



【摘要】:CO2的压力、流量和吹CO2的时间对硬化强度的影响见图4-11。若吹CO2时间为10~15s,起模强度达到0.8MPa时,储放后强度仅为0.8MPa左右;若吹CO2时间达20s以上,已明显过吹,砂型储放中强度反而下降。表4-21 试验用型砂配比及吹CO2工艺图4-11 吹CO2工艺参数对水玻璃砂硬化强度的影响注:实线为初强度,虚线为终强度。
传统的吹CO2方法有以下几种:
1)如图4-8所示,在砂型或砂芯上扎一些ϕ6~ϕ10mm的吹气孔,将吹气管插入并吹CO2,硬化后起模。
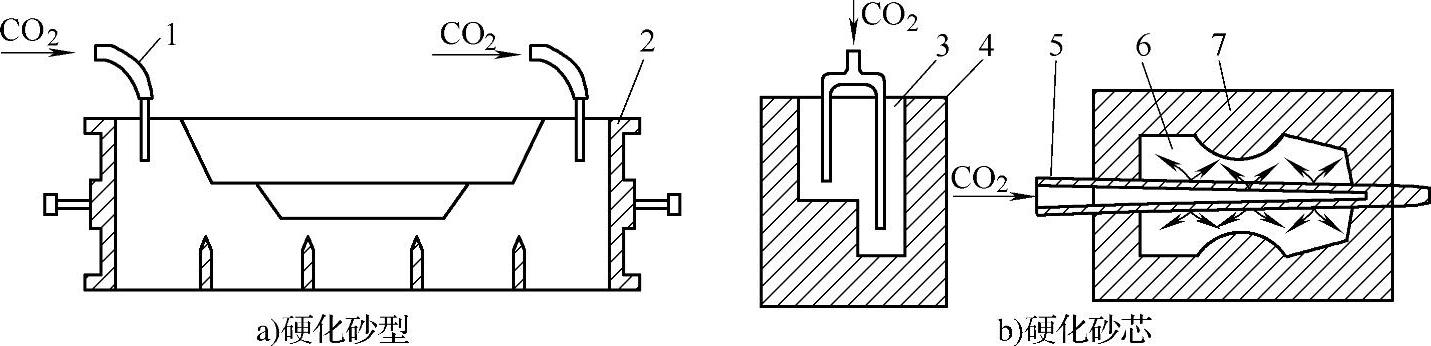
图4-8 插管法吹CO2示意图
1—胶皮管 2—砂箱 3、6—砂芯 4、7—芯盒 5—吹起管
2)在砂型上盖罩吹CO2,如图4-9所示。
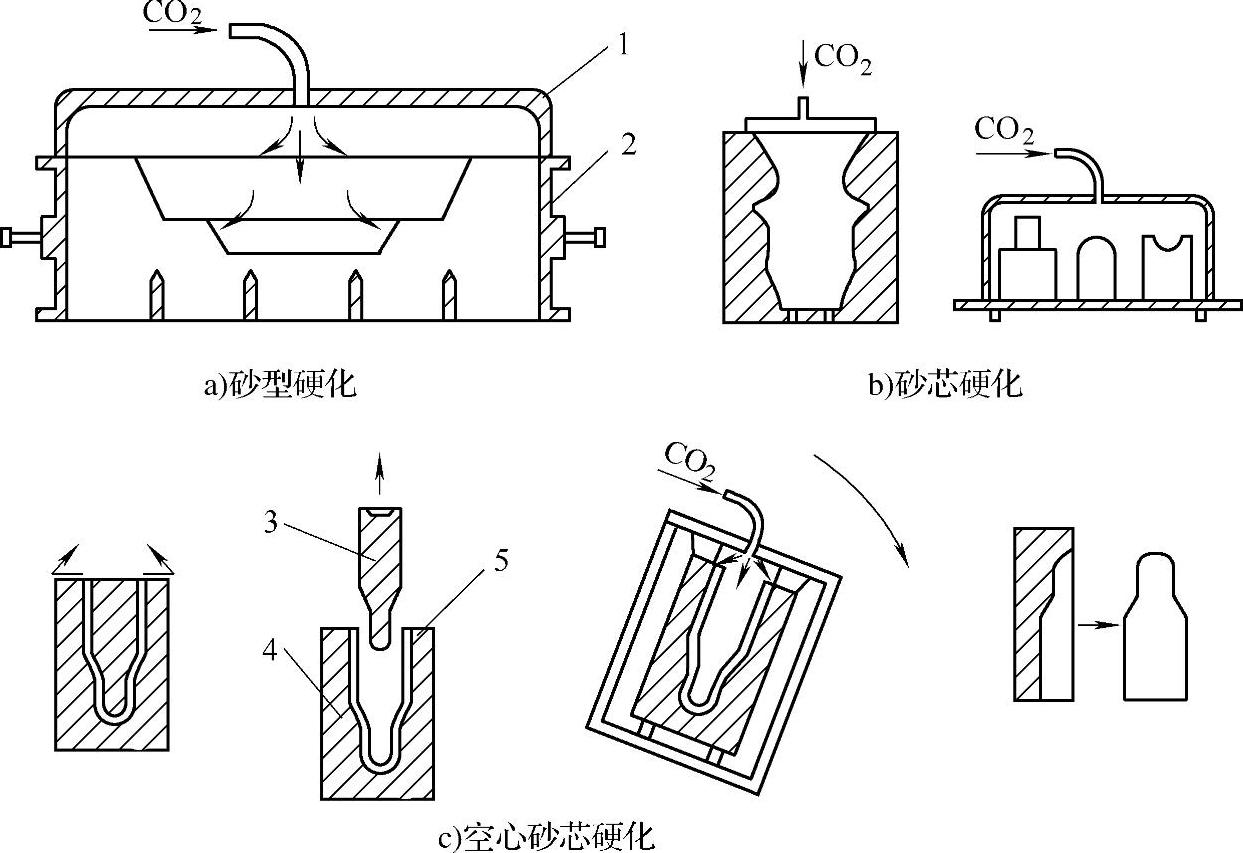
