



【摘要】:热芯盒砂典型配比见表5-71。表5-71 热芯盒砂典型配比由于热芯盒砂所用树脂及大部分固化剂均为液体,混砂时只要使固化剂及树脂能均匀地粘附在砂粒上即可,因此各类混砂机均可使用。混制热芯盒树脂砂的工艺实例如下:制芯工艺 热芯盒树脂砂既可用于造型,也可用于制芯,从成本考虑主要还是用于制芯。热芯盒制芯工艺参数见表5-72。
(1)配比及混制 原砂粒度一般采用筛号为50/100的中粗砂,泥分的质量分数在1%以下,粒形最好为圆形或椭圆形,pH值希望为中性或偏酸性,因为热芯盒树脂砂一般为酸固化树脂,原砂为中性或偏酸性有利于树脂砂的固化。
原砂应充分干燥,因为砂中的水分在加热时逸出会破坏树脂膜而影响粘结强度,同时也影响固化速度;砂温最好为15~30℃。
热芯盒砂典型配比见表5-71。
表5-71 热芯盒砂典型配比
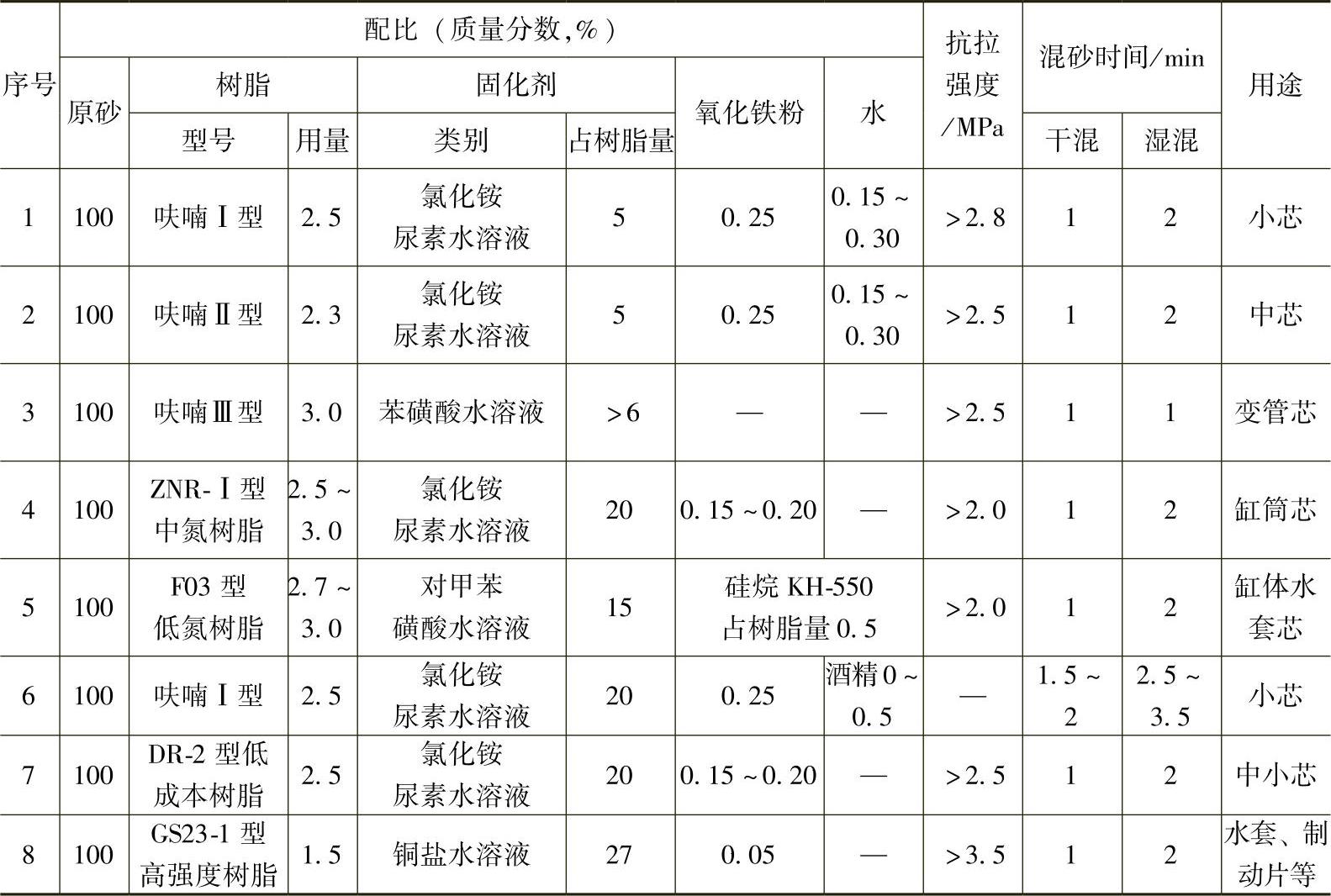
由于热芯盒砂所用树脂及大部分固化剂均为液体,混砂时只要使固化剂及树脂能均匀地粘附在砂粒上即可,因此各类混砂机均可使用。混砂程序一般是先将砂子与干料混匀,再加固化剂混匀,最后加树脂,混匀后卸砂。混制热芯盒树脂砂的工艺实例如下:(https://www.xing528.com)

(2)制芯工艺 热芯盒树脂砂既可用于造型,也可用于制芯,从成本考虑主要还是用于制芯。制芯设备有不同类型,如单工位、双工位、四工位射芯机。可根据砂芯大小及生产需要选用不同的制心设备。热芯盒制芯工艺参数见表5-72。
表5-72 热芯盒制芯工艺参数

由于热芯盒法造芯时要求芯砂在热芯盒内快速硬化成型,因此要求热芯盒砂流动性好,可射制出形状复杂、紧实度均一的砂芯;硬化速度快,硬化温度范围宽,硬化强度高,以提高造芯生产率和使砂芯具有高的尺寸精度;可使用时间长,以利于生产管理和减少废砂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。