



数控机床主轴系统的作用就是产生不同的主轴切削速度以满足不同加工条件的要求。
数控车床的主轴系统为切削加工提供主运动,即主轴是数控车床上带动工件旋转,产生切削运动的运动轴,它是数控车床上单轴功率消耗最大的运动轴。全功能数控车床的主轴系统一般采用直流或交流无级调速电动机,通过同步齿形带传动,带动主轴旋转,实现自动无级调速及恒线速度控制。
1.主轴驱动的要求
主轴的转速范围、最高转速、主轴功率及驱动特性,决定了一台数控车床的加工工艺能力与切削加工效率。主轴部件的传动性能、动静态刚度等直接影响零件的加工质量。数控车床对主轴驱动的要求非常高。
(1)调速范围宽 应使主轴转速具有足够大的调整范围。调速范围是指最高转速与最低转速之比,在主运动系统中调速范围有恒扭矩、恒功率调速范围之分。在基本转速(额定转速)以下是恒转速调速范围,通过调整电枢电压来实现;在基本转速以上是恒功率调速,通过调磁调速。现在恒功率调速范围尽可能大,以便在尽可能低的速度下,利用其全功率(低速时,往往由于电流的限制,只能进行恒扭矩调速)。因为加工一些难加工材料所需求的转速范围相差很大,例如钛需要低速加工,而铝合金材料却需要高速加工,而采用齿轮变速箱扩大变速范围的方法已不能满足要求。
无级变速是数控机床主轴的重要特点之一。常规的数控机床的主轴调速比在1∶100左右。
(2)动力功率高 由于对高效率的要求日益增长,加之刀具材料和技术的进步,大多数CNC机床均要求有足够高的输出功率或输出转矩来满足高速强力切削,并在整个调速范围内都能提供切削所需要的功率或转矩。一般CNC机床的主轴驱动功率在3.7~250kW之间。
(3)动态响应好 为提高加工效率和加工质量,要求主轴能方便地进行正、反转变换,且调速时运行平稳。
(4)精度高 主轴部件要求具有足够的刚度和抗振性能。数控机床的主轴大多由专门的驱动单元(变频器)来控制,与传统的机床相比,它没有复杂的齿轮变速箱,短的传动链便于保证主轴的回转精度。
(5)控制功能多样化 数控车床车螺纹时,要求有同步控制功能,这主要由配置在主轴电动机上的编码器来完成。
在数控车床上加工大直径工件端面时,为保证加工表面的表面粗糙度,要求主轴转速随切削端面的直径变小而变快,这可通过恒线速度的功能来达到。
2.主轴驱动方式
随着技术与市场的发展,数控机床的主轴驱动方式也经历了不同的发展过程,常见的配置方式有:
(1)普通电动机+机械变速系统 该配置方式是一种传统的配置方式,它能够满足各种切削运动转矩输出的要求,但变速范围不大。由于是有级变速,使切削速度的选择受到限制,而且该配置的结构较复杂,所以现在仅有少数经济型数控机床采用该配置,其他已很少采用。
(2)变频器+交流电动机+1~2级机械变速 如图1-12所示,该种驱动方式特点是:
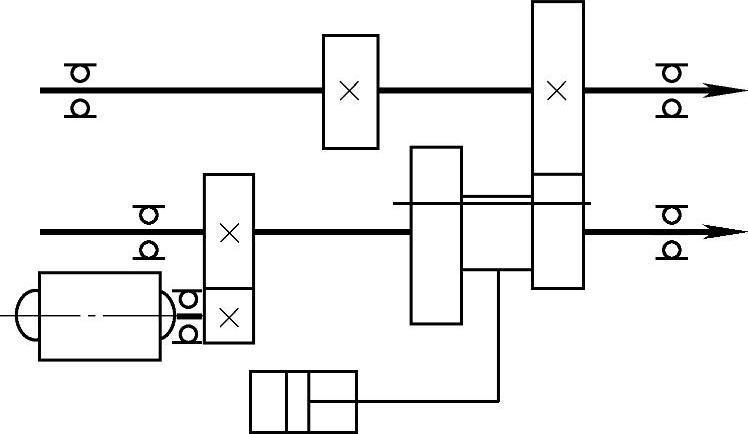
图1-12 变频器+交流电动机+1~2级机械变速
1)变频电动机经一对齿轮变速后,再通过二联滑移齿轮传动主轴,使主轴获得高速段和低速段转速。
2)能够满足各种切削运动的转矩输出,且具有大范围的速度变化能力。
3)结构简单、安装调试方便,且在传动上能满足转速与转矩的输出要求。
