



(1)轴类自由锻件的机械加工余量与公差
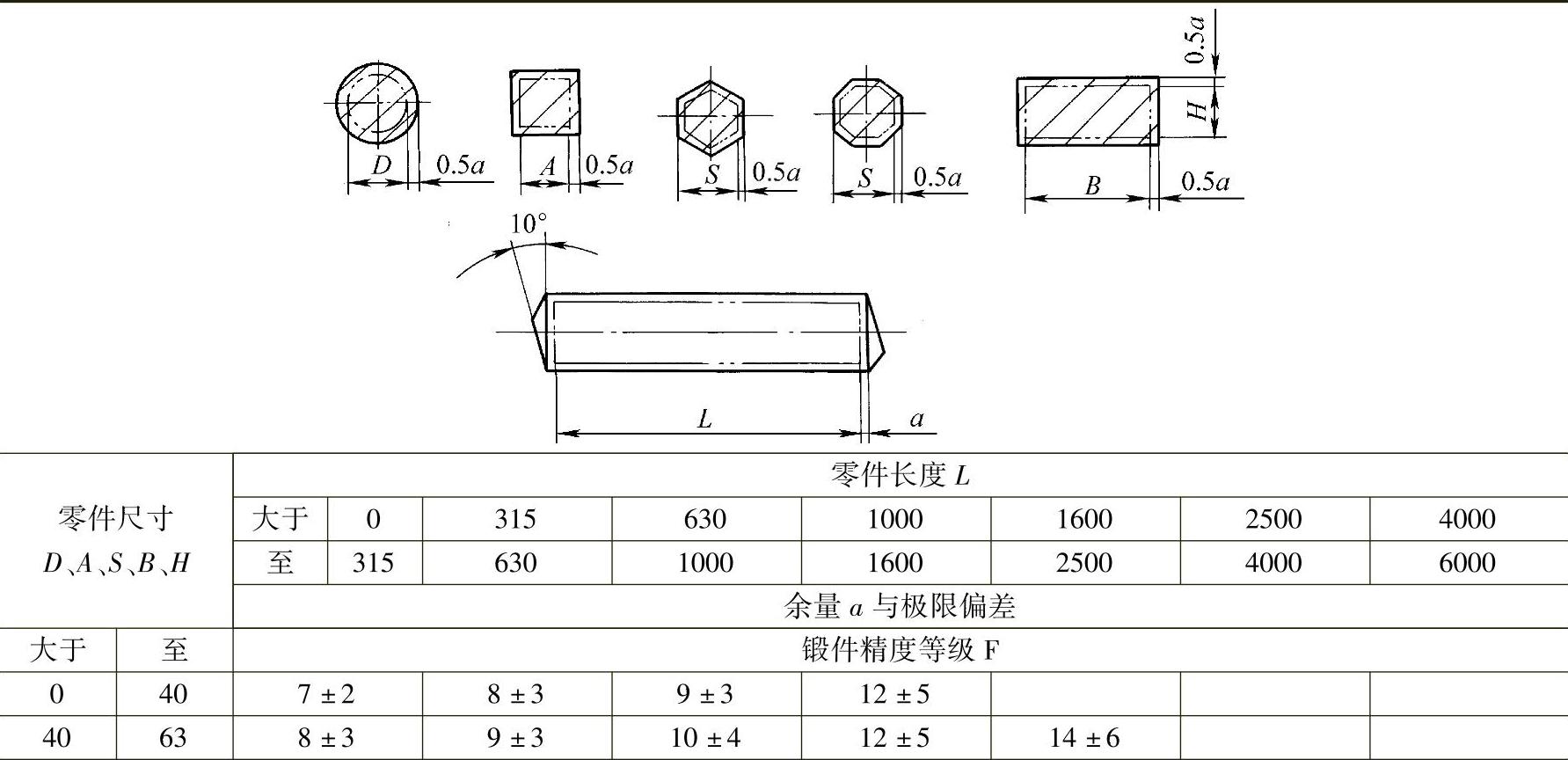
1)光轴类包括圆形、方形、六角形、八角形或矩形(B/H≤5)截面,其自由锻件尺寸应符合L>2.5D(或A、B、S)。当矩形截面光轴两边之比B/H>2.5时,H的余量a增加20%;当零件尺寸L/D(或L/B)>20时,余量a增加30%。
光轴类自由锻件的机械加工余量与公差见表12-6。
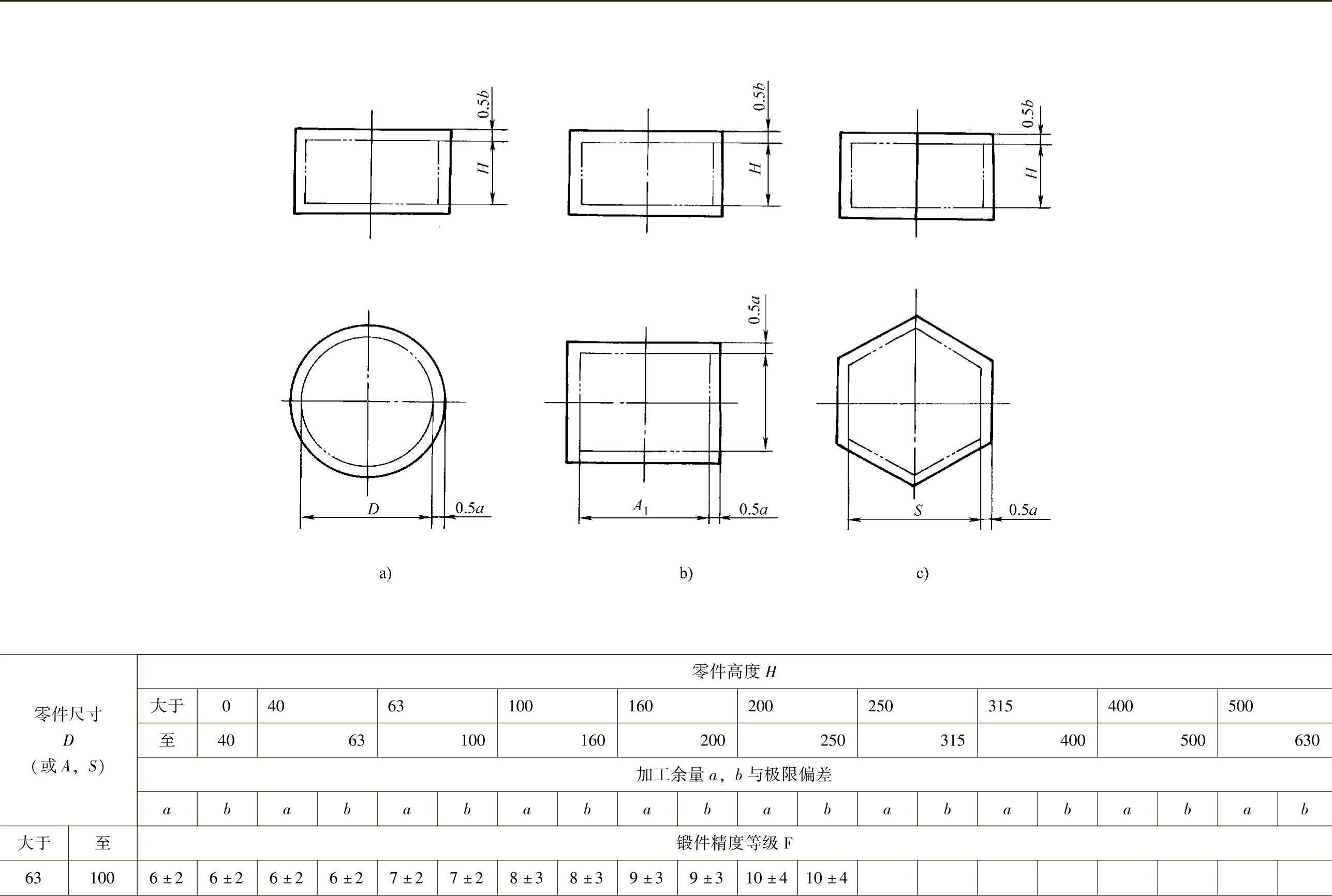
表12-6 光轴类自由锻件机械加工余量与公差(摘自GB/T 21471—2008) (mm)
(续)
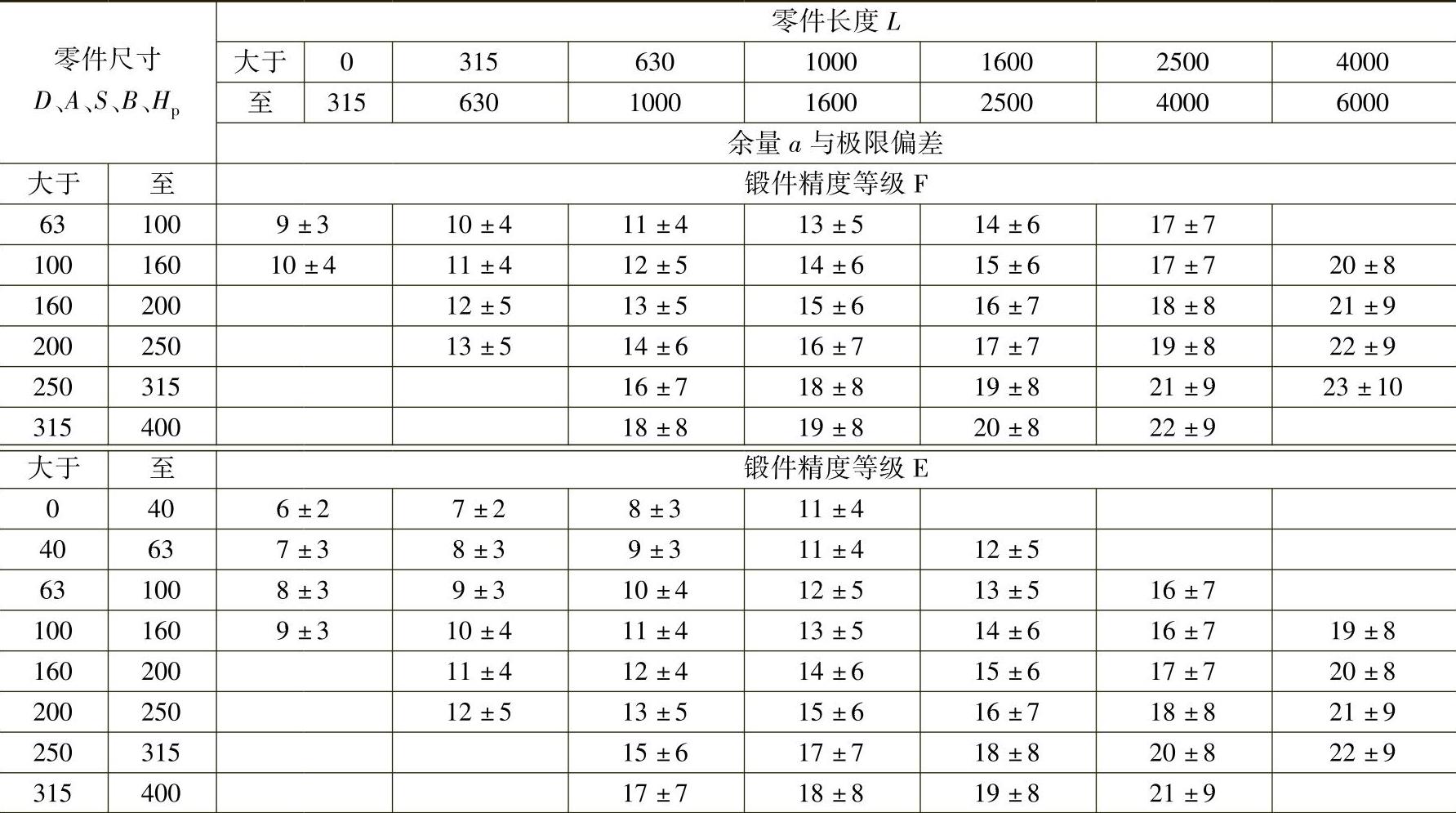
注:1.矩形截面H的余量,以Hp代替H,Hp=(B+H)/2。
2.零件尺寸大于本表范围的锻件,其机械加工余量与公差值应符合JB/T 9179.2的规定。
