



【摘要】:发热保温冒口与普通砂冒口相比,可保持或提高冒口中金属液的温度,从而延长了金属的液态保持时间,冒口的有效模数大大提高。4)发热保温冒口套的使用减小了冒口尺寸,使冒口更容易切割,冒口套与易割片配合使用后可进一步简化冒口的清理过程。5)为考察发热保温冒口套在铸件补缩性能上的优越性,国内有关研究进行了对比试验,对比对象为:普通砂型冒口、普通保温冒口套和HBES发热保温冒口套。表9-3 冒口套效能对比
发热保温冒口与普通砂冒口相比,可保持或提高冒口中金属液的温度,从而延长了金属的液态保持时间,冒口的有效模数大大提高。
发热保温冒口套的效能主要体现在以下几个方面:
1)采用发热保温冒口套,使所需要的冒口尺寸变小,冒口中钢液重量可下降50%~80%,减少了金属用量,同时降低了能耗,可以使占铸件生产成本7%~9%的能耗降低为5.2%。
2)采用高效的发热保温冒口,可使铸件的工艺出品率从40%提高到50%~75%。
3)使用发热保温冒口套后,每生产1t毛坯铸钢件,可以少熔炼0.79t钢液,提高电炉使用率近80%。在不增加新电炉投资的情况下,可将现有的生产能力扩大1.8倍。(https://www.xing528.com)
4)发热保温冒口套的使用减小了冒口尺寸,使冒口更容易切割,冒口套与易割片配合使用后可进一步简化冒口的清理过程。
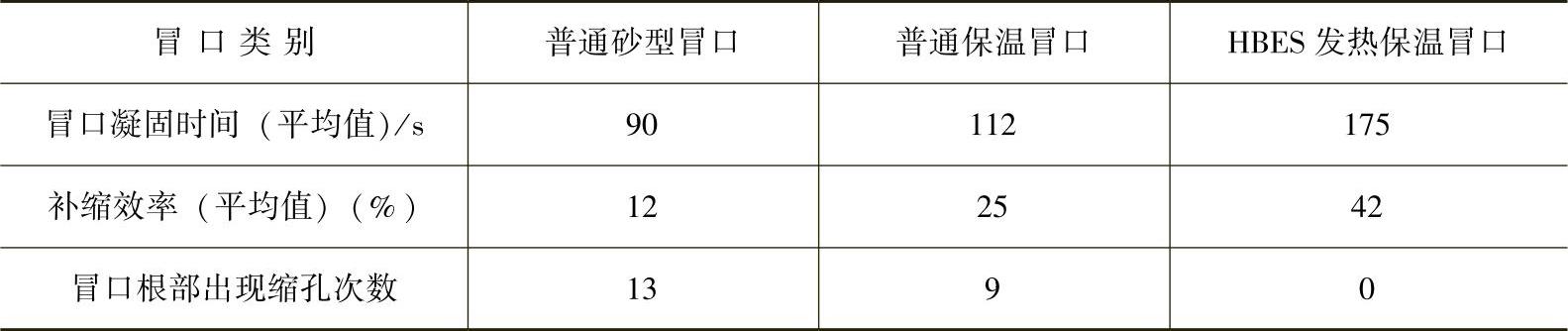
5)为考察发热保温冒口套在铸件补缩性能上的优越性,国内有关研究进行了对比试验,对比对象为:普通砂型冒口、普通保温冒口套和HBES发热保温冒口套。所对比的冒口套尺寸规格相同,冒口壁厚均为10mm,冒口内径为120mm,内高为125mm。试验条件为:浇注温度为1520℃的缸体铸钢件,浇注时间为25s,总浇注量为125kg,试验次数为15次。试验结果见表9-3。结果表明:冒口的补缩效果按照普通砂型冒口、普通保温冒口、HBES发热保温冒口明显递增。
表9-3 冒口套效能对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。