



数控车床加工过程中,当加工余量较大时,重复的走刀可能要有几次,此时采用固定循环可以缩短程序的长度,减少程序的书写与输入量。在传统的数控系统中,由于程序存储器容量有限,减少数控加工程序所占据的存储空间还有更加重要的意义。一般的数控车削系统提供简单的单一形状固定循环和复合固定循环,其中通用的有四类复合固定循环,它们分别是:
1)G71:内(外)径粗车复合固定循环。
2)G72:端面粗车复合固定循环。
3)G73:封闭轮廓复合固定循环。
4)G76:螺纹切削复合固定循环。
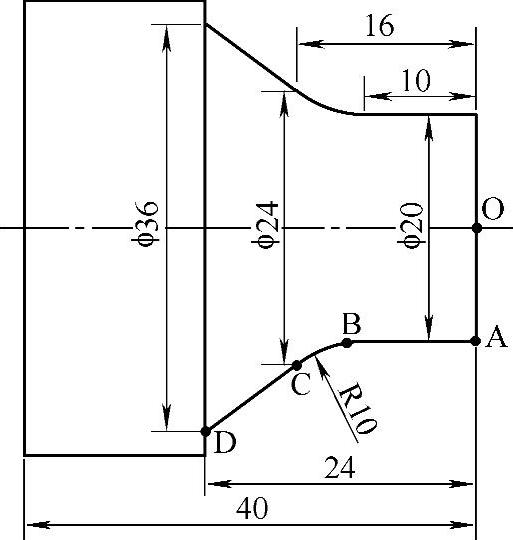
图2-10 车成形面
运用这组复合固定循环指令,只需指定精加工路线和粗加工的背吃刀量,系统会自动计算粗加工路线和走刀次数。
下面以华中数控车床的复合固定循环指令为例进行介绍,不同的系统会有微小的差别。
1.内(外)径粗车复合固定循环G71
当毛坯料要进行粗车外圆或粗车内孔时,选择合适的刀具,可用G71指令进行编程。
格式:G71 U(Δd) R(r) P(ns) Q(nf) X(Δx) Z(Δz) F(f) S(s) T(t);
说明:该指令执行如图2-11所示的粗加工和精加工,其中精加工路径为A→A′→B′→B的轨迹。
其中:
Δd:背吃刀量(每次切削量),指定时不加符号,方向由矢量AA′决定;
r:每次退刀量;
ns:精加工路径第一程序段(即图2-11中的AA′)的顺序号;
nf:精加工路径最后程序段(即图2-11中的B′B)的顺序号;
Δx:X方向精加工余量;
Δz:Z方向精加工余量;
f,s,t:粗加工时,G71中的F、S、T有效;而精加工时,处于ns到nf程序段之间的F、S、T有效。
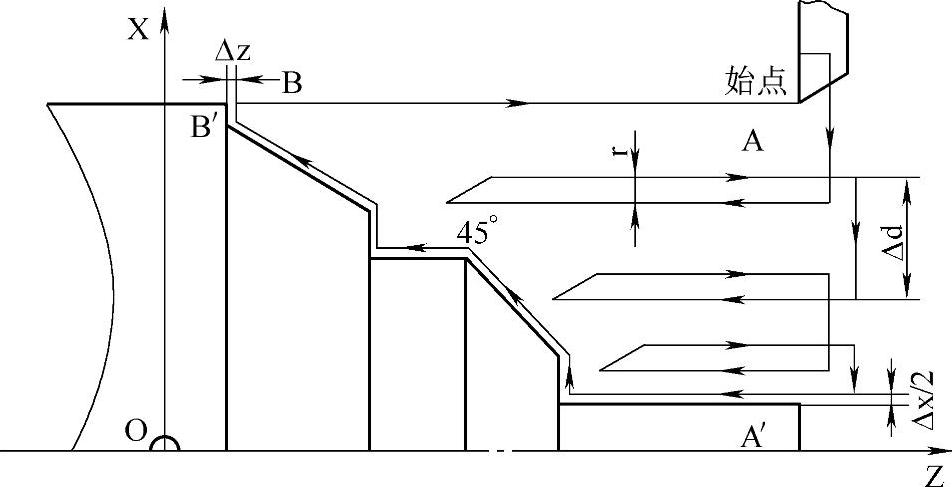
图2-11 内(外)径粗车复合固定循环G71
在G71切削循环下,切削进给方向平行于Z轴(内外径)。
注意:
(1)G71指令必须带有P、Q地址ns、nf,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
(2)ns的程序段必须为G00/G01指令,即从A到A′的动作必须是直线或点定位运动。