3.矩形截面光轴以较大的一边B和长度L查本表得A,以确定L和B的余量。H的余量a以长度L和计算值Hp=(B+H)/2查本表确定。
光轴类自由锻件尺寸的计算举例:
设:矩形截面光轴类自由锻件零件尺寸B=200mm,H=100mm,L=3500mm,要求锻件精度等级F级。
以B和L查表12-6得,a=18±8mm。
长度L的余量与极限偏差为2a=36±16mm,宽度B的余量与极限偏差为a=18±8mm。
计算:Hp=(B+H)/2=(200+100)/2=150mm。
以Hp和L查表12-6得,a=17±7mm。
求得的锻件尺寸为:
B0=(200+18)±8=218±8mm;
H0=(100+17)±7=117±7mm;
L0=(3500+36)±16=3536±16mm。
2)台阶轴类自由锻件的机械加工余量与公差见表12-7。
圆形截面的台阶轴类自由锻件总长L与台阶最大直径D之比(L/D)应大于2.5。
各台阶直径和长度上的余量按零件最大直径D和总长度L确定。
当零件某部分的总长度L与直径Di之比大于20时,该直径Di之余量增加30%。
当零件相邻两直径之比大于2.5时,可按节省材料的原则将其中一部分的直径余量增加20%。
台阶和凹档在符合以下条件时应当锻出:
①锻件上台阶或凹档的锻出条件应符合图12-4及表12-8的规定。
②端部台阶长度L1≥l时则应予锻出。
③中间台阶长度L2≥0.8l时则应予锻出。
④凹档长度L3≥1.5l时则应予锻出。
法兰的最小宽度应符合图12-5和表12-9的规定。
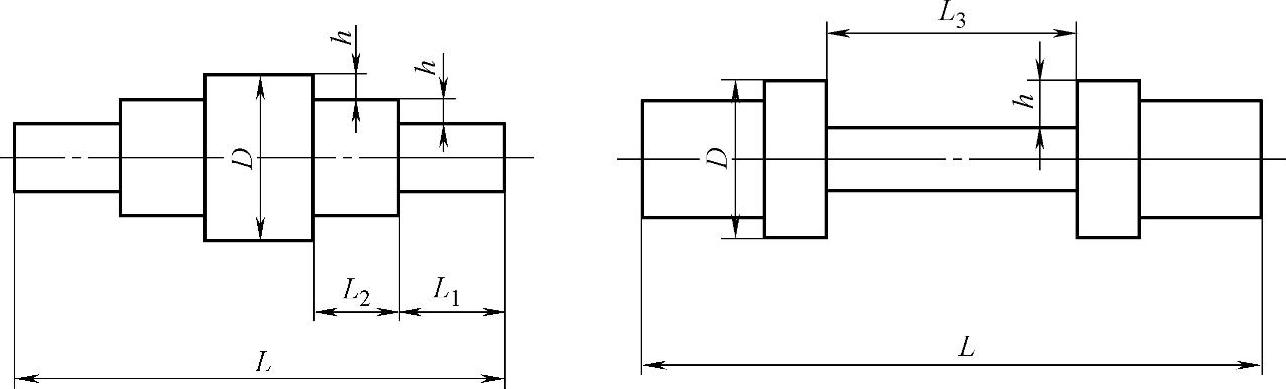
图12-4 台阶或凹档的锻出条件
表12-7 台阶轴类自由锻件机械加工余量与公差(摘自GB/T 21471—2008) (mm)
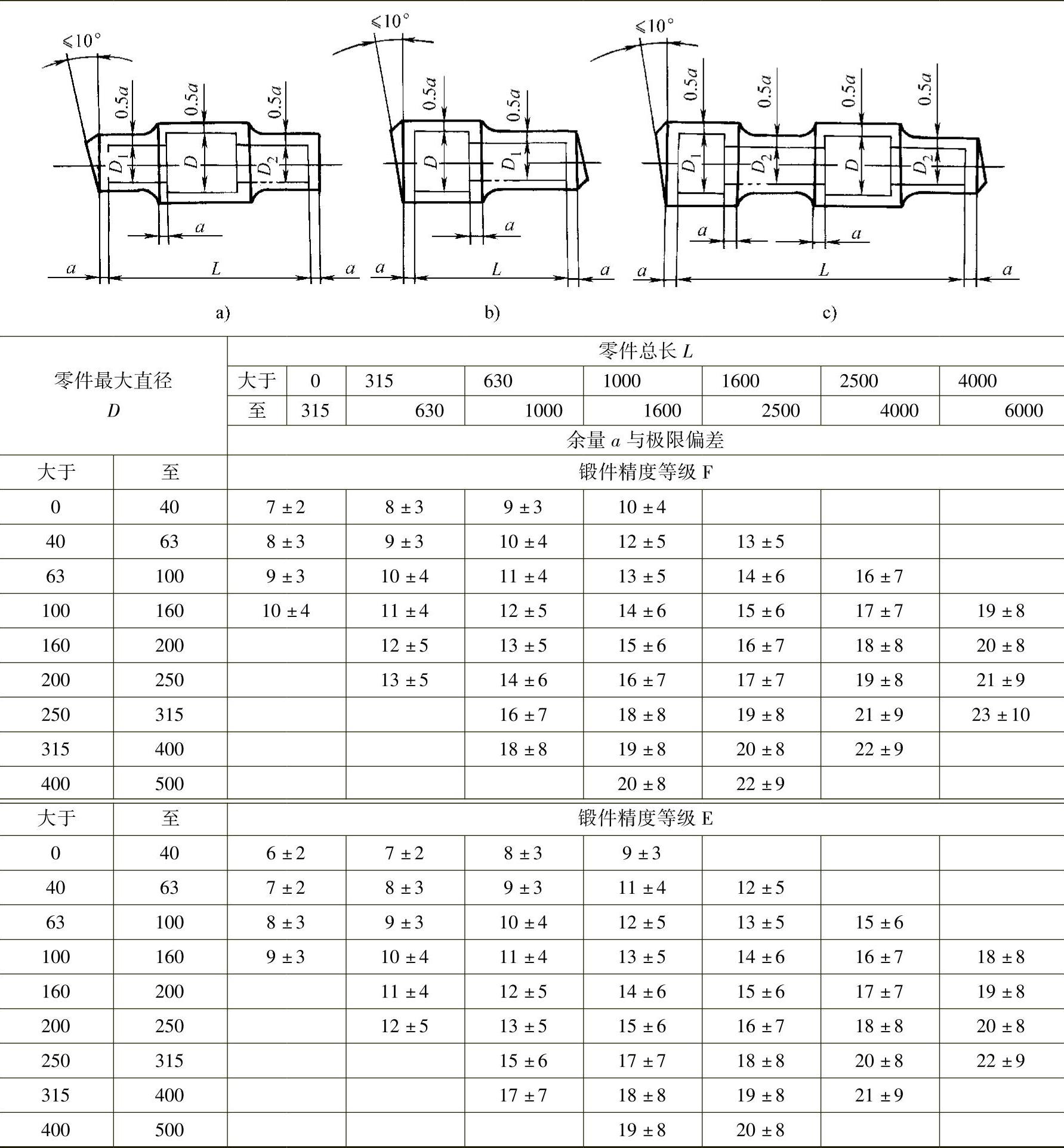
注:1.各台阶直径和长度上的余量按零件最大直径D和总长度L确定。
2.当零件某部分的总长度L与直径Di之比L/Di大于20时,该直径Di之余量增加30%。
