



煤粉的主要理化指标如下:
(1)光亮碳 煤在干馏过程中产生的气相产物在高温深度分解过程中,产生热解碳的显微结晶,沉积在灼热的物体上,称为光亮碳。光亮碳含量高的煤粉受热析出的光亮碳层使砂型不被铁液润湿并难以向砂粒孔隙中渗透,从而得到表面光洁的铸件。光亮碳理论目前已被国内外铸造工作者普遍接受。
(2)挥发分JB/T 9222—2008规定煤粉中除水以外的挥发物所占的质量分数即为煤粉的挥发分。煤粉应具有足够多的挥发分,这是在铸型内形成还原性气氛,以及产生光亮碳所必需的。通常认为挥发分不应少于28%,但是也并非越高越好,更重要的是应当具有良好的形成胶质体和分解出光亮碳的能力。长焰煤和气煤的挥发分产率较高,在36%以上,甚至能达到40%。受热分解后形成很多对热不稳定的低沸点液体产物,很快又受热分解成气态产物逸出,胶质体的温度间隔小,滞留时间短,不能有效堵塞砂粒间的孔隙,而且低沸点挥发分不利于产生光亮碳层,所以不适合用做湿型砂的抗粘砂附加物。
(3)焦渣特征 焦渣特征反映煤在干馏过程中软化、熔融形成胶质体,并固化粘结成焦的特性。焦渣特征按GB/T 212—2008划分为8级:
1级:粉状,全部是粉末,没有相互粘着的颗粒。
2级:粘着,用手指轻碰即成粉末或基本上是粉末,其中较大的团块轻轻一碰即成粉末。
3级:弱粘结,用手指轻压即成小块。
4级:不熔融粘结,以手指用力压才裂成小块,焦渣上表面无光泽,下表面稍有银白色光泽。
5级:不膨胀熔融粘结,焦渣形成扁平的块,煤粒的界线不易分清,焦渣上表面有明显银白色金属光泽,下表面银白色光泽更明显。
6级:微膨胀熔融粘结,用手指压不碎,焦渣的上、下表面均有银白色金属光泽,但焦渣表面具有较小的膨胀泡(或小气泡)。(https://www.xing528.com)
7级:膨胀熔融粘结,焦渣上、下表面有银白色金属光泽,明显膨胀,但高度不超过15mm。
8级:强膨胀熔融粘结,焦渣上、下表面有银白色金属光泽,焦渣高度大于15mm。
根据煤粉的防止铸件粘砂的焦炭膜理论和氢气还原理论可知,铸造用煤粉在铁液高温作用下应有较多的胶质体,特别是高沸点液相产物,且胶质体应具膨胀性,以堵塞砂粒间的孔隙,使铁液不易渗入。上述焦渣特征中,6、7、8三级具有膨胀性,其中6、7两级适于铸造。应避免使用强膨胀熔融粘结的8级,以避免将砂粒粘结成大的复合颗粒而影响型砂的复用性。焦渣特征为1~4级的煤粉,即使挥发分较多,由于胶质体量过低,其抗粘砂效果不良。
测定煤粉发气性后,不锈钢舟中残留物的状态与测定煤粉挥发分后瓷舟中的残留物焦渣特征非常相似。因为两者的试验条件都是煤粉在干馏条件下熔融、析气、固化的结果,因此,用发气性测定仪也能够完成焦渣特征的测定。
(4)粒度JB/T 9222—2008《湿型铸造用煤粉》规定煤粉的粒度应95%以上通过0.106mm(140目筛)的筛孔。许多企业按此标准制订企业标准。但欧美各国所用煤粉的粒度比我国粗,而且认为根据铸件的大小和厚薄不同,对粒度应有不同要求。煤粉粒度粗些的优点是对环境污染小,较大铸件的凝固时间长,粗粒煤粉可以保持较长时间发气,而且有助于改善型砂的透气性。浇注时细粒煤粉会立即燃烧掉而不能持久发挥作用。但是煤粉的粒度也不可太粗,否则型砂变脆,修型困难,靠近浇口处易被冲刷,铸件表面粗糙。重要的是不可有大于1mm的颗粒,不然铸件局部表面会出现痘疤缺陷或气孔缺陷。要求铸件表面光洁的小铸件则选用较细的煤粉,原则是煤粉的粒度应比原砂稍细些。高紧实度造型(如挤压造型、多触头高压造型、气冲造型)不可用极细煤粉,以免因透气性下降过多而使铸件产生气孔缺陷。
此外,煤粉中的灰分、水分、硫分,要求其含量越低越好。
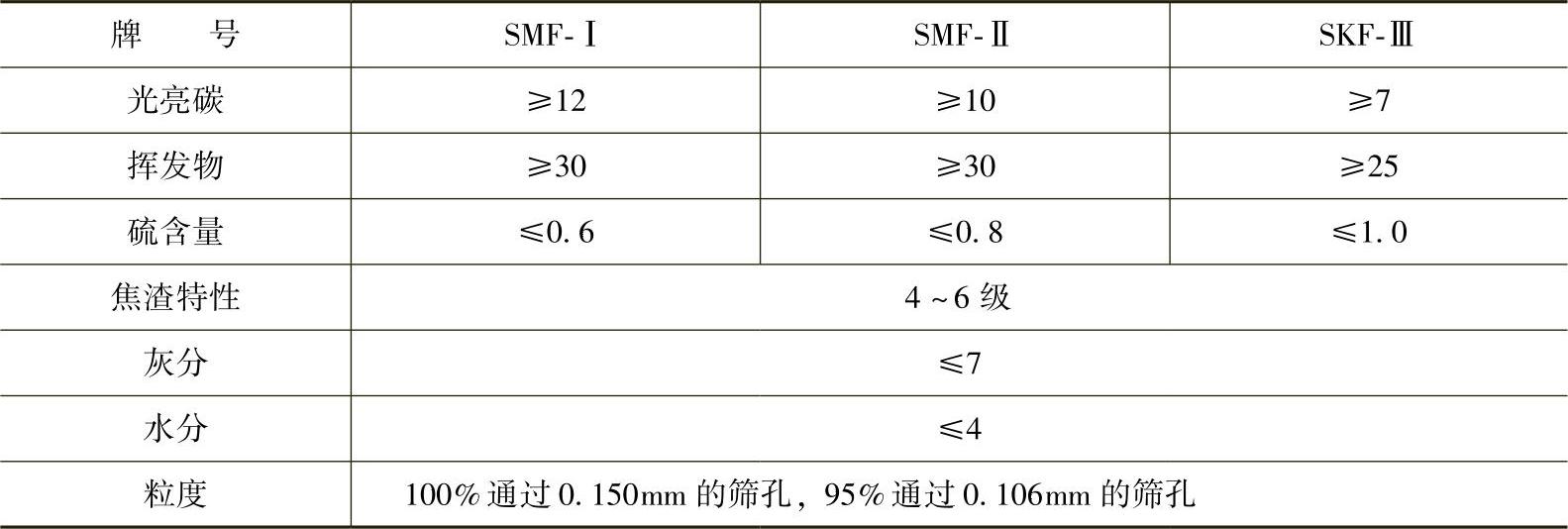
根据JB/T 9222—2008《湿型铸造用煤粉》的规定,湿型用煤粉质量分为3级(见表3-8)。
表3-8 湿型用煤粉的技术指标(质量分数,%)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。