



GB/T 13914—2002《冲压件尺寸公差》适用于金属板材平冲压件和成形冲压件。
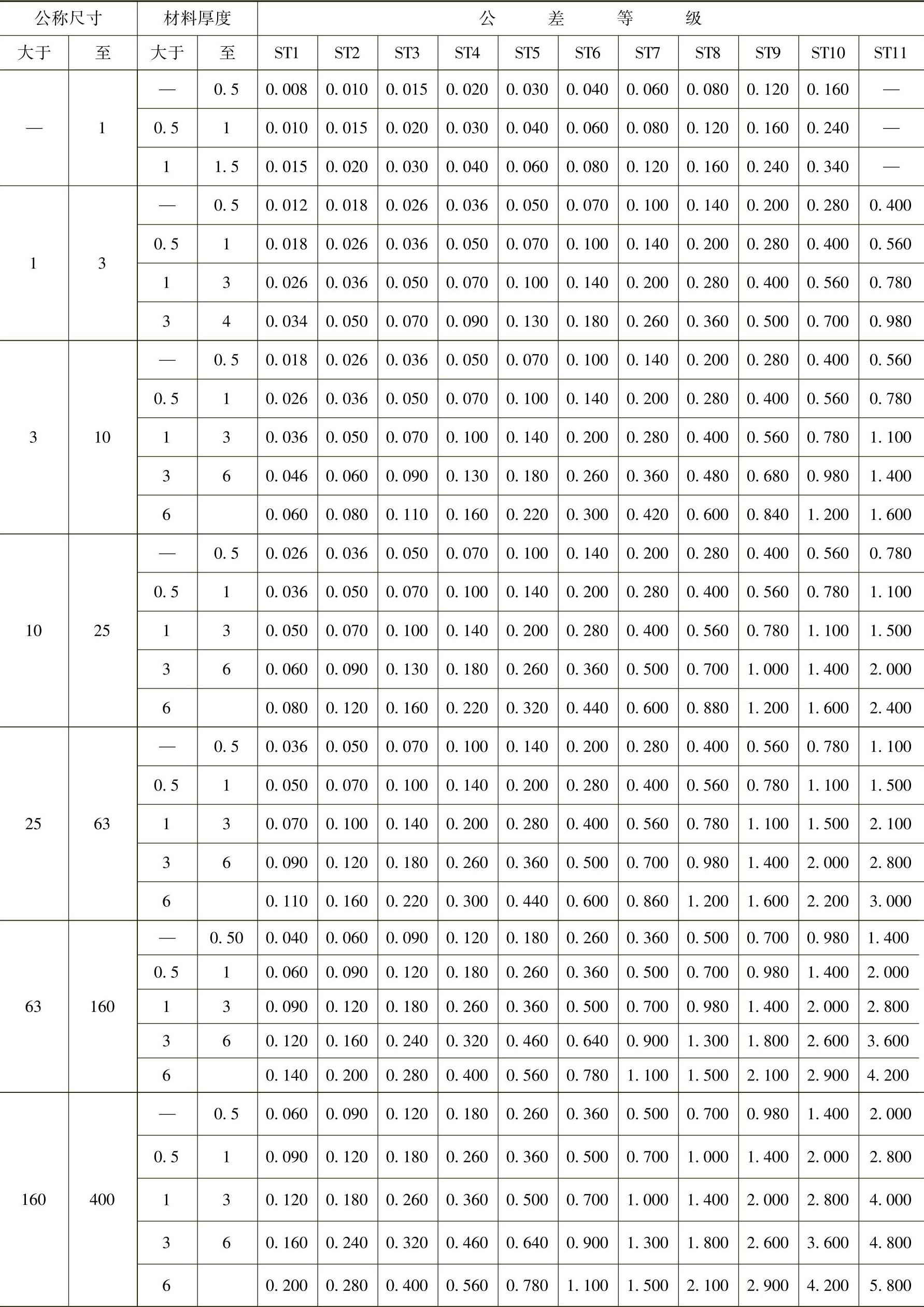
经平面冲裁工序加工而成形的冲压件称平冲压件,其尺寸公差分11个等级,即ST1至ST11,等级从ST1至ST11依次降低。