



不同的数控系统和相同的数控系统的不同型号,其代码的含义和零件加工程序的组成形式会有所不同,但其基本程序格式是差不多的。
1.数控程序的组成结构
一个完整的数控加工程序由程序头、程序体和程序结束三部分组成。下面是一个数控加工程序的实例。
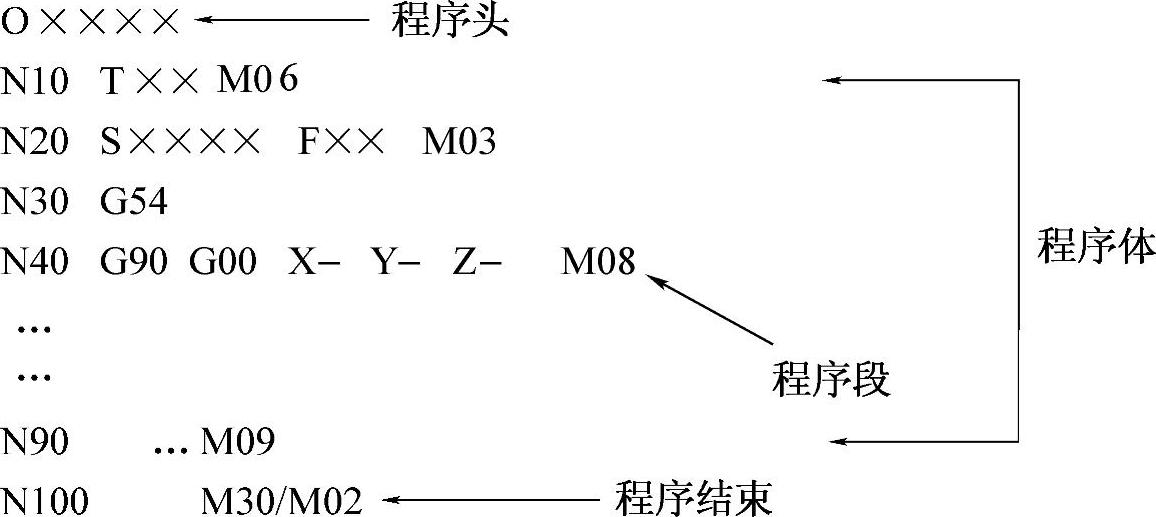
程序头是一个程序必需的标识符,它由地址符后带若干位数字组成,如上文的O××××。地址符常见的有:“%”、“O”、“P”等,视具体数控系统而定。如国产华中I型系统用“%”,日本FANUC系统用“O”。程序头地址符后面所带的数字一般为不全为0的4~8位数字,如:%2000。
程序体表示数控加工要完成的全部动作,是整个程序的核心,如上文中从N10到N90之间的内容。程序体由许多程序段组成,每个程序段由一个或多个指令构成。程序段中指令的排列顺序和书写规则,不同的数控系统往往有不同的程序段格式。目前广泛采用地址符可变程序段格式(字地址程序段格式)。地址符可变程序段格式的特点是程序段中的每个指令均以字母(地址符)开始,其后再跟数字或无符号的数字,指令字在程序段中的顺序没有严格的规定,即可以任意顺序的书写;上段相同的模态指令(包括G、M、F、S及尺寸指令等)可以省略不写。
程序结束以程序结束指令M02或M30结束整个程序的运行。
2.数控程序段格式
如图2-1所示是一数控程序段的常见格式。它由一个一个指令字组成,一个指令字是由地址符(指令字符)和带符号(如定义尺寸)的字或不带符号(如准备功能字G代码)的数字数据组成的。指令字地址符的含义见表2-1。
(1)程序段号指令由地址符N后带若干数字组成 如:N10表示该程序段号为10,程序段号习惯上按顺序间隔递增。
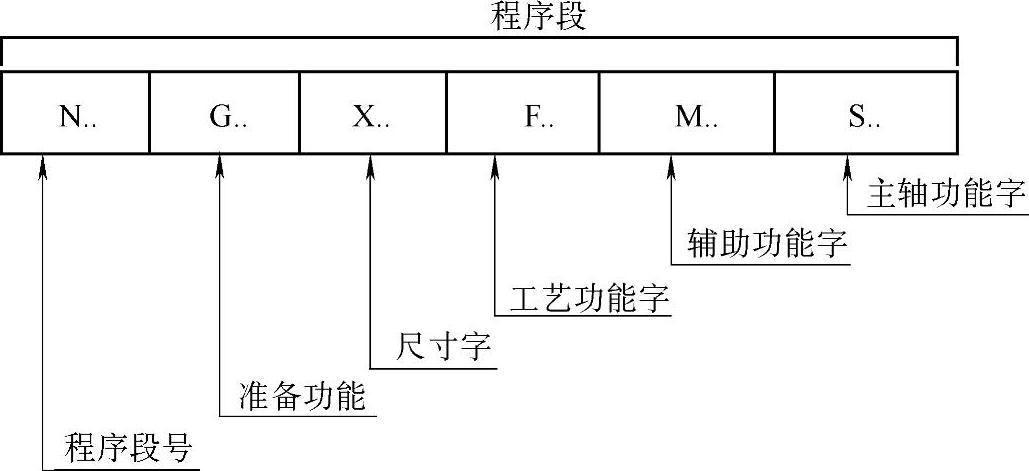
图2-1 数控程序段格式(https://www.xing528.com)
表2-1 指令字中地址符英文字母含义表

(2)准备功能G代码 规定机床运动线型、坐标系、刀具补偿、暂停等操作。由G后带两位数字组成,共有100种(G00~G99)。有模态(续效)指令与非模态指令之分。例如:G01、G03、G41、G91、G04、G18、G54等。
(3)辅助功能M代码 控制机床及其辅助装置的通断的指令。如开、停冷却泵;主轴正反转、停转;程序结束等。其组成为M后带两位数字,共有100种(M00~M99)。有模态指令与非模态指令之分。例如:M02、M03、M08等。
(4)尺寸指令 指定刀具沿坐标轴移动的方向和目标位置的指令。X、Y、Z、U、V、W指令指定沿直线坐标轴移动方向和目标位置指令。由地址符后加带符号的数字组成。如X100、Y-340等,其中数字表示沿由字母指定的坐标轴运动的目标位置值,符号表示运动的方向。单位:mm、μm(米制)或in(英制)。视用户选定的编程单位而定。
(5)FST功能代码
1)F:进给速度,单位:mm/min、mm/r。
2)S:主轴转速,单位:r/min。
3)T、D指令:指定刀具号和刀具长度、半径存放寄存器号指令。T、D后跟两位数字,如T11、D02等。其中数字分别表示存放在刀库中的刀具号和刀具长度、半径补偿寄存器号。
(6)程序段结束指令 每一个程序段都应有结束符,它是数控系统编译程序的标志。常用的有:“∗”、“;”、“LF”、“NL”、“CR”等,视具体数控系统而定。
(7)模态代码 代码一经定义,其功能一直保持有效,直到被相应的代码取消或被同组的代码所取代。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。