



【摘要】:目前,根据取芯机构的特点,可有各种壳芯制造方法。芯盒加热温度一般为250℃。模板或芯盒的加热采用电热或煤气,且为连续加热。为了确保壳芯的质量,除了要保证覆膜砂的质量之外,还必须根据每个砂芯的具体情况来选择合理的芯盒温度、射砂压力及时间、结壳时间、摇摆倒砂时间和硬化时间等制芯工艺参数。K89A翻转式壳芯机适合芯盒尺寸在850mm×900mm×mm范围内垂直分型的覆膜砂壳芯的生产,尤其适用于发动机缸体芯的生产,其主要参数见表5-60。
目前,根据取芯机构的特点,可有各种壳芯制造方法。根据壳芯的复杂程度,有翻转法、垂直落下法、吹砂法和离心法等。
吹砂法可分顶吹法和底吹法两种(见图5-35)。顶吹法吹砂压力为0.1~0.35MPa,吹砂时间为2~6s;底吹法吹砂压力为0.4~0.5MPa,吹砂时间为15~35s。顶吹法可以
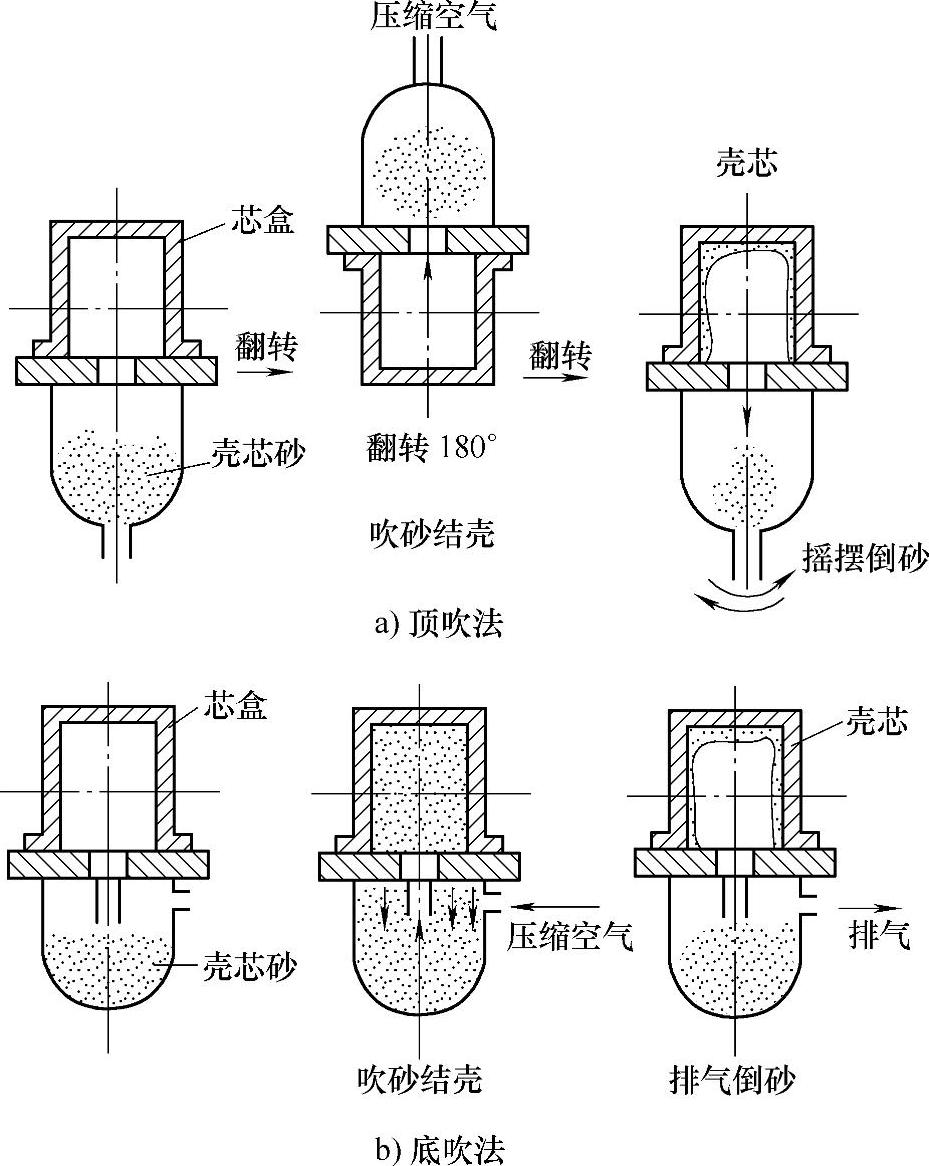
图5-35 顶吹法和底吹法制造壳芯示意图