平冲压件尺寸公差数值见表12-38;表中所列公差值也适用于成形冲压件上经冲裁工序加工而成的尺寸。
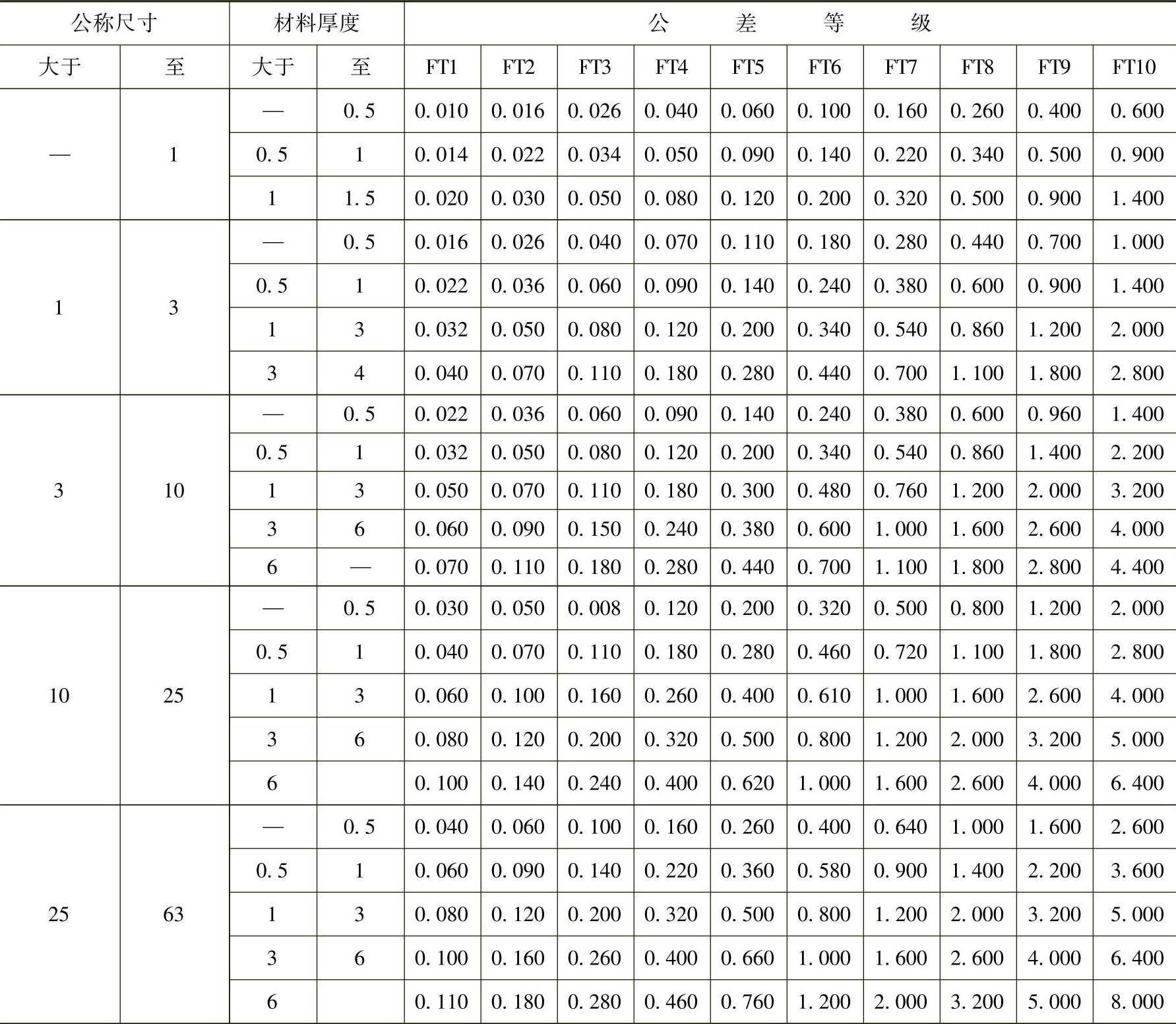
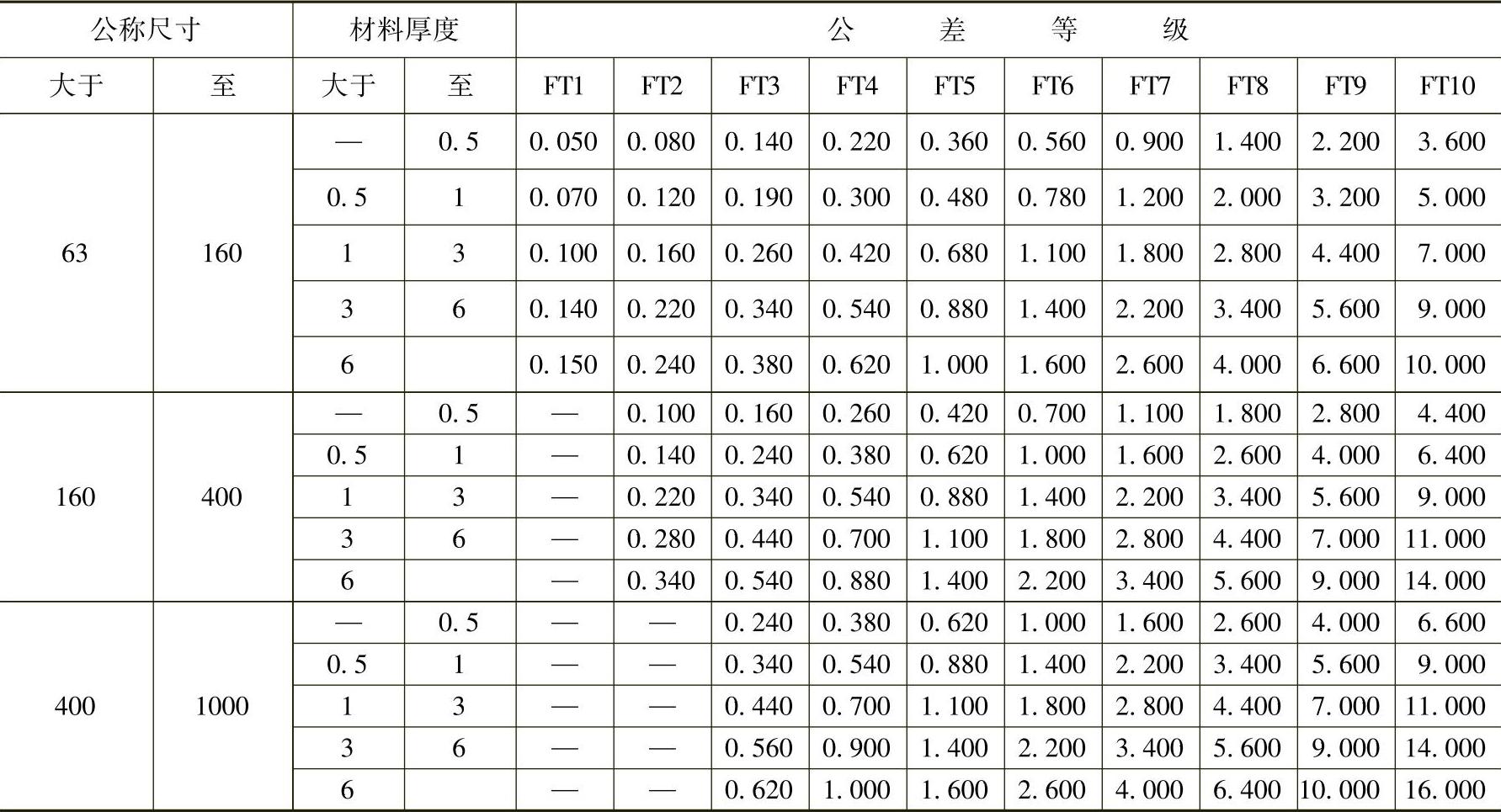
经弯曲、拉深及其他成形方法加工而成的冲压件称成形冲压件,其尺寸公差分10个等级,即FT1至FT10,等级从FT1至FT10依次降低。