(3)在顺序号为ns到顺序号为nf的程序段中,不应包含子程序。
例 用外径粗加工复合固定循环编制如图2-12所示零件的加工程序:要求循环起始点在A(46,3),背吃刀量为1.5mm(半径量)。退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线部分为工件毛坯。
程序如下:
%0010
N10 G54 G00 X80 Z80 (选定坐标系G54,到程序起点位置)
N20 M03 S400 (主轴以400r/min正转)
N30 G01 X46 Z3 F100 (刀具到循环起点位置)
N40 G71 U1.5 R1 P50 Q130 X0.4 Z0.1(粗切量:1.5mm;精切量:X0.4mm Z0.1mm)
N50 G00 X0 (精加工轮廓起始行,到倒角延长线)
N60 G01 X10 Z-2 (精加工C2倒角)
N70 Z-20 (精加工ϕ10外圆)
N80 G02 U10 W-5 R5 (精加工R5圆弧)
N90 G01 W-10 (精加工ϕ20外圆)
N100 G03 U14 W-7 R7 (精加工R7圆弧)
N110 G01 Z-52 (精加工ϕ34外圆)
N120 U10 W-10 (精加工外圆锥)
N130 W-20( 精加工ϕ44外圆,精加工轮廓结束行)
N140 X50 (退出已加工面)
N150 G00 X80 Z80 (返回对刀点)
N160 M05 (主轴停)
N170 M30 (主程序结束并复位)
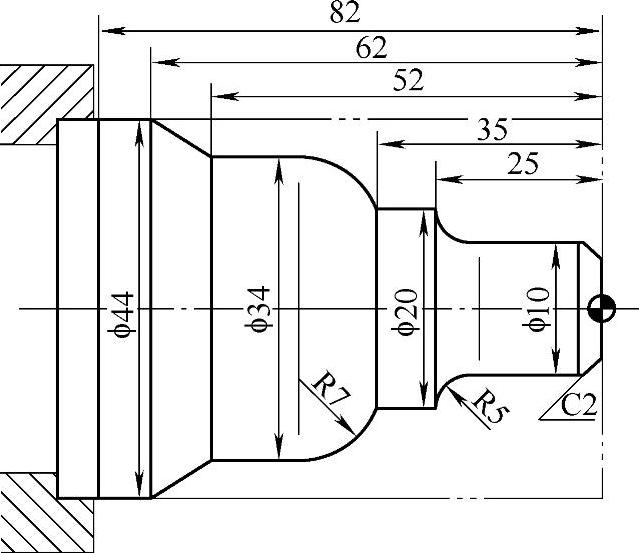
图2-12 G71外径复合固定循环编程实例
2.端面粗车复合固定循环G72
当要求对毛坯进行端面方向的粗车时,选择外圆车刀,可用G72进行编程加工。
格式:G72 W(Δd) R(r) P(ns) Q(nf) X(Δx) Z(Δz) F(f) S(s) T(t);
说明:该循环与G71的区别仅在于切削方向平行于X轴。该指令执行如图2-13所示的粗加工和精加工,其中精加工路径为A→A′→B′→B的轨迹。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-13 端面粗车复合固定循环G72