制造较大型复杂的砂芯;底吹法常用于小砂芯的制造,硬化时间为90s~2min,硬化时间长,壳厚增加,而硬化温度提高,对硬化速率几乎没有影响。芯盒加热温度一般为250℃。模板或芯盒的加热采用电热或煤气,且为连续加热。(https://www.xing528.com)
用覆膜砂制作壳芯通常采用摇摆式壳芯机(如K85、K87、K89等),通过射砂、结壳、排出余砂、固化、起模等环节完成制芯过程。为了确保壳芯的质量,除了要保证覆膜砂的质量之外,还必须根据每个砂芯的具体情况来选择合理的芯盒温度、射砂压力及时间、结壳时间、摇摆倒砂时间和硬化时间等制芯工艺参数。
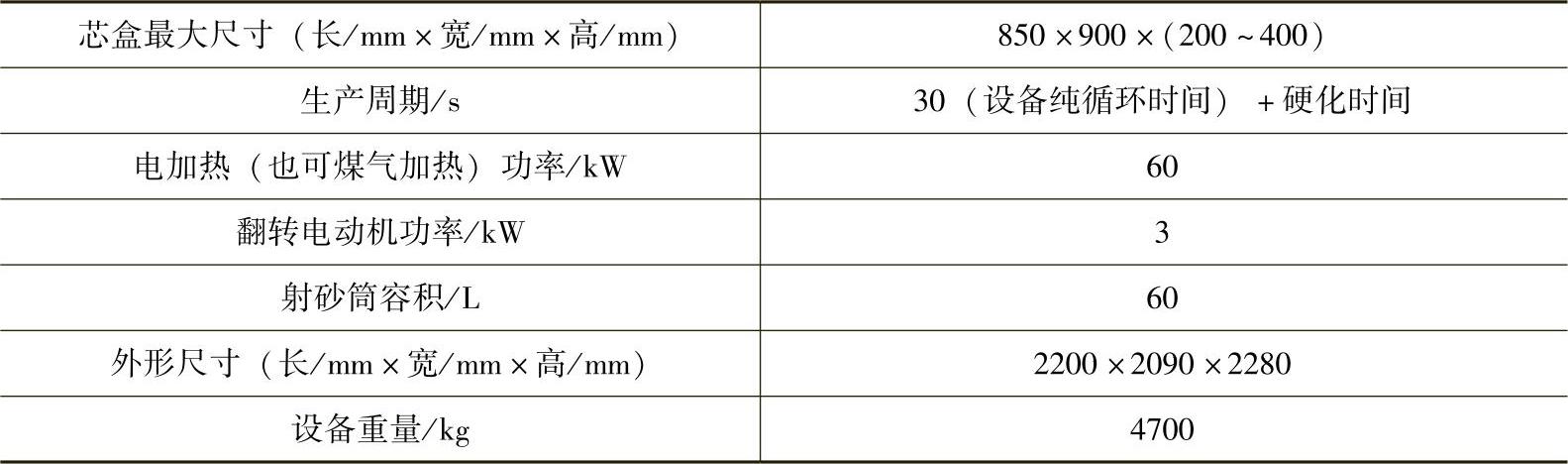
其中,K87型壳芯机由加砂装置、吹砂装置、芯盒开闭机构、翻转结构、顶芯结构和机架等组成。K89A翻转式壳芯机适合芯盒尺寸在850mm×900mm×(200~400)mm范围内垂直分型的覆膜砂壳芯的生产,尤其适用于发动机缸体芯的生产,其主要参数见表5-60。
表5-60 K89A翻转式壳芯机的主要参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。