



由于有机酯自硬水玻璃砂配制工艺简便,型砂工艺性能好,使得生产系统的组成较为简单。一般造型生产线由混砂机、振动台、辊道输送机等组成,需要时再配备翻转起模机和合箱机。
图4-21所示为采用球形混砂机组成的造型生产线。型砂由球形混砂机2混制后,经回转带给料机3送至升降工作台4的砂箱内造型,砂箱填满后推至辊道5上进行硬化,硬化后用起重机起模,并将砂箱运至合箱浇注处进行下芯与合箱。模板经电动平车6转运到辊道7进行清理,并用起重机将空砂箱放上再送至驱动辊道8和电动平车9上,运至升降工作台处继续造型。该生产线的特点是设备结构简单、数量少,用于生产5t以下的铸件。
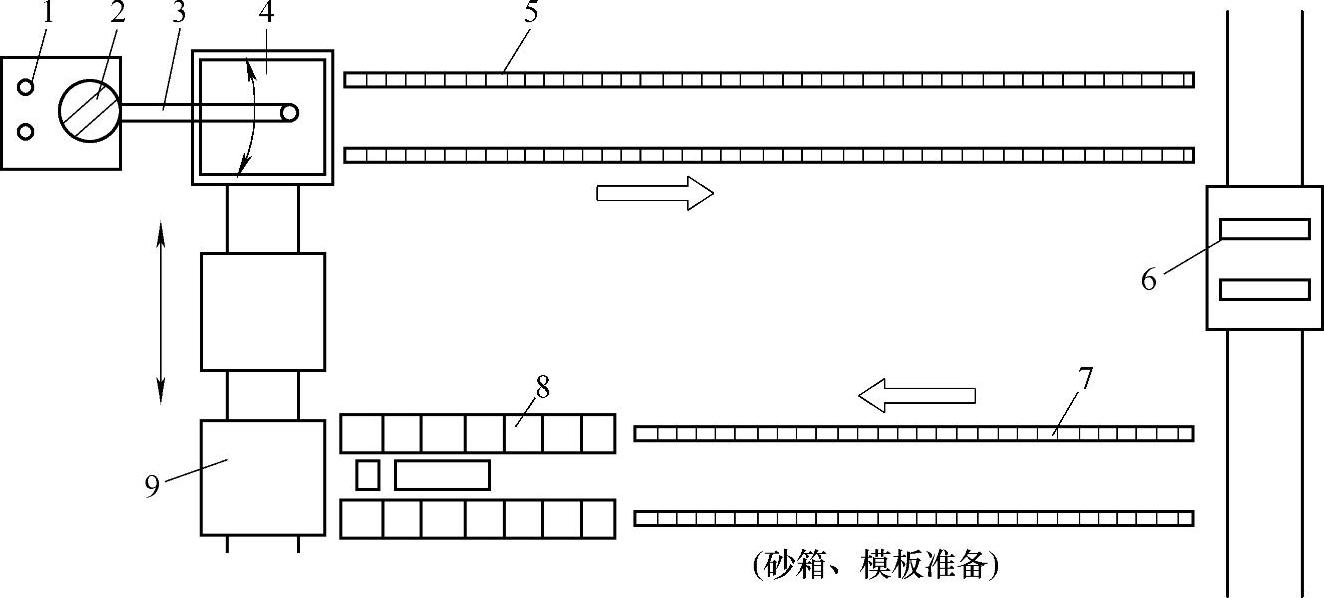
图4-21 采用球形混砂机组成的造型生产线布置图
1—水玻璃和有机酯容器 2—球形混砂机 3—回转带给料机 4—升降工作台 5、7—辊道 6、9—电动平车 8—驱动辊道
图4-22所示为采用连续式混砂机组成的有机酯自硬水玻璃砂造型生产线,它适用
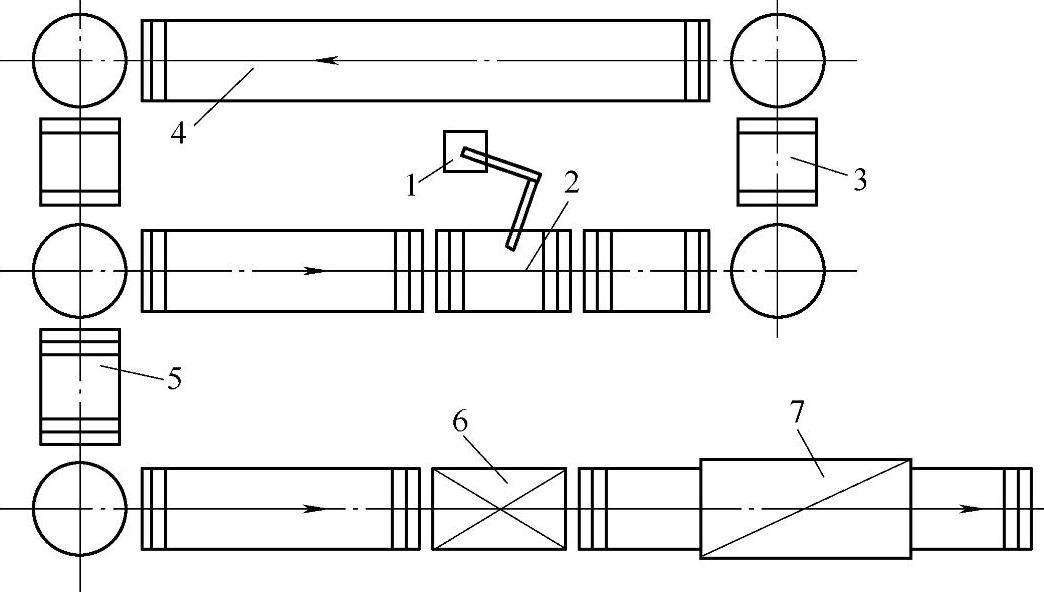