其中:
Δd:背吃刀量(每次切削量),指定时不加符号,方向由矢量AA′决定;
r:每次退刀量;
ns:精加工路径第一程序段(即图2-13中的AA′)的顺序号;
nf:精加工路径最后程序段(即图2-13中的B′B)的顺序号;
Δx:X方向精加工余量;
Δz:Z方向精加工余量;
f、s、t:粗加工时,G71中编程的F、S、T有效;而精加工时,处于ns到nf程序段之间的F、S、T有效。
在G72切削循环下,切削进给方向平行于X轴。
注意:
1)G72指令必须带有P、Q地址,否则不能进行该循环加工。
2)在ns的程序段中应包含G00/G01指令,进行由A到A′的动作,且该程序段中不应编有X向移动指令。
3)在顺序号为ns到顺序号为nf的程序段中,可以有G02/G03指令,但不应包含子程序。
3.封闭轮廓复合固定循环G73
格式:G73 U(ΔI) W(ΔK) R(r) P(ns) Q(nf) X(Δx) Z(Δz) F(f) S(s) T(t)
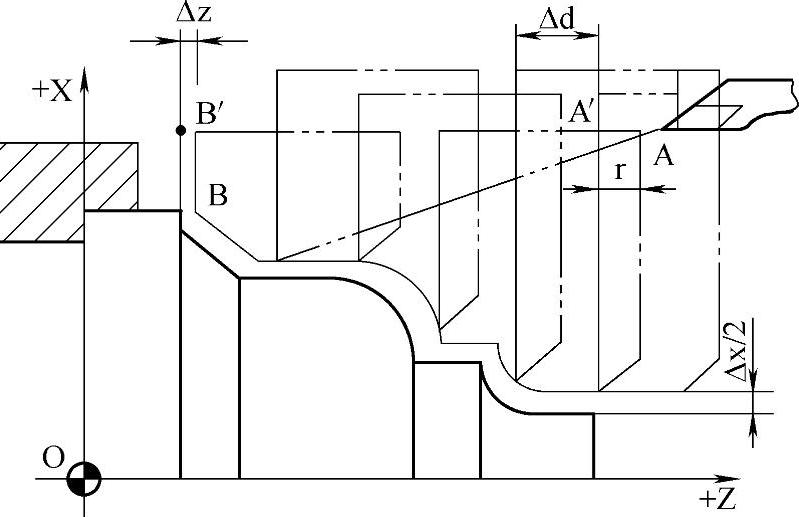
说明:该功能在切削工件时,刀具轨迹为如图2-14所示的封闭回路,刀具逐渐进给,使封闭切削回路逐渐向零件最终形状靠近,最终切削成工件的形状,其精加工路径为A→A′→B′→B。
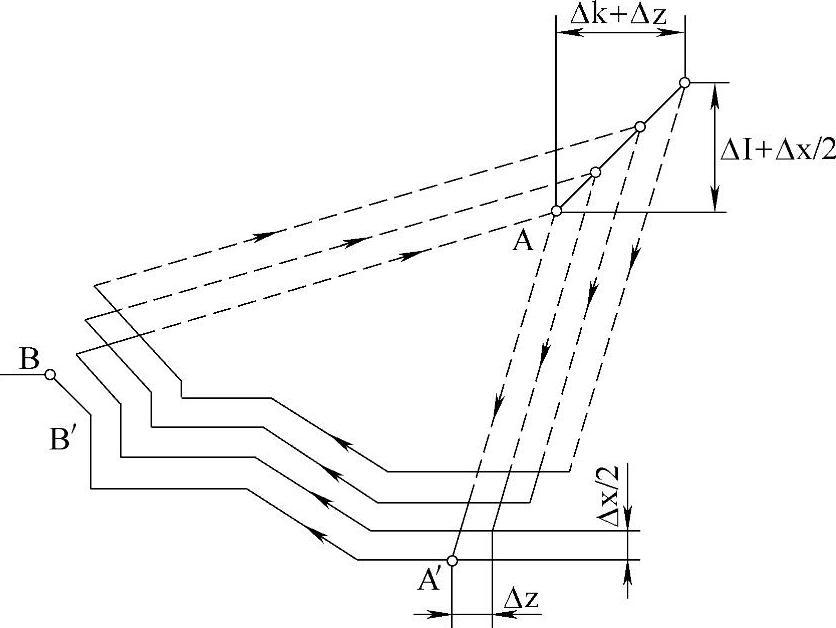
图2-14 封闭轮廓复合固定循环G73
这种指令能对铸造、锻造等粗加工中已初步成形的工件进行高效率切削。
其中:
ΔI:X轴方向的粗加工总余量;
Δk:Z轴方向的粗加工总余量;
r:粗切削次数;
ns:精加工路径第一程序段(即图2-14中的AA′)的顺序号;
nf:精加工路径最后程序段(即图2-14中的B′B)的顺序号;
Δx:X方向精加工余量;
Δz:Z方向精加工余量;
f、s、t:粗加工时,G71中的F、S、T有效;而精加工时,处于ns到nf程序段之间的F、S、T有效。
注意:ΔI和ΔK表示粗加工时总的切削量,粗加工次数为r,则每次X、Z方向的切削量为ΔI/r、ΔK/r;按G73段中的P和Q指令值实现循环加工,要注意Δx和Δz及ΔI和ΔK的正负号。
