



1.伺服系统的概念
CNC装置发出的脉冲信号,必须经过驱动系统的放大,才能由相应的电动机拖动机床的机械部分进行相应的动作。
在数控机床中,这样的系统称为伺服驱动系统,简称伺服系统。伺服系统要求能对机床移动部件的位置和速度进行控制。
2.伺服系统的特点
数控机床的伺服驱动系统特性的优劣,直接影响到机床的切削性能和加工精度。其特点主要表现为:
1)为适应复杂轨迹的加工要求,伺服系统能实时平滑地实现正反向运动,且跟踪响应速度快而超调量小。
2)数控机床加工零件品种多,工艺参数范围大,伺服系统相应地具有有效的、宽的调速范围和优异的调整特性。
3)数控机床高的自动化程度,要求伺服系统适应负载变化的能力强,有良好的静态刚度和动态刚度。
3.伺服系统的类型
按有无检测元件和反馈环节,伺服系统可分为开环、全闭环和半闭环系统,如图1-6所示。
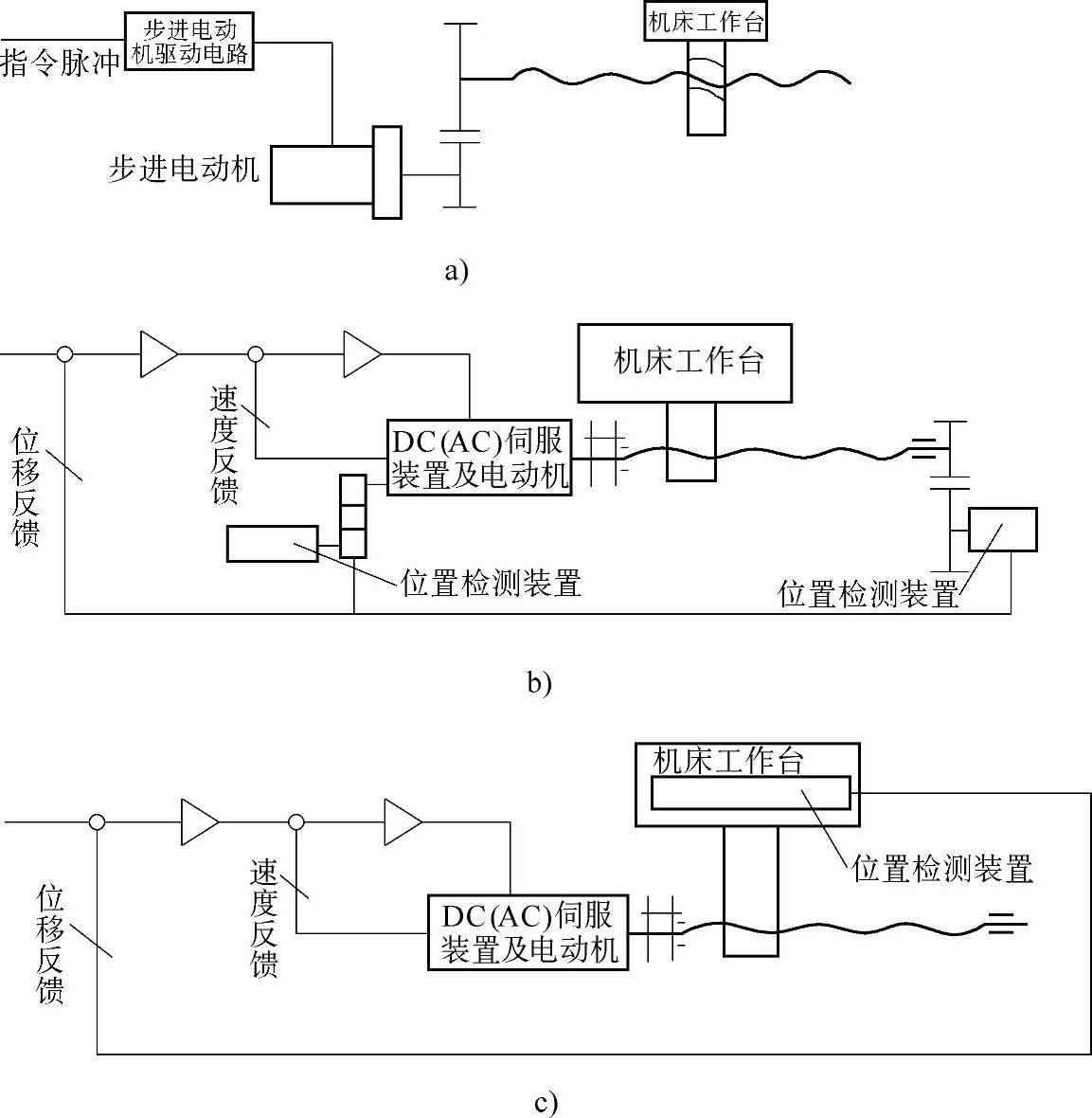
图1-6 伺服系统类型
a)开环系统 b)半闭环系统 c)全闭环系统
(1)开环系统 开环系统的特点是无位置反馈装置,常用步进电动机作为伺服系统执行元件。在该类系统中,CNC装置输出脉冲经步进驱动器的软件或硬件的环形分配处理,经功率放大后,由步进电动机以角位移的形式传动给机床的旋转丝杠,经螺母将角位移转换成直线位移,即数控装置经过控制运算发出脉冲信号,每一脉冲信号使步进电动机转动一定的角度,步进电动机驱动丝杠推动工作台移动一定的距离。
开环系统的优点是结构简单,工作稳定,制造成本低,缺点是各传动过程中的误差得不到消除,从而最终影响加工零件的精度。
(2)全闭环系统 全闭环系统的特点是机床移动部件上直接安装有直线位移检测装置,检测装置将检测到的实际位移反馈到系统的比较器中,与输入的原指令位移值进行比较,系统用比较后的差值控制移动部件作补充位移,直到差值消除时才停止移动,从而实现精确定位与运动控制。