图4-9 盖罩法吹CO2示意图
1—吹气罩 2—砂箱 3—掏空块 4—芯盒 5—砂芯
3)通过模板上的吹气孔吹CO2,如图4-10所示。
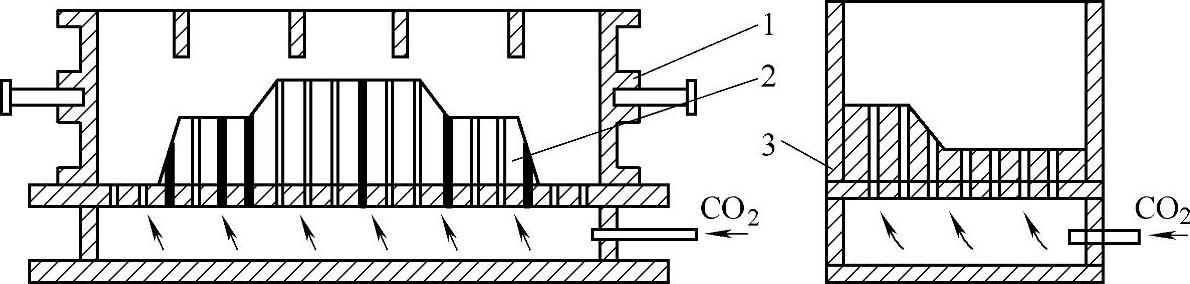
图4-10 通过板上的吹气孔吹CO2硬化示意图
1—砂箱 2—模样 3—芯盒
20世纪末以来,在传统的吹CO2方法基础上又有如下改进:(https://www.xing528.com)
1)CO2预热后再吹入砂型(芯),增加CO2的扩散能力和反应活性,提高硬化效果;
2)将CO2用空气或氮气稀释,改善硬化效果,节省CO2;
3)间断或脉冲吹CO2;
4)定压、定时、定量吹CO2(用于定型产品);
5)用测定水玻璃吹CO2时的电位变化控制吹气时间,能避免欠吹或过吹,减少CO2消耗;
6)VRH法等。
