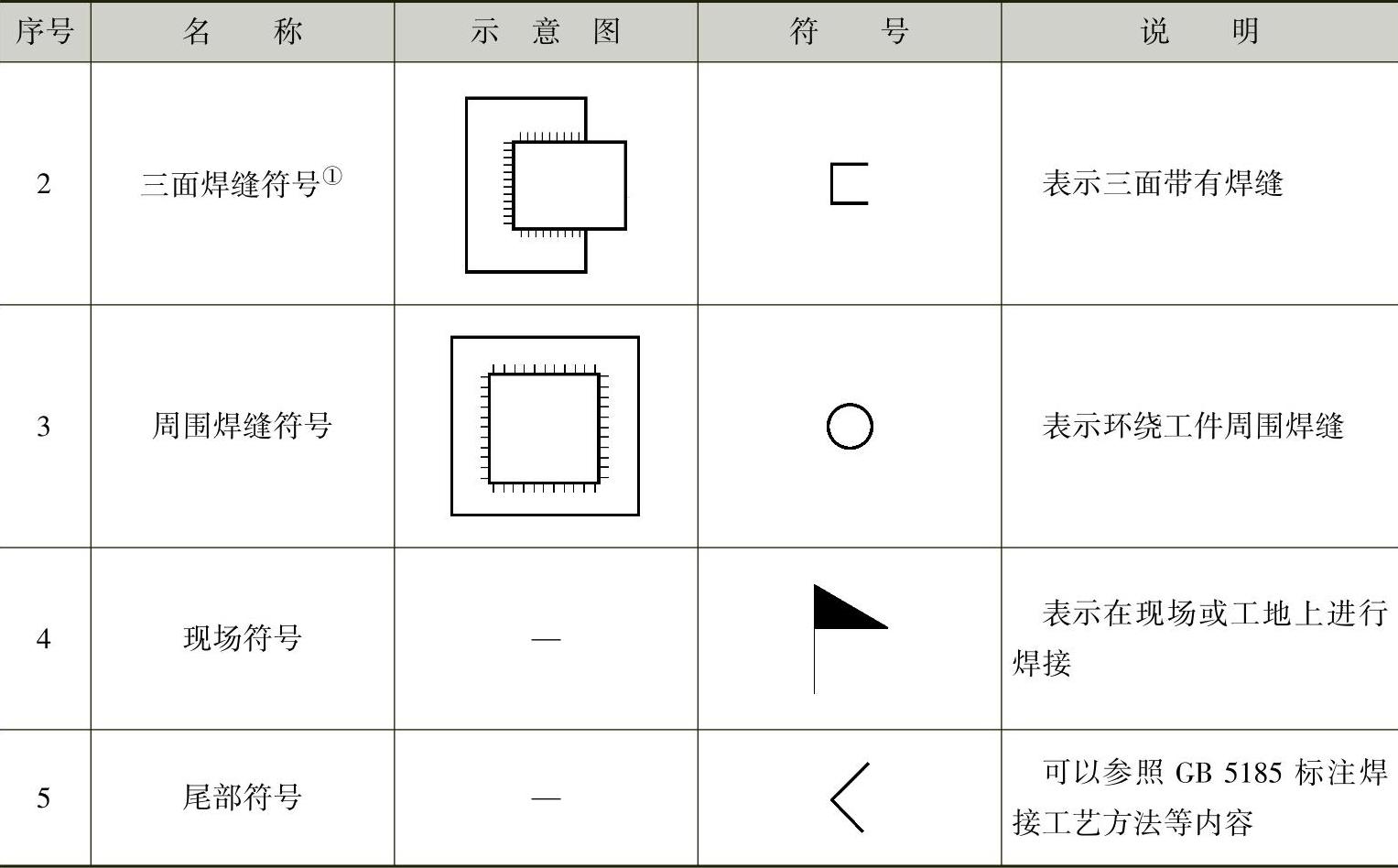
①ISO2553标准未作规定。
补充符号的应用示例见表1-8。
表1-8 补充符号的应用示例
(4)焊缝尺寸符号 焊缝尺寸符号是表示焊接坡口和焊缝尺寸的符号,见表1-9。
表1-9 焊缝尺寸符号


图1-15 指引线(https://www.xing528.com)
(5)指引线 指引线一般由箭头线和两条基准线(一条为实线,一条为虚线)两部分组成,如图1-15所示。有时在基准线实线末端加一尾符号,作其他说明(如焊接方法等)。基准线的虚线可以画在基准线的实线下侧或上侧。基准线一般应与图样的底边相平行,但在特殊情况下也可与底边相垂直。
(6)焊接方法代号 在焊接结构图上,为简化焊接方法的标注和说明,国家标准(GB/T 5185—2005)规定了用阿拉伯数字表示金属焊接及钎焊等各种方法的代号,常用的焊接方法代号见表1-10。
表1-10 常用主要焊接方法代号

2.焊缝符号和焊接方法代号在图样上的标注位置
(1)指引线的标注位置 带箭头的指引线相对焊缝的位置一般没有特殊要求,但是在标注V形、Y形、J形焊缝时,箭头应指向带有坡口一侧的工件。必要时允许箭头弯折一次,如图1-16所示。

图1-16 箭头线的位置及弯折的箭头线
(2)基本符号的标注位置
1)如果焊缝在箭头所指的一侧时,则将基本符号标注在基准线的实线上,如图1-17a所示。
2)如果焊缝在箭头所指的一侧的背面时,则将基本符号标注在基准线的虚线上,如图1-17b所示。
3)标注对称焊缝及双面焊缝时,可不加虚线,如图1-17c、d所示。