从理论上说,全闭环系统的优点是其运动精度仅取决于检测精度。一个优良的全闭环系统能对传动系统的间隙、磨损等进行自动补偿,其加工精度是非常高的。全闭环系统的缺点是系统稳定性较差。各种干扰因素不能超出一定范围,否则会引起系统的振荡。
全闭环系统的结构比较复杂,调试维修的难度较大,常用于高精度和大型数控机床。
(3)半闭环系统 半闭环系统的特点是将角位移传感器装在传动丝杠或伺服电动机上,它检测的是转角信号。角位移信号反馈到数控装置的比较器中,与输入原指令位移值进行比较,用比较后的差值进行控制,使移动部件补充位移,直到差值消除为止,从而实现了从CNC装置到电动机转角间的闭环自动调节。(https://www.xing528.com)
半闭环系统的优点是系统稳定性好,精度控制适中,缺点是所组成的控制环不包括机械传动链,故精度相对于全闭环要低。
半闭环系统所能达到的精度、速度和动态特性优于开环伺服机构,稳定性高于全闭环系统,为大多数中小型数控机床所采用。
4.驱动执行元件
不同类型的伺服系统,其执行元件也不同。从发展过程来分,传统的执行元件有步进电动机、直流伺服电动机、交流伺服电动机等。
(1)步进电动机
1)步进电动机的种类和工作原理。步进电动机是一种由脉冲信号进行控制,并将电脉冲信号转换成相应的角位移的执行元件。在经济型数控机床的进给驱动系统中,步进电动机是开环控制的主要执行元件。
图1-7所示为一台三相反应式步进电动机的工作原理图。它的定子上有3相6个极,每个极上装有线圈绕组。转子是4个均匀分布,没有线圈的齿。当U相线圈通电时,由电磁原理,将使转子齿1、3和定子极U、U′对齐。当U相断电,V相通电时,转子将在空间转过α角,α角称为步距角,此时α=30°,此时转子齿2、4和定子极V、V′对齐。同样,V相断电,W相通电,转子又转过30°角。依次按U—V—W—U的顺序循环通电,步进电动机就按一定的方向转动,其电源的通断和顺序,由其专门的驱动电路或数控系统的软件来完成。