成形冲压件尺寸公差数值见表12-39。
表12-38 平冲压件尺寸公差(摘自GB/T 13914—2002) (mm)
(续)
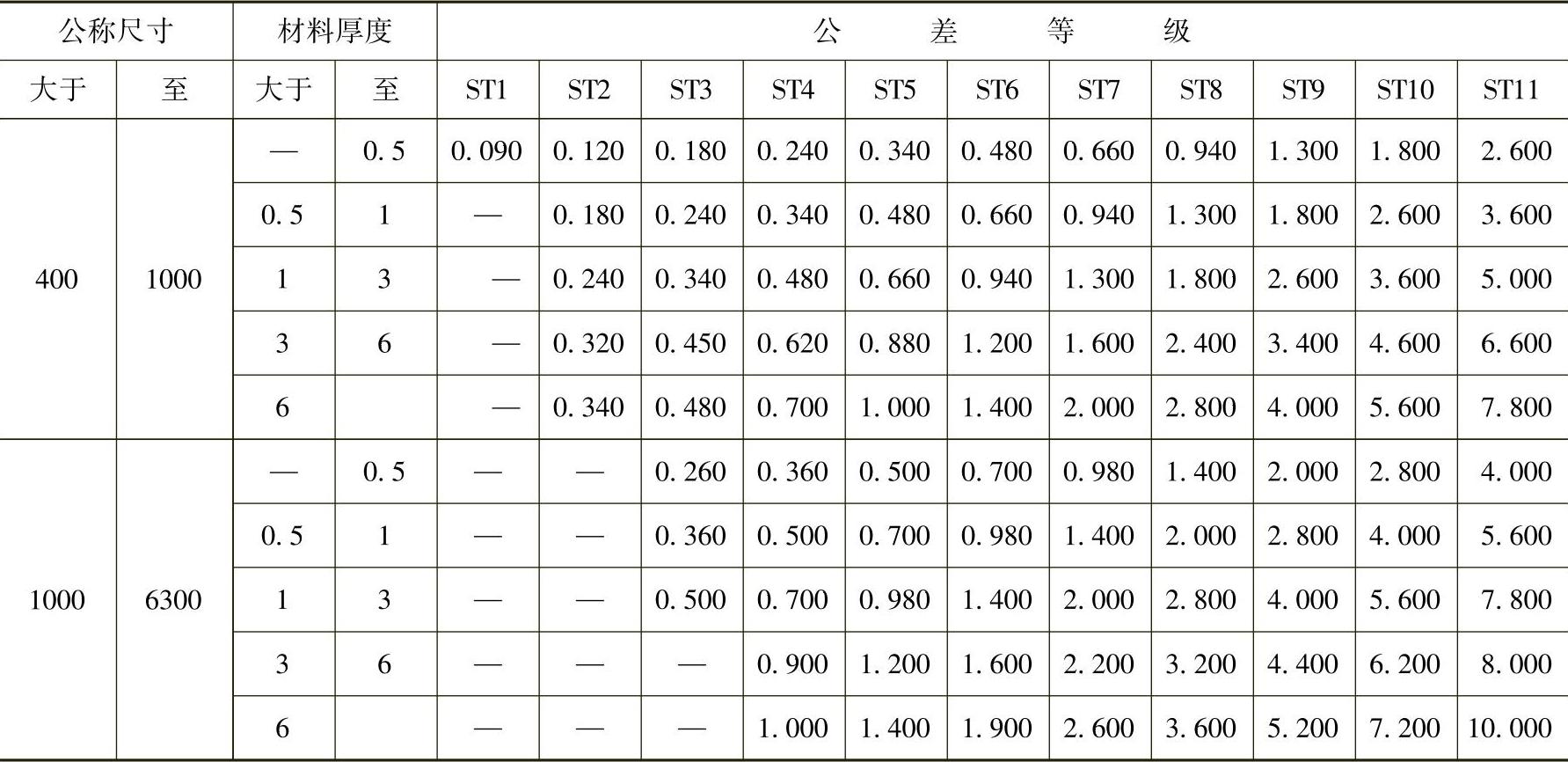
表12-39 成形冲压件尺寸公差(摘自GB/T 13914—2002) (mm)
(续)(https://www.xing528.com)