图1-17 基本符号相对基准线的位置
a)焊缝在接头的箭头侧 b)焊缝在接头的非箭头侧 c)对称焊缝 d)双面焊缝
国家标准还规定,必要时基本符号可附带尺寸符号及数据,其标注原则如下:
1)焊缝横截面上的尺寸标注在基本符号的左侧。
2)焊缝长度方向的尺寸标注在基本符号的右侧。
3)坡口角度、坡口面角度、根部间隙等尺寸标注在基本符号的上侧或下侧。
4)相同焊缝数量符号标注在尾部。
3.辅助符号、补充符号、尺寸符号、焊接方法代号的标注位置
在焊接结构图样上,焊接方法可按国家标准的规定用阿拉伯数字表示,标注在指引线的尾部;辅助符号标注在基本符号的上边(或下边);补充符号与基本符号标注方法一致,但现场符号则标注在箭头线与基准线的交点处,尾部符号则标注在基准线的尾部;尺寸符号标注在基本符号的侧面;焊接方法符号标注在尾部符号的右侧。如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。例如,V形焊缝先采用钨极氩弧焊打底,后采用焊条电弧焊盖面,则表示为141/111(见图1-18)。
焊缝符号和焊接方法代号标注示例见图1-18所示。该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氩弧焊,盖面焊和封底焊用焊条电弧焊。
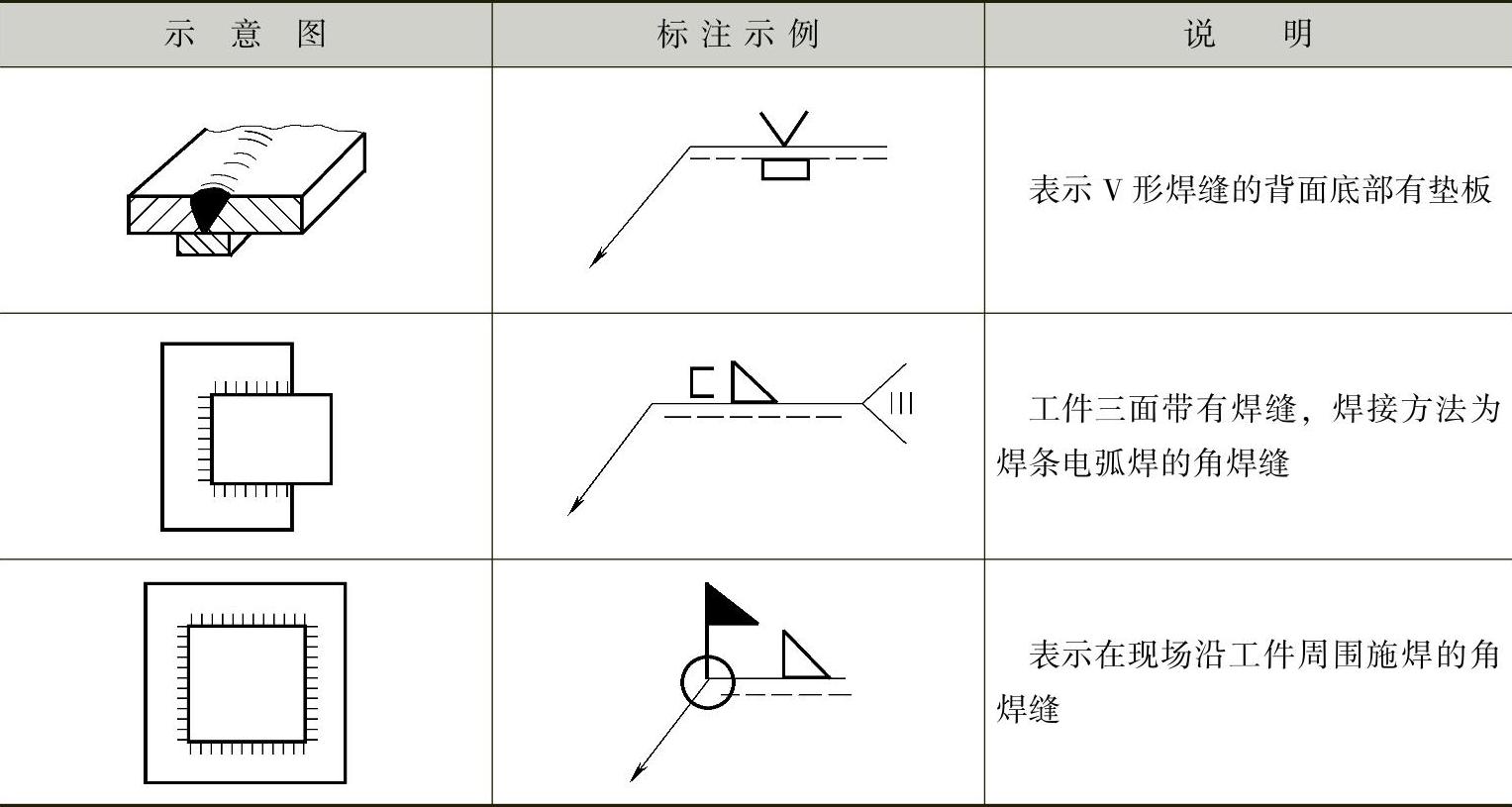
焊缝标注典型示例见表1-11。
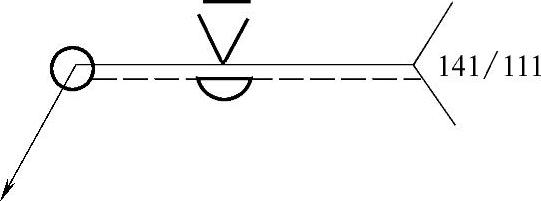
图1-18 V形焊缝标注示例
表1-11 焊缝标注典型示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。