3.当零件相邻两直径之比大于2.5时,可按节省材料的原则将其中一部分的直径余量增加20%。
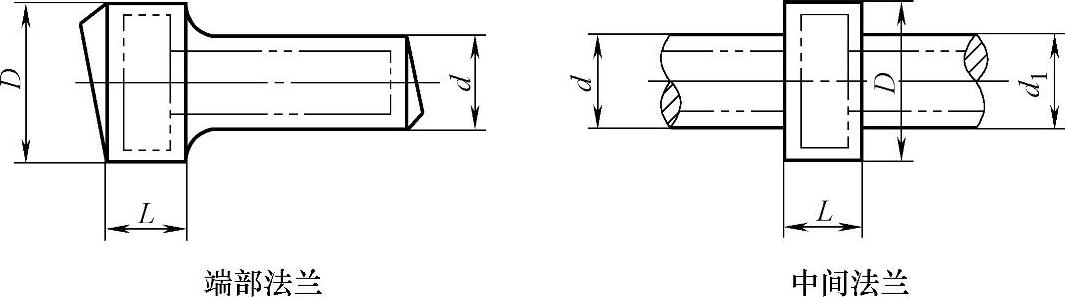
图12-5 法兰最小宽度
表12-8 台阶和凹档的锻出条件(摘自GB/T 21471—2008) (mm)
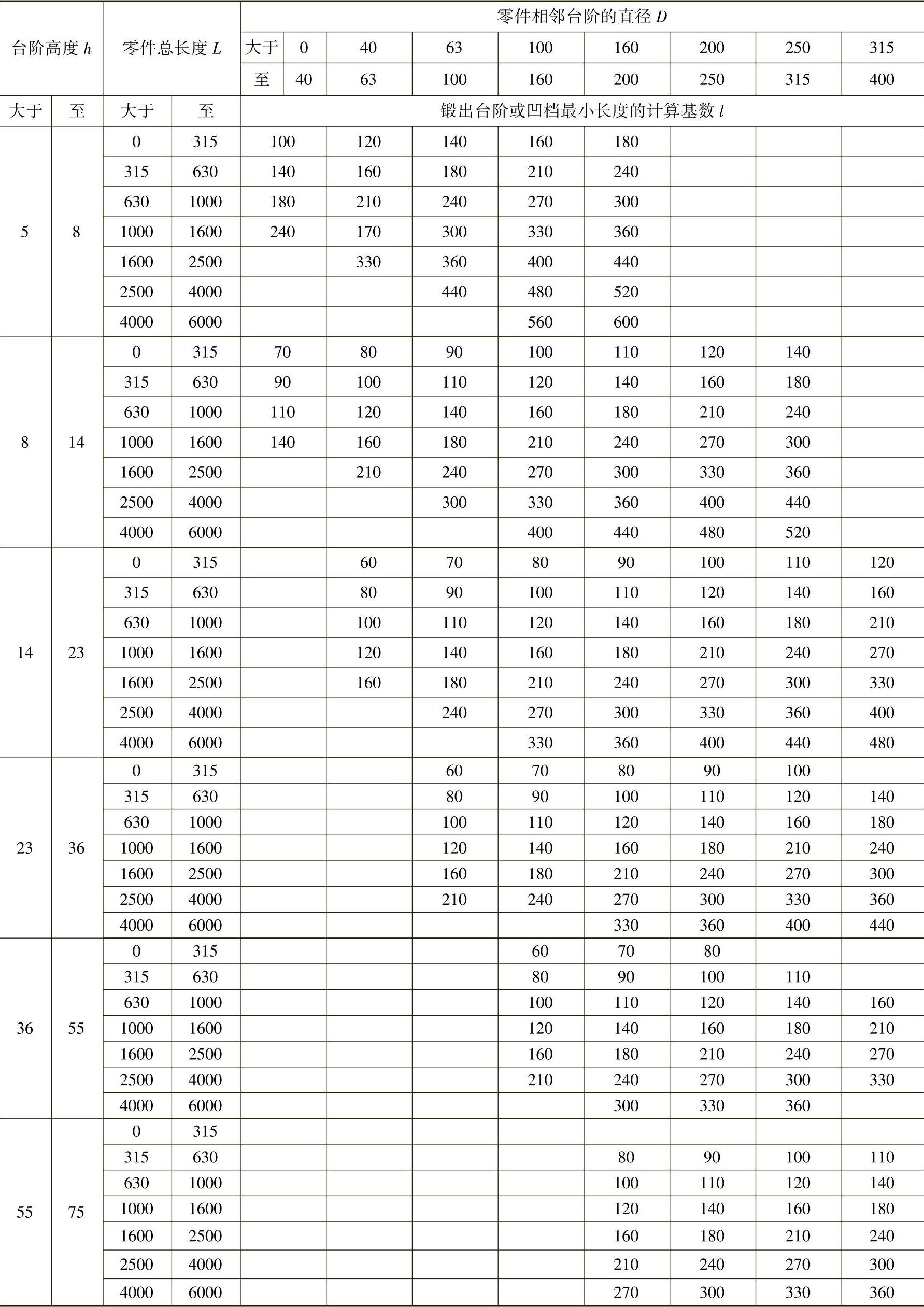
表12-9 法兰的最小锻出宽度(摘自GB/T 21471—2008) (mm)
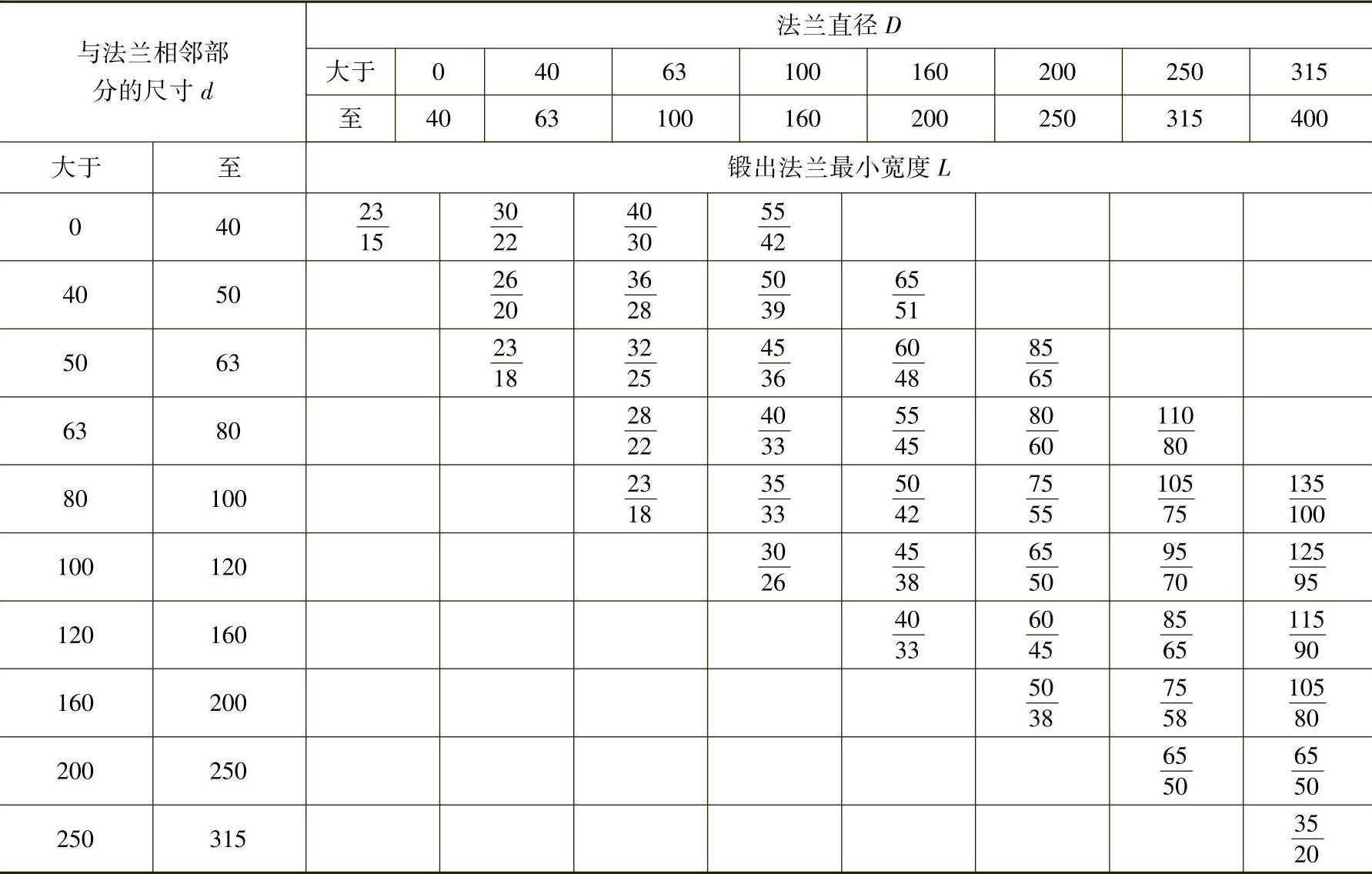
注:1.表中分子数值适用于端部法兰,分母数值适用于中间法兰。
2.中间法兰按法兰直径D与相邻较小直径d来确定其最小锻出宽度L。
3.法兰按台阶轴类锻件加放余量后其宽度值如小于本表所列数值则可增大至本表所列数值。
3)单拐曲轴类和偏心轴类自由锻件的机械加工余量与公差见表12-10。