4.螺纹切削复合固定循环G76
格式:G76 C(c) R(r) E(e) A(a) X(x) Z(z) I(i) K(k) U(d) V(Δdmin) Q(Δd) P(p) F(L);
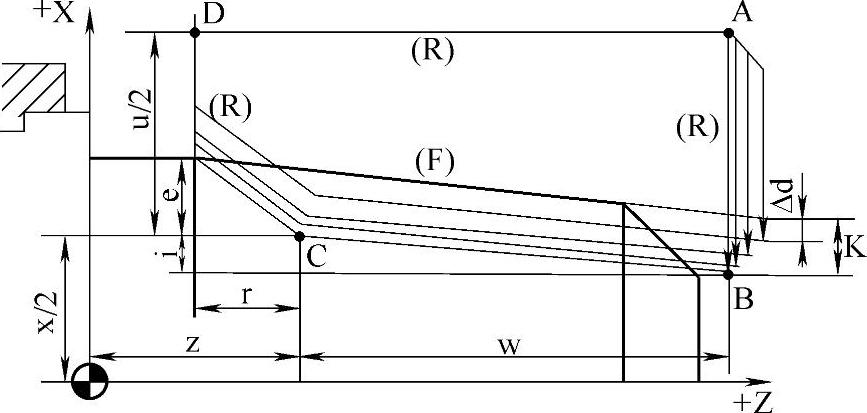
图2-15 螺纹切削复合固定循环G76
说明:螺纹切削复合固定循环G76执行如图2-15所示的加工轨迹。其单边切削及参数如图2-16所示。
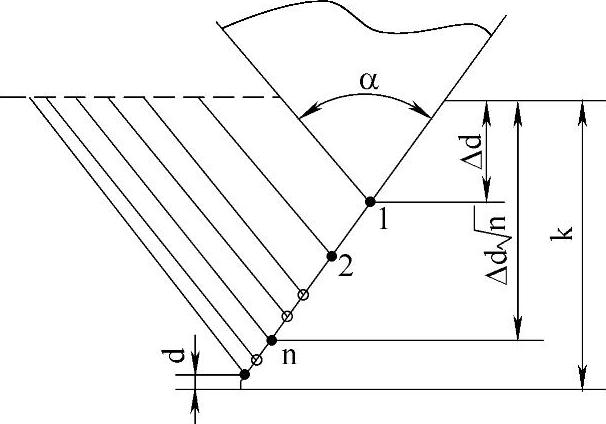
图2-16 螺纹切削复合固定循环单边切削及参数
其中:
c:精整次数(1~99),为模态值;
r:螺纹Z向退尾长度(00~99),为模态值;
e:螺纹X向退尾长度(00~99),为模态值;
α:刀尖角度(两位数字),为模态值;在80°、60°、55°、30°、29°和0°六个角度中选一个;
x、z:绝对值编程时,为有效螺纹终点C的坐标;增量值编程时,为有效螺纹终点C相对于循环起点A的有向距离;(用G91指令定义为增量编程,使用后用G90定义为绝对编程。)
i:螺纹两端的半径差;如I=0,为直螺纹(圆柱螺纹)切削方式;
k:螺纹高度;该值由X轴方向上的半径值指定;
Δdmin:最小背吃刀量(半径值);当第n次背吃刀量(Δd -Δd
-Δd )小于Δdmin时,则背吃刀量设定为Δdmin;
)小于Δdmin时,则背吃刀量设定为Δdmin;
d:精加工余量(半径值);
Δd:第一次背吃刀量(半径值);
p:主轴基准脉冲处距离切削起始点的主轴转角;
L:螺纹导程(同G32)。
注意:
(1)按G76段中的X(x)和Z(z)指令实现循环加工,增量编程时,要注意u和w的正负号(由刀具轨迹AC和CD段的方向决定)。
(2)G76循环进行单边切削,减小了刀尖的受力。第一次切削时的背吃刀量为Δd,第n次的切削总深度为Δd ,每次循环的背吃刀量为Δd(
,每次循环的背吃刀量为Δd( 1)
1)
图2-15中,C到D点的切削速度由F代码指定,而其他轨迹均为快速进给。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。