



【摘要】:塔油芯砂的配砂、制芯以及砂芯烘干、铸件落砂等工艺操作基本上和桐油砂、合脂砂相同。塔油砂芯具有较好的强度和硬度,芯子能够保持清晰的棱角;其砂芯在浇注过程中,在砂芯和铸件的界面有一层光亮的碳膜,因此铸件内腔表面光洁度好,容易清砂。3)塔油砂芯的烘干温度要比桐油砂芯高10~20℃,视砂芯大小不同,一些较厚大的芯子保温时间应稍长一些。
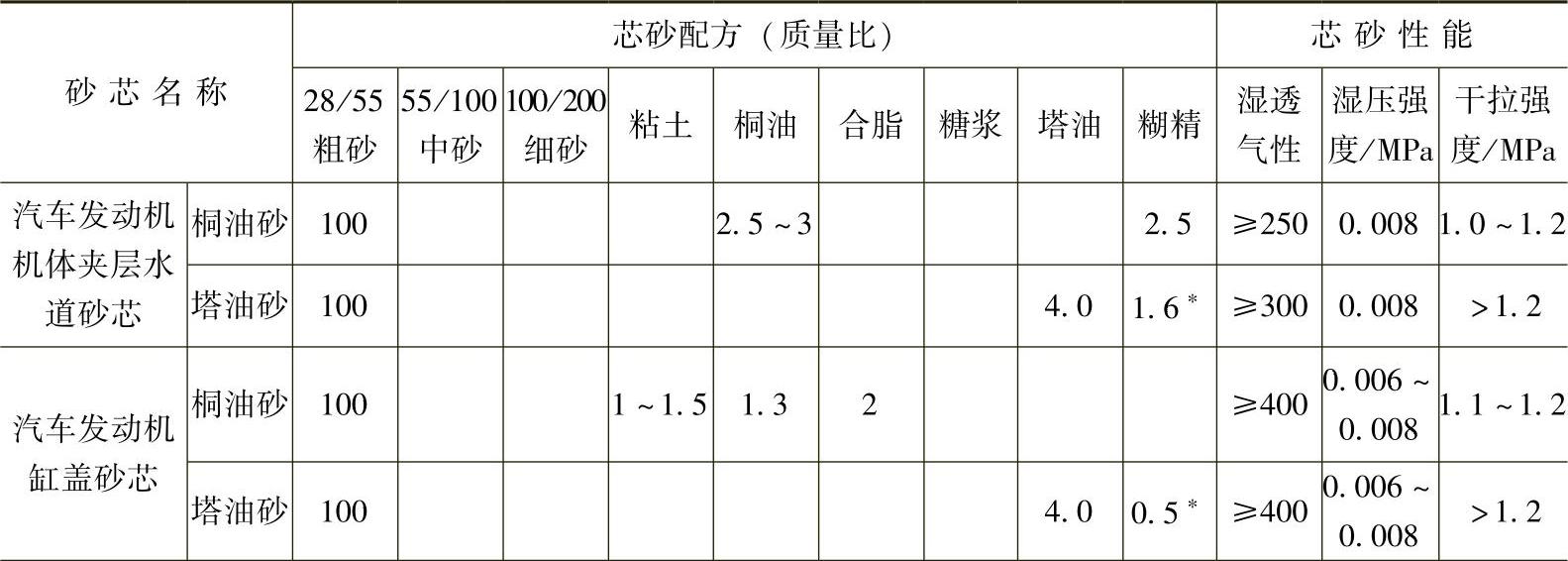
塔油芯砂的配砂、制芯以及砂芯烘干、铸件落砂等工艺操作基本上和桐油砂、合脂砂相同(塔油砂生产配方及性能见表6-19)。
表6-19 塔油砂生产配方及性能
(续)
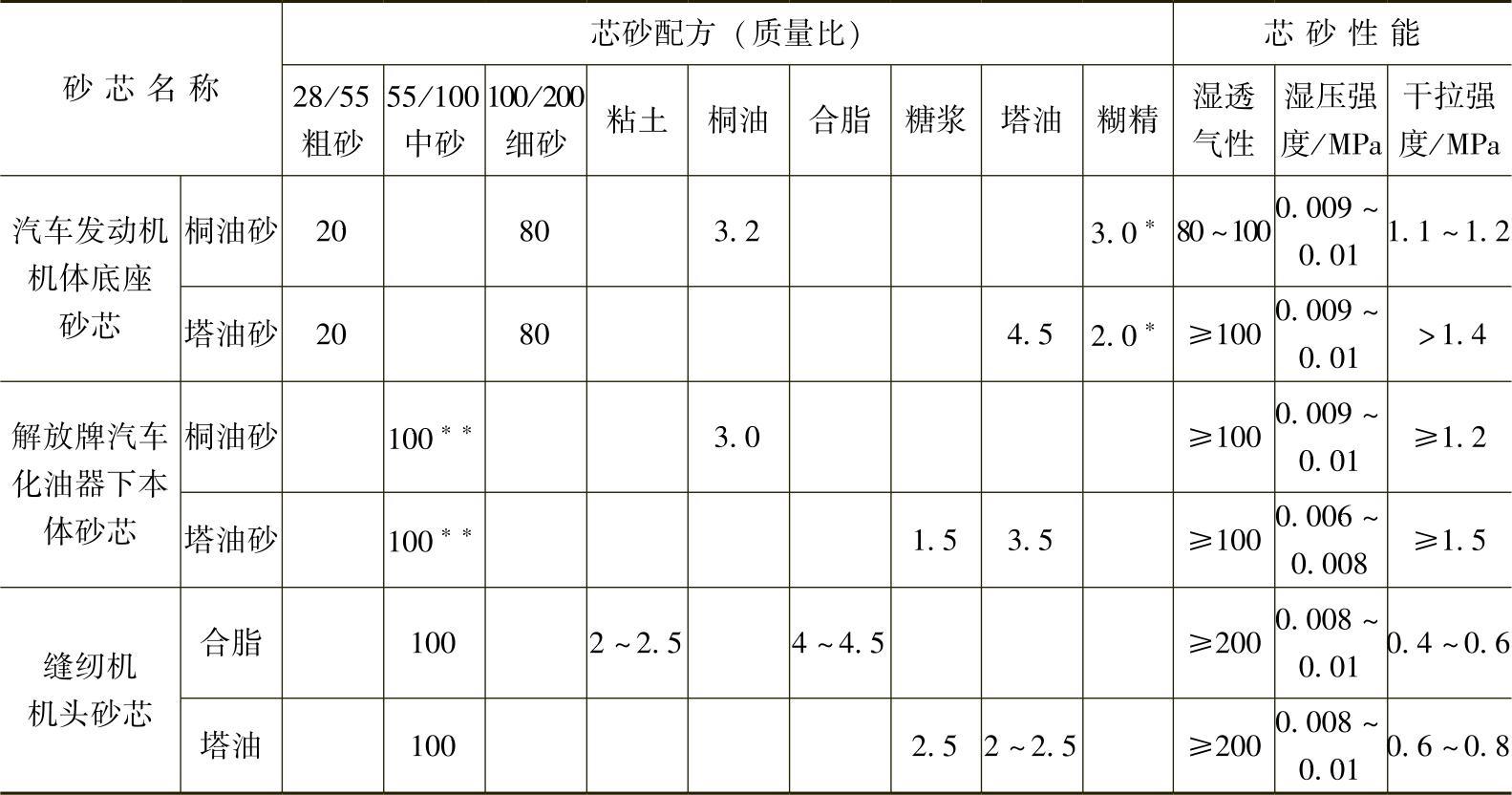
注:1.∗为面粉糊,∗∗为晋江深沪海砂,其他为江田砂。
2.干拉强度值皆根据各厂仪器实测。(https://www.xing528.com)