CO2的压力、流量和吹CO2的时间对硬化强度的影响见图4-11(型砂配比及吹CO2工艺见表4-21)。从图4-11可以看到,当初强度达到0.4~0.5MPa时,即应停止吹CO2,砂型在储放中强度明显升高。若吹CO2时间为10~15s,起模强度达到0.8MPa时,储放后强度仅为0.8MPa左右;若吹CO2时间达20s以上,已明显过吹,砂型储放中强度反而下降。
表4-21 试验用型砂配比及吹CO2工艺
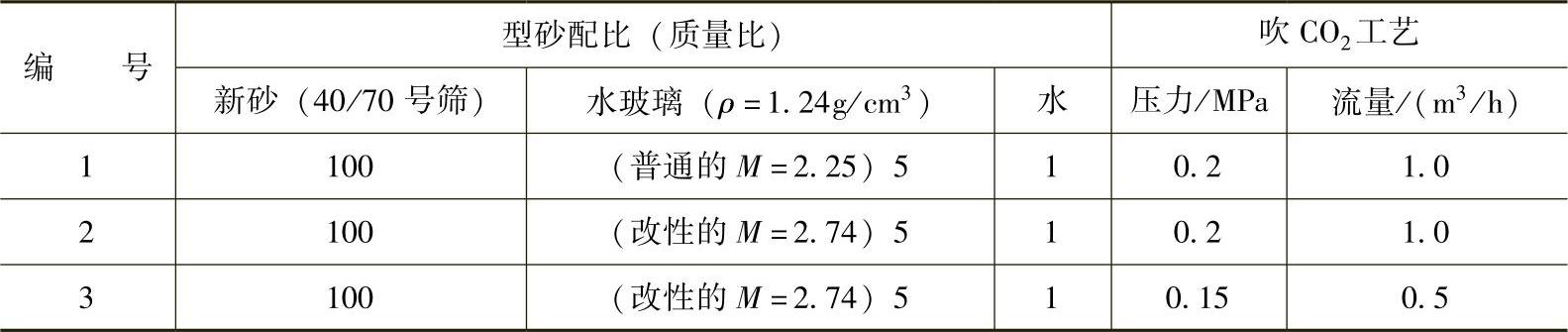
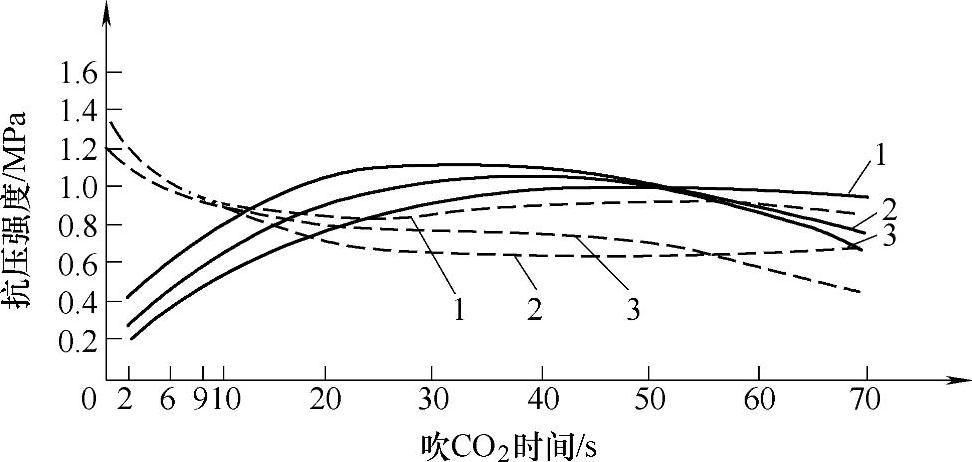
图4-11 吹CO2工艺参数对水玻璃砂硬化强度的影响
注:实线为初强度,虚线为终强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。