平冲压件和成形冲压件尺寸的极限偏差,按以下规定选取:孔(内形)尺寸的极限偏差取表12-38和表12-39给出的公差数值,冠以“+”作为上偏差,下偏差为“0”;轴(外形)尺寸的极限偏差取表12-38和表12-39给出的公差数值,冠以“-”号作为下偏差,上偏差为“0”;孔中心距、孔边距、弯曲、拉深与其他成形方法而成的长度、高度及未注公差尺寸的极限偏差,取表12-38和表12-39给出的公差值的一半,冠以“±”号分别作为上、下偏差。平冲压件和成形冲压件尺寸公差等级选用分别见表12-40和表12-41。
表12-40 平冲压件尺寸公差等级选用(摘自GB/T 13914—2002)
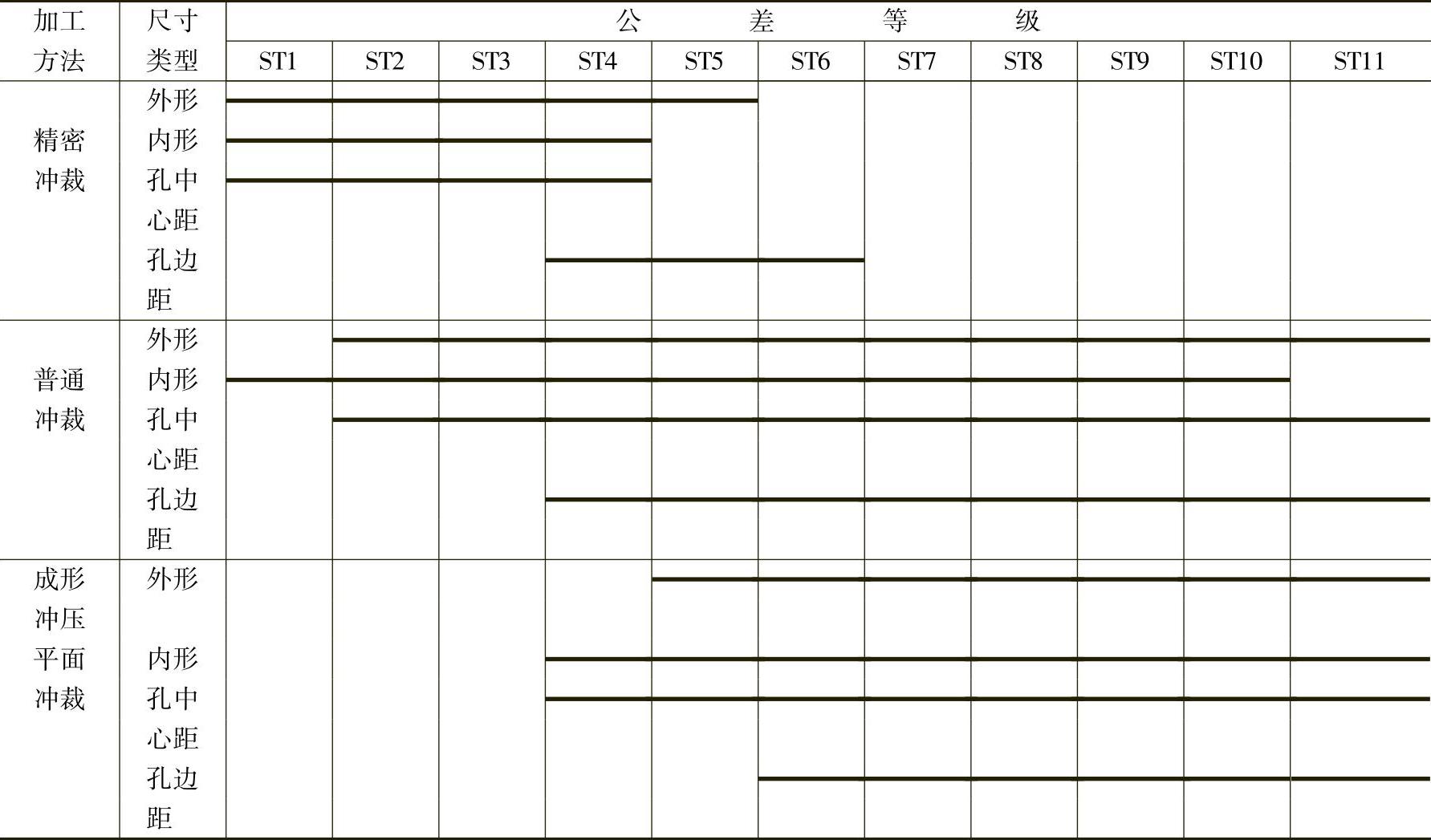
