



为获得一定形状的表面,刀具与零件之间必须作相对运动,这就是切削运动。切削运动是机床最基本的运动,按其在切削加工中所起作用的不同,一般分为主运动和进给运动。
1.主运动
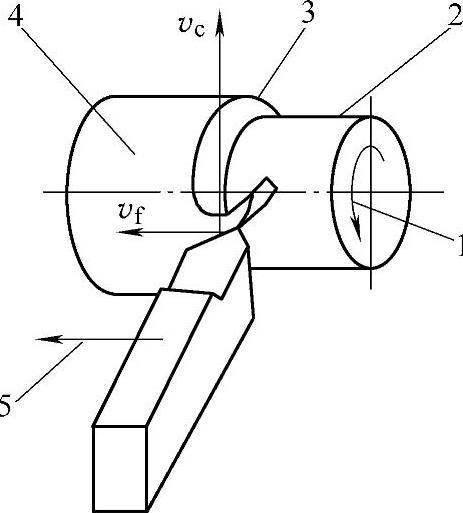
图1-3 车削加工的主运动
1—主运动 2—已加工表面 3—过渡表面 4—待加工表面 5—进给运动
主运动是指切削工件上多余材料,形成工件新表面的主要运动。在车削加工中,主轴的旋转运动为主运动,如图1-3所示。其特点是它的速度最高,消耗的功率也最大。主运动是衡量一台机床切削材料能力的一个重要指标。切削刃上选定点相对于工件的主运动的瞬时速度,称为切削速度,用vc表示。当主运动是旋转运动,切削速度应以工件或刀具上最大的切削速度来计算:
vc=πdwn/1000
式中dw——工件(或刀具)的最大直径(mm),对于车床而言,dw是指工件的直径;
n——工件(或刀具)的转速(r/min),在车床中,n是指夹持工件的主轴旋转速度。
2.进给运动
进给运动是将切削层间歇地或连续地投入切削,以逐渐完成整个工件表面的运动。在数控车削加工中,X、Z轴的移动即为进给运动。进给运动的特点是速度相对较低,耗损的功率也少。(https://www.xing528.com)
切削刃上选定点相对工件的进给运动的瞬时速度,称为进给速度,用vf表示。
3.合成运动
在实际加工过程中,主运动和进给运动一般总是同时进行的,此时刀具切削刃上选定点与工件间的相对运动是主运动和进给运动的合成运动。在合成运动过程中,工件处于被加工状态,工件上有三个不断变化着的表面(图1-3),即
1)已加工表面:工件上经刀具切除材料后产生的新表面。
2)过渡表面:主切削刃正在切削着的表面。
3)待加工表面:工件上有待切除的材料表层。
4.切削用量三要素
(1)切削速度vc在加工过程中,习惯的做法是将切削速度vc转换成机床的转速n。在数控车床中,用S后加不同的数字来设定主轴转速。
(2)进给量f刀具在进给运动方向相对于工件的位移量称为进给量,它的单位是mm/r或mm/min。
(3)背吃刀量ap刀具主切削刃与工件过渡表面的瞬时接触长度在垂直于切削刃上中点工作面的方向上测量的大小叫背吃刀量。对于车削而言,背吃刀量是已加工表面和待加工表面之间的垂直距离。切削外圆时,背吃刀量指的是单边(半径)切削深度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。