4)调速范围及动力特性相对于交、直流主轴电动机系统而言要差一些。
5)主要用于经济型或中低档数控机床上。
(3)交、直流主轴电动机 如图1-13所示,该种驱动方式特点是:(https://www.xing528.com)
1)电动机经同步齿形带传动主轴。
2)电动机是性能更好的交、直流主轴电动机,变速范围宽,最高转速可达8000r/min。
3)在传动上能基本满足目前大多数数控机床的要求,易于实现丰富的控制功能。
4)结构简单、安装调试方便,可满足现在中高档数控机床的控制要求。
5)对于越来越高的速度的需求,该配置方式已难以满足。
(4)电主轴 这种主轴由三个基本部分组成:空心轴转子、带绕组的定子、速度检测元件。空心轴转子既是电动机的转子,也是主轴,中间是空心的,用于装夹刀具或工件。带绕组的定子与其他电动机相似。这种电动机构成了较简单的主运动部件。电主轴不仅可以使转速提高(每分钟数万转),而且可使主轴部件结构紧凑、重量轻、惯量小,可提高启动、停止的响应特性,利于控制振动和噪声。它的出现大大简化了主运动系统结构,实现了所谓的“零传动”,因而使传动精度大大提高。由于它具有上述特点,在高速数控机床上大量采用。
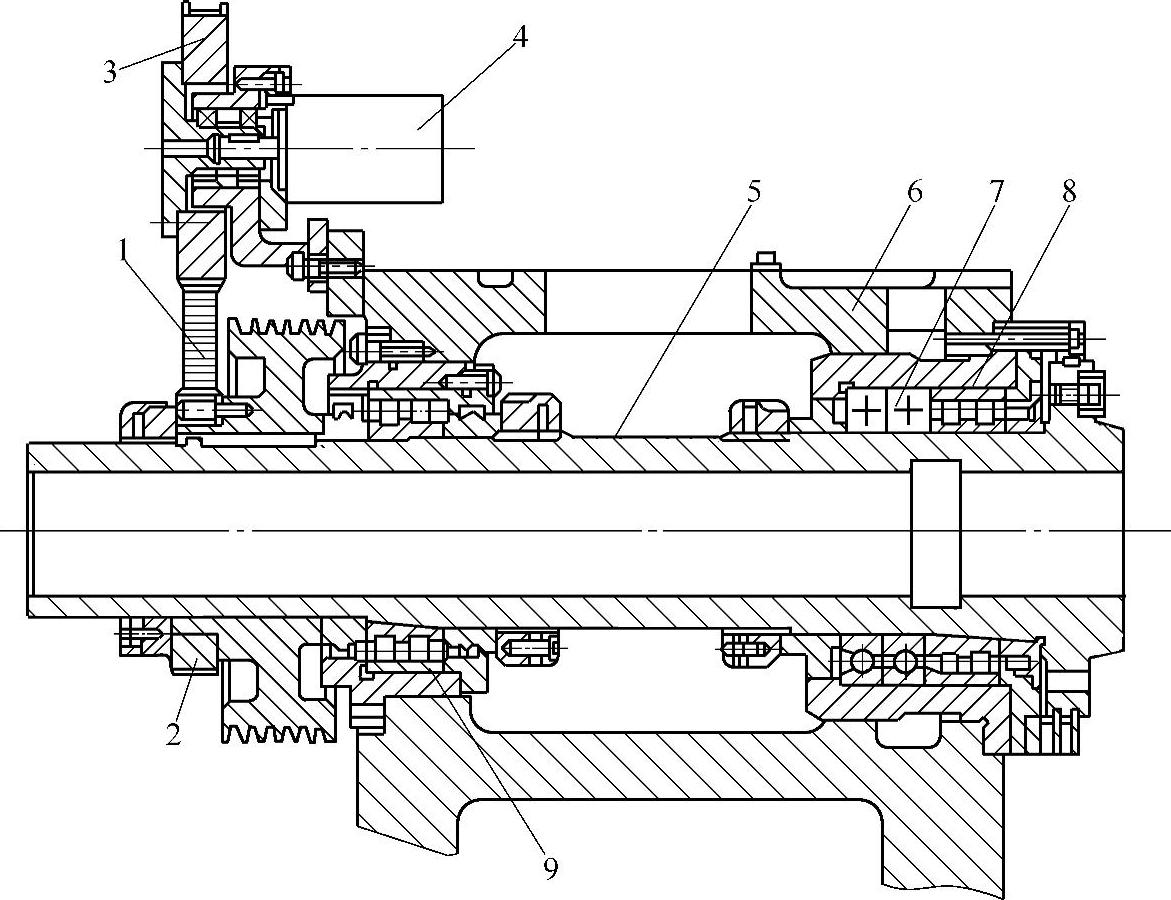
图1-13 交、直流主轴电动机的主轴部件驱动方式
1—同步齿形带 2、3—同步齿形带轮 4—脉冲编码器 5—主轴 6—主轴箱体 7、8、9—轴承
3.主轴传动的机械结构
主轴传动的机械结构包括主轴轴承、安装在主轴上的传动零件及用于装夹工件的附件等。主轴部件质量的好坏直接影响加工性能。其主要作用是夹持工件或实现刀具切削运动;传递运动及切削加工所需要的动力。
(1)主轴轴承 数控车床主轴轴承的支承形式、轴承材料、安装方式均不同于普通机床,其目的是保证足够的主轴精度。
数控车床主轴轴承的常见配置有:
1)前支撑采用双列圆柱滚子轴承和60°角接触双列向心推力球轴承,后支撑采用成对向心推力球轴承,此种结构综合刚度高,普遍用于各种数控车床。
2)前支撑采用多个高精度的向心推力球轴承,此种结构的配置、承载能力较小,但具有良好的高速性能,适用于高速轻载和精密的主轴部件。
3)前支撑采用双列圆锥滚子轴承,后支撑采用单列圆锥滚子轴承,其径向和轴向刚度高,能承受重载荷,便于安装与调整。缺点是主轴的转速和精度受到限制,该种结构的配置主要适用于中等精度、低速与重载荷的机床主轴。
(2)主轴端部的结构 主轴的端部用于安装夹持工件的夹具,已经标准化。
(3)润滑与冷却 低速时,采用油脂、油液循环润滑;高速时采用油雾、油气润滑方式。主轴的冷却以减少轴承及切割磁力线发热,有效控制热源为主。
(4)其他要求 对数控车床除上述要求外,在机械结构方面有的还应有:
1)刀具的自动夹紧和切屑清除装置。自动夹紧一般由液压或气压装置予以实现。
2)主轴的准停装置。
3)主轴孔的清理装置。切屑清除则是通过设于主轴孔内的压缩空气喷嘴来实现,其孔眼分布及其角度是影响清除效果的关键。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。