



数控车床加工的常规内容包括车端面、外圆、成形面等,当然割槽(割断)和加工螺纹也经常被使用。
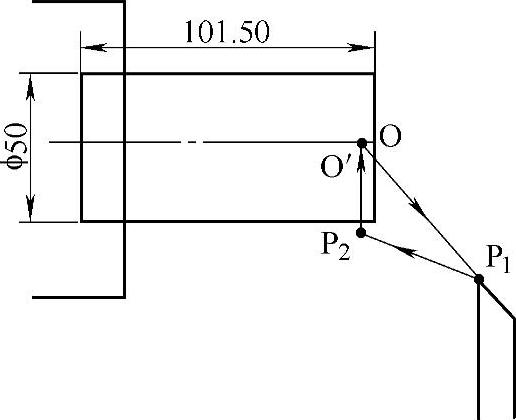
图2-8 车端面
1.车端面
如图2-8所示,毛坯的尺寸为ϕ50×101.50,现要将轴长加工到100,O点为程序原点,走刀轨迹为从P1(刀具当前点或叫刀具当前位置,坐标值(X100,Z40))工进或快进到P2(下刀点,坐标值(X55,Z-1.5)),然后工进切削至O′,最后刀具沿O′P1退出,完整的加工程序如下:
O0001 程序名
%0001 程序头
G92 X100 Z40 设O为程序原点。用G92时,刀具必须从P1(100,40)开始执行
M03 S800 设定主轴转速800r/min
G95 F0.2 设定进给量0.2mm/r
G00 X55 Z-1.5 快进至下刀点P2(注意:这里是指直径编程,以下未注明的均是指直径编程)
G01 X0 端面加工
G00 X100 Z40退刀
M05 主轴停止旋转
M02 程序结束
如果需要,可在刀具移动到下刀点后启动切削液指令。
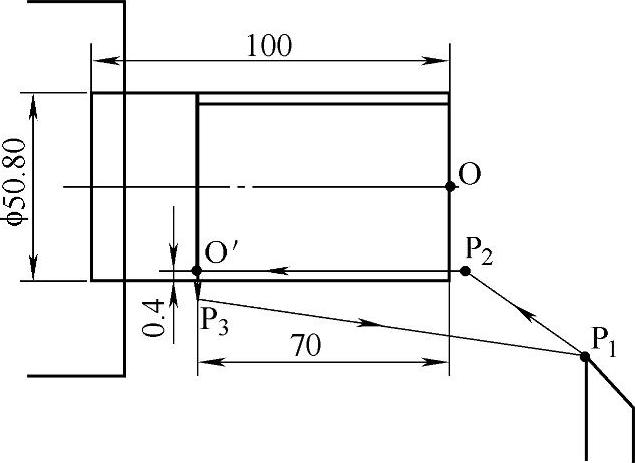
图2-9 车外圆
2.车外圆(https://www.xing528.com)
如图2-9所示,毛坯的尺寸为ϕ50.8×100,现要将轴加工到ϕ50×70,O点为程序原点,走刀轨迹为从P1(100,40)快进到P2(50,2),然后工进切削至O′(50,-70),加工完成后刀具沿O′P3退出工件,最后刀具沿P3P1快速退回到安全位置(起刀点)。主要加工程序如下:
……
G00 X50 Z2 快进至下刀点P2
G01 Z-70 F0.2 外圆加工,至O′
X52 退刀,至P3
G00 X100 Z40 退回起刀点
……
3.车成形面
如图2-10所示,假设毛坯已经过粗加工,现要加工ABCD成形面,O点为程序原点,其加工程序如下:
……
G01 X20 Z2 至下刀点,接近A点
Z-10 切削外圆至B点
G02 X24 Z-16 R10 加工圆弧R10至C点
G01 X36 Z-24 加工锥度至D点
……
这里,加工圆弧R10也可以用I、K来编程,程序可以写成:
G02 X24 Z-16 I20 K0,其中(I20,K0)为圆心相对于圆弧起点的增量坐标值。因为是直径编程,所以这里的R10要写成I20。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。