



湿型砂一般由新砂、旧砂、膨润土、附加物及适量的水所组成。拟定型砂配比之前,首先必须根据浇注的合金种类、铸件特征和要求、造型方法和工艺及清理方法等因素确定型砂应具有的性能范围及控制目标值,然后根据各种原材料的品种和规格、砂处理方法、设备、砂铁比及各项材料烧损比例等因素拟定型砂配比。
一个新的型砂系统通常在开始使用前,先参考类似工厂中比较成功的型砂系统的经验,再结合本厂的具体情况,初步拟定型砂的技术指标和配比,在实验室进行配砂试验及调整配比,使性能符合指标要求,然后进行小批混制,造型浇注,并且要对型砂的技术指标及配比进行反复修改,直到试验合格才可投入正式生产。也就是说,型砂技术指标和配比要经过长期生产验证才能确定。
各种造型方法的铸铁件、铸钢件用和非铁合金铸件用湿型砂的性能、组分及控制目标分别见表3-25、表3-26和表3-27。表中所列数据除型砂含泥量外,都是从造型机处取样所测得的。值得指出的是,这三个表中的数字不是推荐值和标准值,只是国内外一些铸件品质较好工厂的经验数值,仅供读者参考。
表3-25 铸铁件各种造型方法的用湿型砂的性能、组分及控制目标
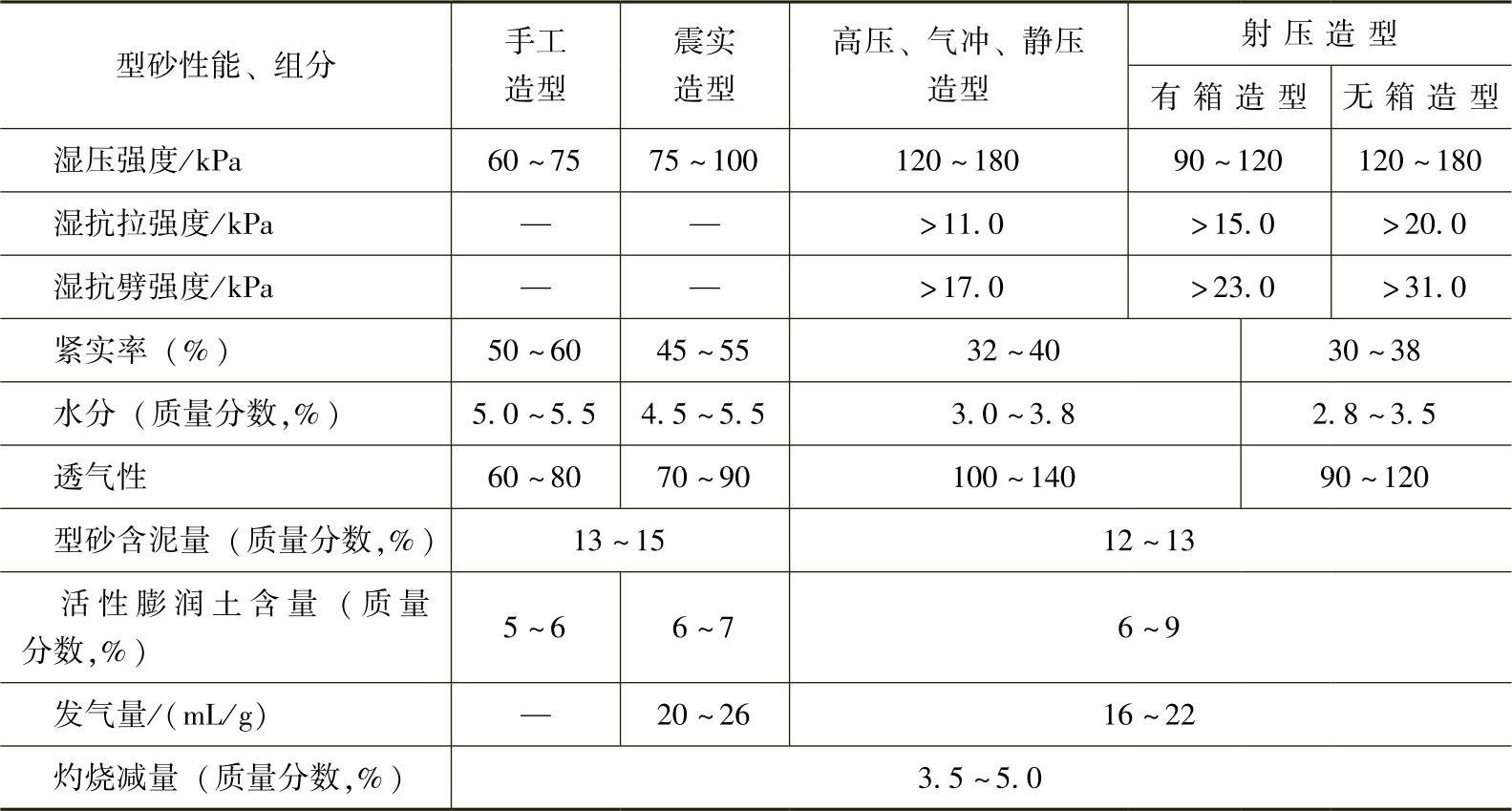
表3-26 铸钢件各种造型方法用湿型砂的性能、组分及控制目标
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
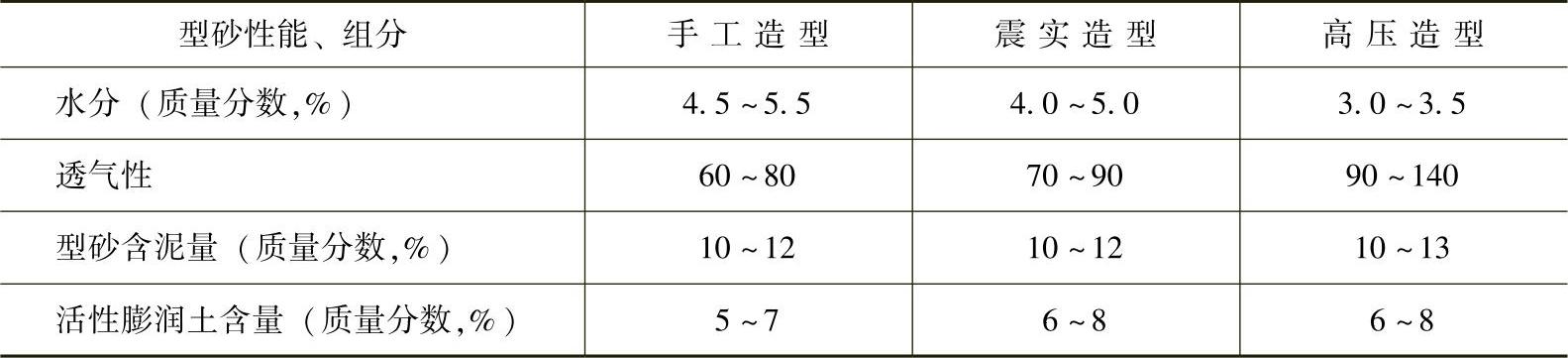
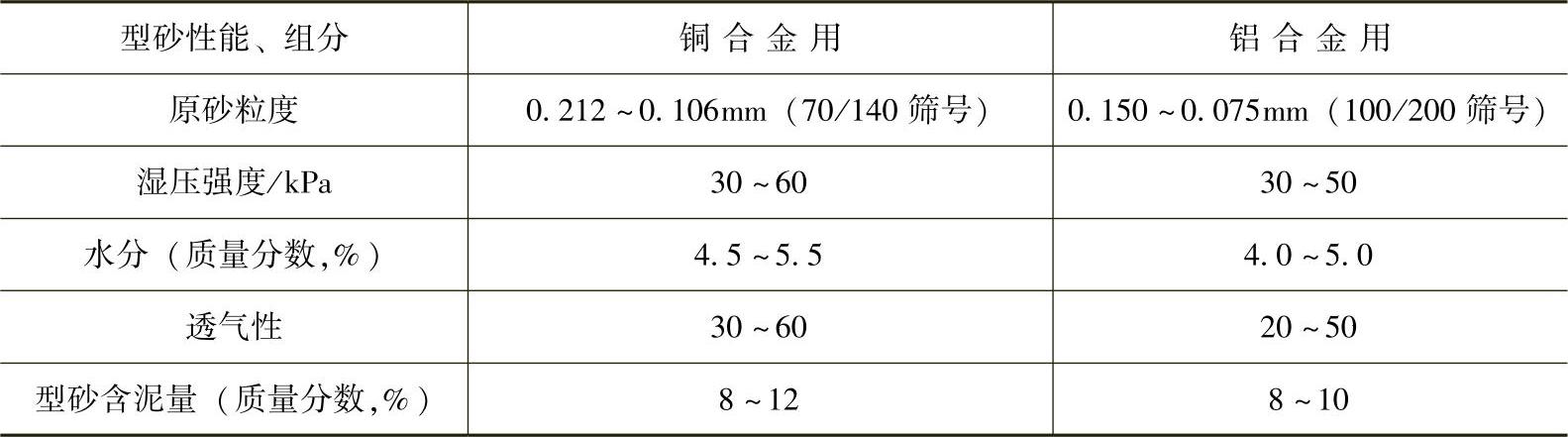
表3-27 非铁合金铸件用湿型砂的性能、组分及控制目标
我国有的工厂受传统观念和试验条件的限制,仅测定型砂的含水量、透气性、湿压强度和紧实率,这是不够的。如果对型砂性能进行更全面的检测,综合分析所测得数值之间的内在联系,就能对型砂质量进行准确评价,找出型砂存在的问题,以及这些问题如何影响铸件的质量,从而可以找出应当采取的补救措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。