单拐曲轴类和偏心轴类自由锻件的曲拐高度H(或D)≤500mm,曲拐长度L≤600mm。曲拐部分的机械加工余量与公差按曲拐的高度H(或D)和长度L确定;圆柱部分(轴颈、轴尾和法兰)的机械加工余量与公差根据最大直径D和零件总长度L1确定;a按4台阶轴类锻件增大20%。台阶与凹档锻出条件、法兰的最小锻出宽度按表12-8及表12-9的规定并参见图12-4和图12-5。
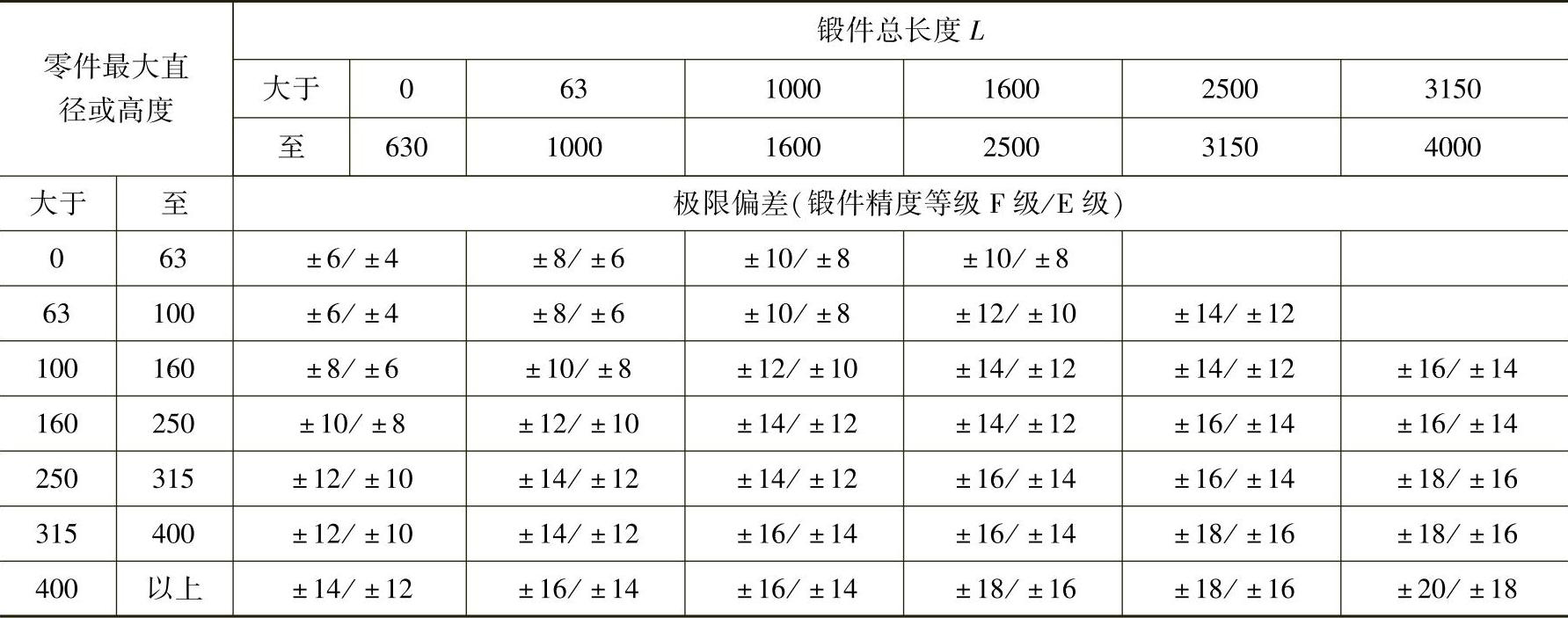
4)黑皮锻件为全部或部分表面不进行机械加工的锻件。黑皮锻件的直径或高度偏差、内孔直径或凹档深度的偏差及长度的偏差分别见表12-11~表12-13。
(2)盘、柱、环、筒类自由锻件的机械加工余量与公差
1)盘、柱类自由锻件的机械加工余量与公差见表12-14。截面为圆形、矩形(A1/A2≤2.5)、六角形的盘类自由锻件尺寸应符合0.1D≤H≤D(或A1、S);截面为圆形、矩形(A1/A2≤2.5)、六角形的柱类自由锻件尺寸应符合D<H≤2.5D(或A1、S)。