塔油砂芯具有较好的强度和硬度,芯子能够保持清晰的棱角;其砂芯在浇注过程中,在砂芯和铸件的界面有一层光亮的碳膜,因此铸件内腔表面光洁度好,容易清砂。可以用塔油粘结剂代替桐油、合脂等制作Ⅱ、Ⅲ级或部分Ⅰ级砂芯。塔油砂工艺应注意以下几点:
1)配砂时先加入干料稍经混合,然后加入水溶性有机粘结剂,最后加入塔油。混砂时间不宜过长,辗轮不要压得太紧,轮子与底盘间隙调至轮子能够转动即可。过分的辗压会破坏各种粘结剂均匀和合理的分布,使粘结剂被挤压,积聚在混砂机的底盘上,造成强度的下降。
2)砂芯薄弱部位,如气缸盖砂芯中部细薄处,芯骨(铁丝)可适当加粗或增加一根铁丝,也可在薄弱部刷一些经过稀释的桐油或塔油,以进行“加固”。
3)塔油砂芯的烘干温度要比桐油砂芯高10~20℃,视砂芯大小不同,一些较厚大的芯子保温时间应稍长一些。
4)砂芯尽量烘干、烘透,并在浇注时注意引燃,以使气体充分燃烧,否则芯子会因硬化不足容易断裂,或是在浇注过程中形成碳烟。
5)塔油砂芯虽然强度、硬度较好,但粘结剂薄膜弹性不如桐油油膜,因此芯子稍脆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。