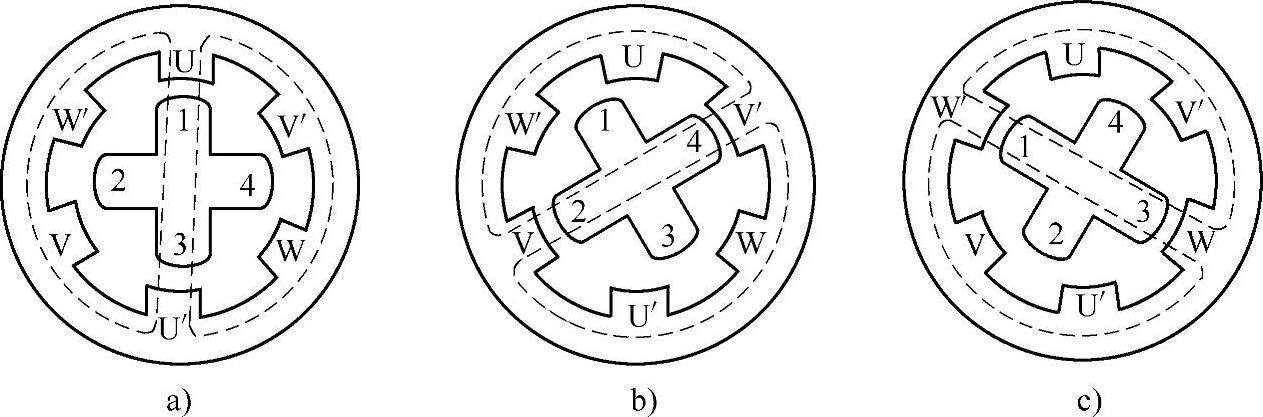
图1-7 步进电动机的工作原理图
a)U相通电 b)V相通电 c)W相通电
电动机定子线圈每改变一次通电方式,称为一拍。每次通电只有一相线圈得电时称为单拍。如果每次通电时有两相线圈得电,则称为双拍,所以有3相3拍和3相6拍之分。步进电动机常见的有2相4拍、3相6拍、4相8拍、5相10拍等。显然,在相同条件下,相数越多,步距角越小。
在实际使用的步进电动机中,定子和转子一般都做成有若干均布小齿组成的形式,定子、转子的齿相错一定的齿距,这样可大大减小步距角。步距角越小,步进电动机的分辨率就越高,控制机床的精度也就越高。
2)步进电动机的特性。步进电动机的角位移量与电脉冲数成正比,其转速与电脉冲频率成正比,通过改变脉冲频率可以调节电动机的转速,即机床进给的速度。
由于其自身的特点,步进电动机一般不能承受大力矩的作用,即步进电动机的功率相对较小,其主要适用于载荷较小的场合,而在使用过程中,步进电动机的工作频率直接影响机床的进给速度,所以步进电动机的起动频率较低,连续工作频率相对较高,但反映到进给速度,步进电动机控制的数控机床G00的速度也就在每分钟几米这样的范围。
(2)伺服电动机 直流伺服电动机具有较高的响应速度、精度和频率,优良的控制特性等优点。但由于直流伺服电动机需定期清理维修电刷和换向器,所以使用不便。
现在市场上档次较高的数控机床,一般使用交流伺服电动机,它克服了直流伺服电动机在结构上存在的缺点,且坚固耐用,经济可靠。
伺服电动机一般直接配备测速发电机和脉冲编码器,检测信号反馈后即可构成半闭环系统。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。