2)带孔圆盘类自由锻件的机械加工余量与公差见表12-15。其尺寸应符合0.1D≤H≤1.5D,d≤0.5D,锻件高度与孔径之比大于3时,孔允许不冲出。最小冲孔直径与锻锤吨位有关,锻锤吨位≤0.15t、0.25t、0.5t、0.75t、1t、2t、3t、5t,最小冲孔直径d分别为30、40、50、60、70、80、90、100(单位均为mm)。
3)圆环类自由锻件的机械加工余量与公差见表12-16。其尺寸应符合0.2(D-d)≤H≤D,结构形状如图12-6。
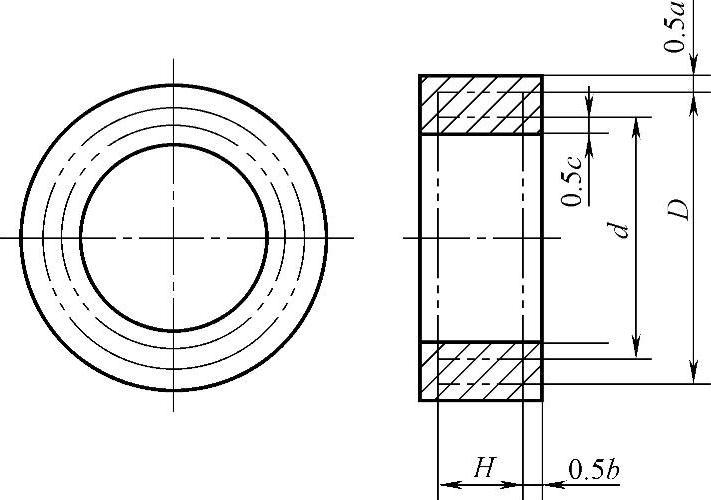
图12-6 圆环类自由锻件
表12-10 单拐曲轴类锻件机械加工余量与公差(摘自GB/T 21471—2008) (mm)
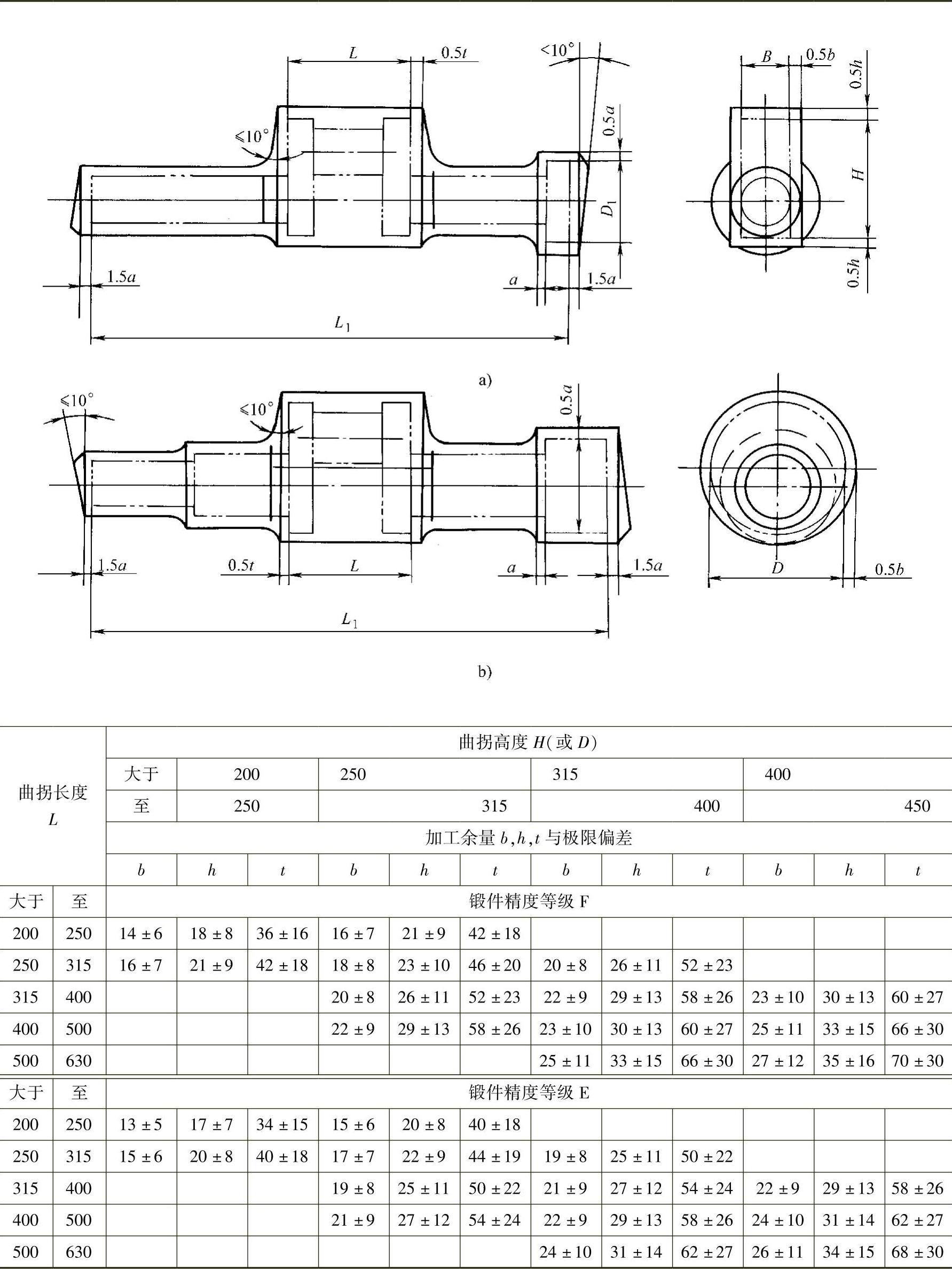
注:1.曲拐部分的机械加工余量与公差按曲拐的高度H(或D)和长度L确定。
2.圆柱部分(轴颈、轴尾和法兰)的机械加工余量与公差根据最大直径D和零件总长度L1确定。a按GB/T 21471—2008《锤上钢质自由锻件机械加工余量与公差 轴类》台阶轴类锻件增大20%(见表12-11)。