注:表中粗线表示可选用公差等级
表12-41 成形冲压件尺寸公差等级选用(摘自GB/T 13914—2002)
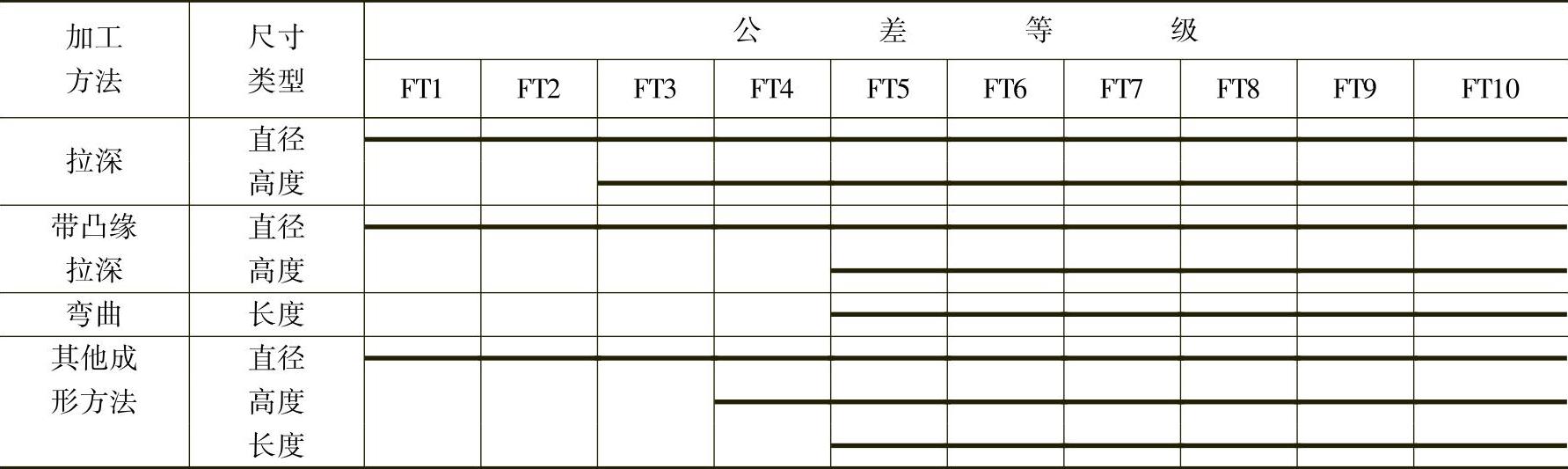
注:表中粗线表示可选用的公差等级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。