



(1)VRH法的主要工作原理如图4-14所示,把造好的砂型(芯)连同砂箱或芯盒一起放入真空室5中:启动真空泵9,使真空室达到预定的真空度:关闭阀7及真空泵9,打开CO。的气阀4,使定量的CO。气体充入真空室;关闭阀4使水玻璃粘结剂与CO2气体反应一段时间;开启三通阀7,使真空室与大气连通,完成砂型(芯)的整个硬化过程。该工艺的两个技术关键是:
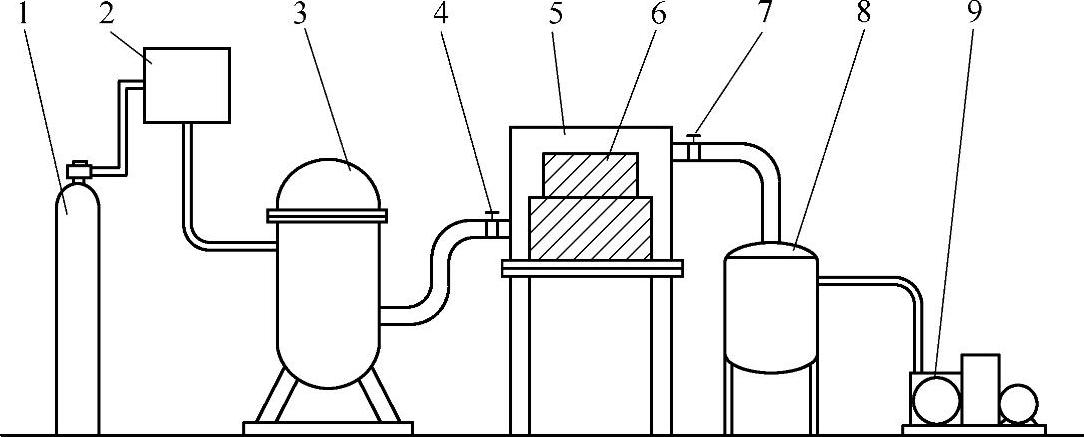
图4-14 VRH法的主要工作原理
1—液体CO2瓶 2—汽化器 3—CO2储气罐 4—阀 5—真空室 6—芯盒 7—三通阀 8—水粉尘分离器 9—真空泵
1)真空室的真空度要达到或接近水的饱和蒸汽压,使砂型(芯)中的水分迅速蒸发,使砂型(芯)的脱水率达到20%~30%(质量分数),甚至达到50%,有利于水玻璃粘结剂的物理硬化。
2)真空使得真空室中砂型(芯)内部砂粒间的空气得以排除,使得CO2气体非常容易地加入砂型(芯)的毛细孔中,与水玻璃进行均匀有效的化学反应,因而得到的水玻璃凝胶胶粒细小,强度高。
(2)VRH法工艺的主要特点(https://www.xing528.com)
1)水玻璃加入量少:当型砂中水玻璃占原砂质量的2.5%~3.5%时,抽真空后吹CO22min后的砂型强度可达1~2MPa,可以立即进行浇注。
2)能显著改善砂型的溃散性:尽管VRH法型砂比树脂砂的溃散性差些,但溃散性及旧砂再生性能比普通CO2吹气硬化水玻璃砂有明显改善,可采用干法再生,再生回收率可达90%以上。
3)能提高铸件质量:VRH法实行先硬化后起模的工序,而且由于水玻璃加入量少,砂型(芯)在高温下变形减小,有利于提高铸件尺寸精度,同时硬化后的砂型(芯)水分含量低,铸件的气孔、针孔等缺陷相应减少。
4)能降低造型材料费用,提高经济效益。
5)缺点是设备投资大,固定尺寸的真空室不能适应过大或过小的砂箱或芯盒。
由于水玻璃加入量减少、CO2消耗量降低、旧砂回用率提高、新砂耗量降低等因素,VRH法与普通CO2硬化水玻璃砂相比,每吨铸件可节约型砂费用15%~20%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。