表12-11 黑皮锻件断面直径或高度的极限偏差(摘自GB/T 21471—2008) (mm)
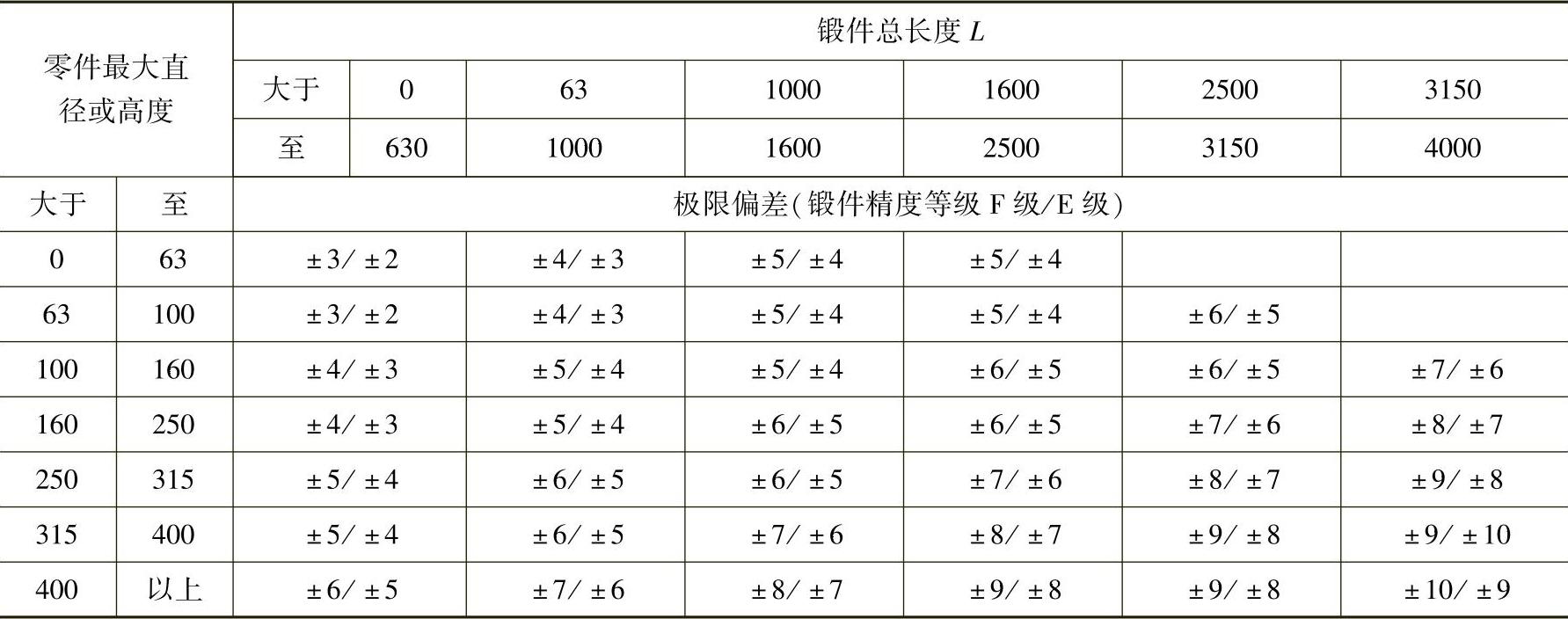
表12-12 黑皮锻件内孔直径或凹档深度的极限偏差(摘自GB/T 21471—2008) (mm)
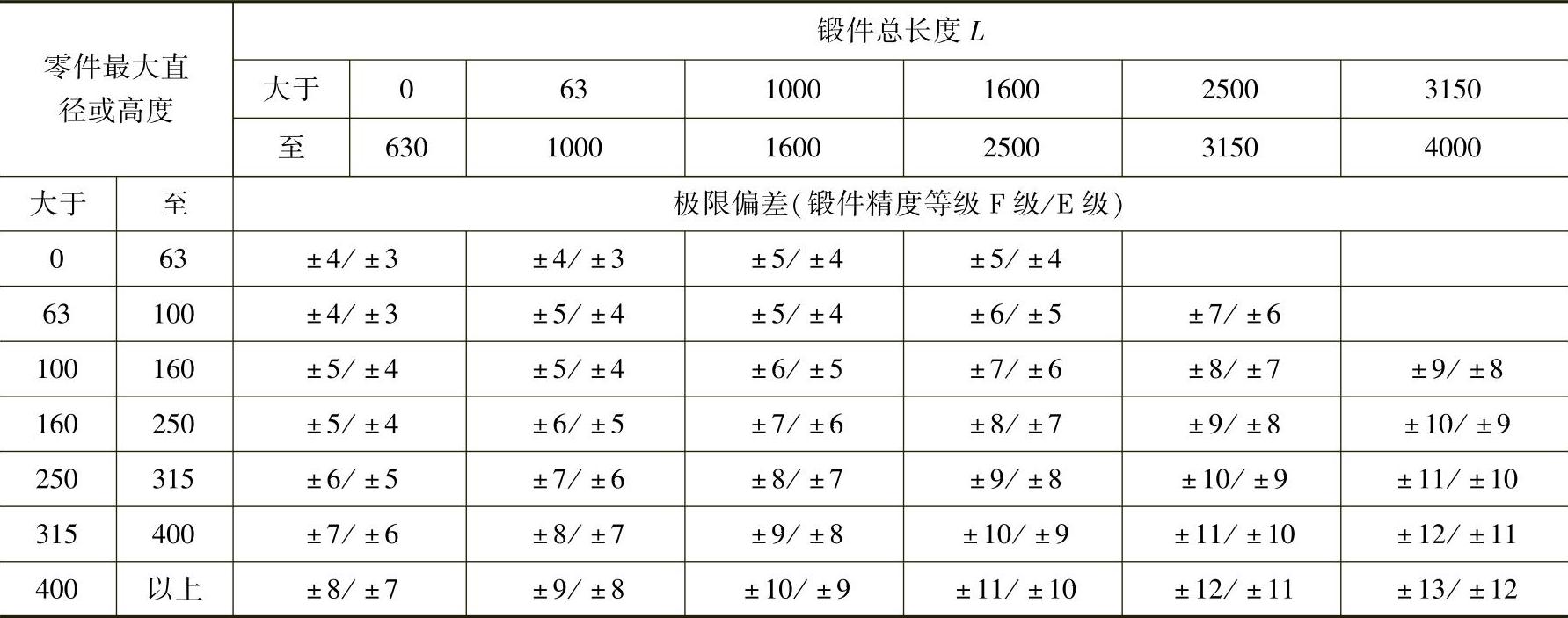
表12-13 黑皮锻件长度的极限偏差(摘自GB/T 21471—2008) (mm)
薄壁型圆环件,即零件尺寸符合(D-d)/2≤40mm时,锻件的余量和公差按表12-16查出后,按下列要求适当增加:
a)要求F级锻件精度的零件,按表12-16的余量增值系数f增加其高度H和内径d的余量,而外径的余量和公差不增加。
表12-14 盘、柱类自由锻件机械加工余量与公差(摘自GB/T 21470—2008) (mm)
(续)