图4-22 采用连续式混砂机组成的有机酯自硬水玻璃砂造型生产线布置图(https://www.xing528.com)
1—连续式混砂机 2—振动紧实台 3—转台 4—辊道 5—翻箱机 6—涂料机 7—烘炉
于中、大型铸件和批量生产的铸件。该生产线以连续式混砂机为主体,配备振动紧实台、翻转起模机及机动或手动辊道组成的机械化程度较高的生产线。现在,类似的生产线已经实现无砂箱造型。
图4-23所示为封闭式有机酯自硬水玻璃砂制芯生产线,它由斗式提升机、连续式混砂机、振动紧实台、辊道、加热罩等组成。原砂由斗式提升机送进砂斗,经连续式混砂机混制的芯砂加入芯盒后振动紧实,紧实刮平后的芯盒在环形辊道上停留5~15min后拆开芯盒,在温度较低的天气(如冬天),可经加热罩加热(以加快砂芯硬化速度)后拆开芯盒。
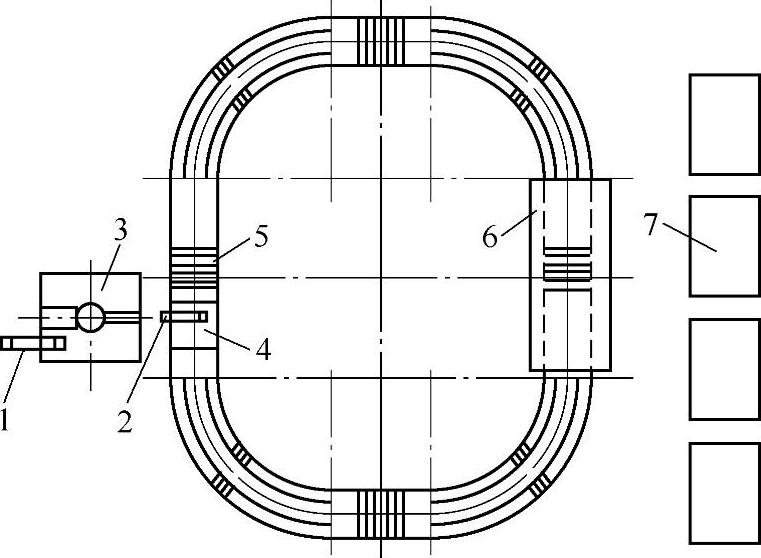
图4-23 封闭式有机酯自硬水玻璃砂制芯生产线布置图
1—斗式提升机 2—连续式混砂机 3—砂斗 4—振动紧实台 5—辊道 6—加热罩 7—砂芯架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。