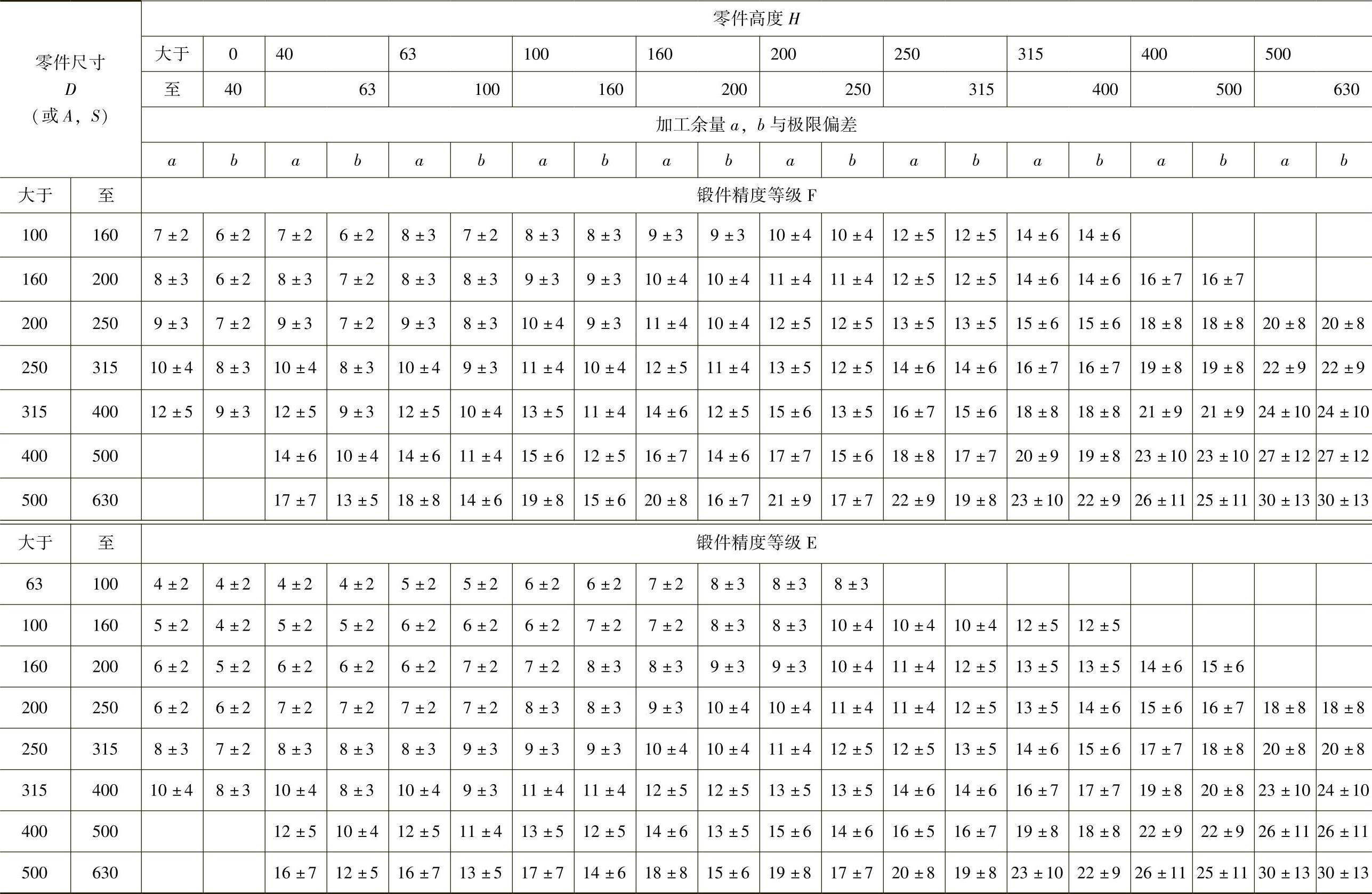
注:零件尺寸大于本表范围的锻件,其机械加工余量与公差值应符合JB/T 9179.4和JB/T 9179.5的规定。
表12-15 带孔圆盘类自由锻件机械加工余量与公差(摘自GB/T 21470—2008) (mm)(https://www.xing528.com)
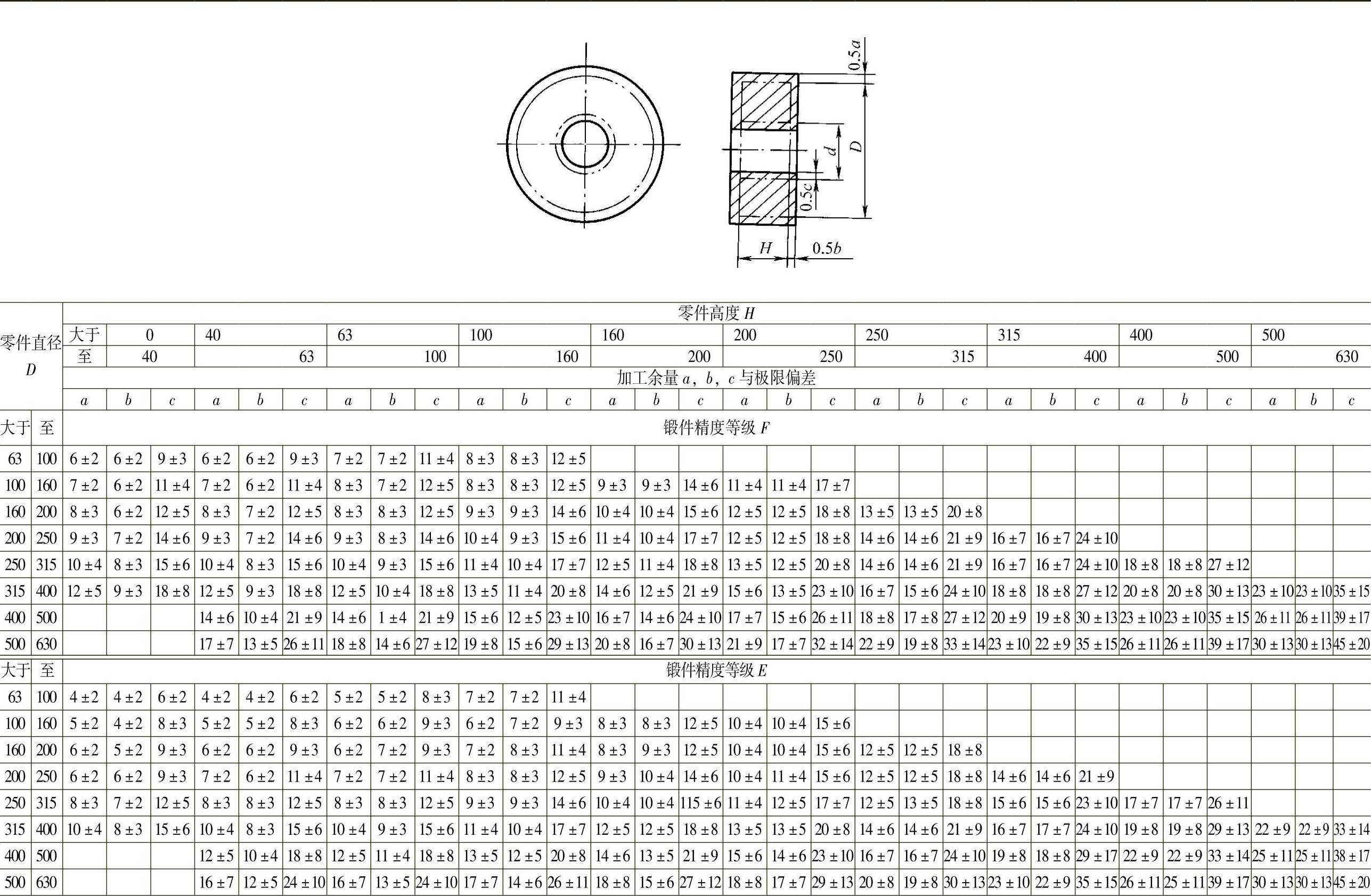
注:零件尺寸大于本表范围的锻件,其机械加工余量与公差应符合JB/T 9179.4的规定。
表12-16 圆环类自由锻件的机械加工余量与公差(摘自GB/T 21470—2008) (mm)
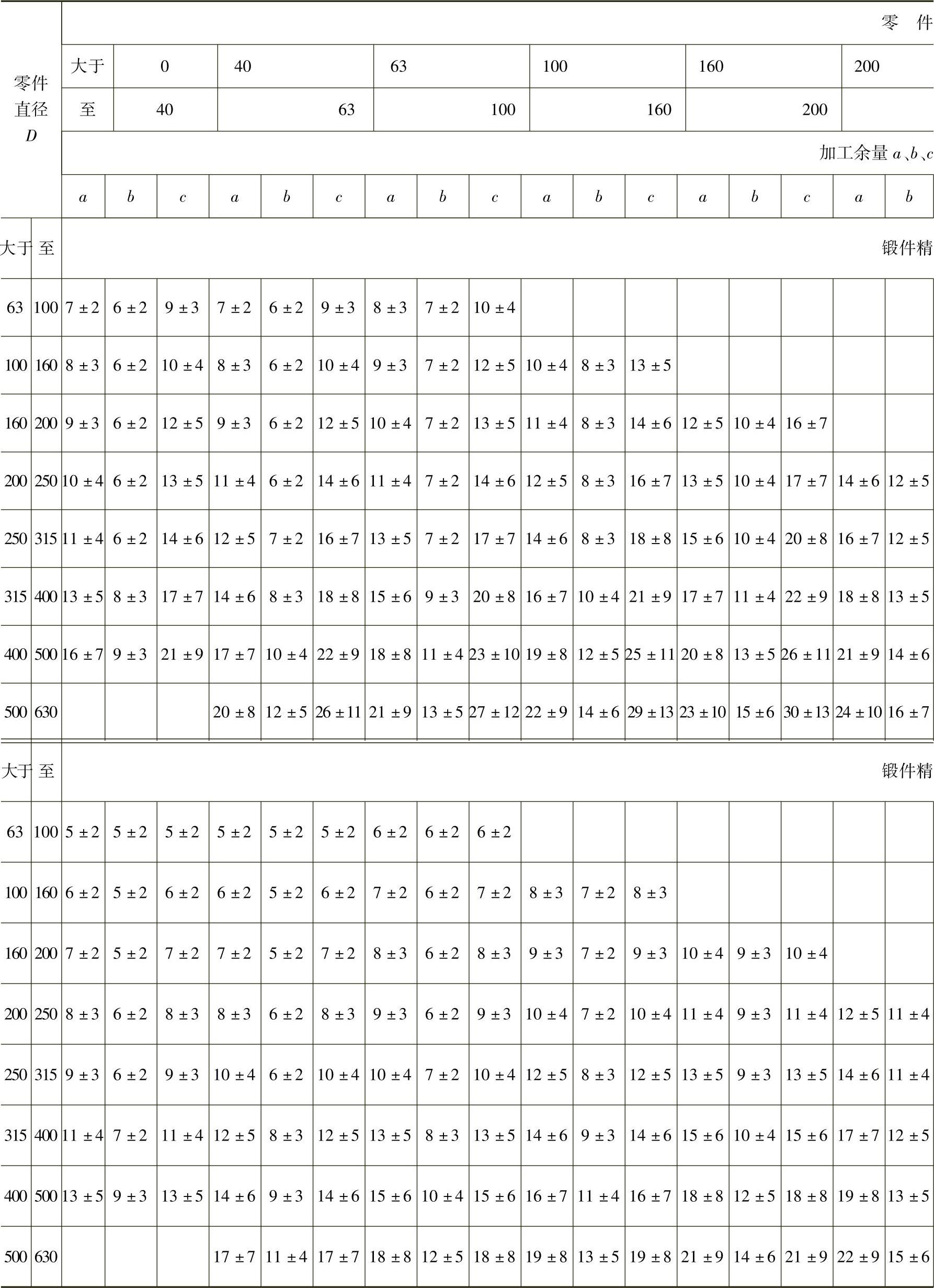
注:零件尺寸大于以上范围的锻件,其机械加工余量与公差值应符合JB/T 9179.8的规定。
b)要求E级锻件精度的零件,按表12-16的余量增值系数f增加其外径D,高度H和内径d的余量。
c)余量按增值系数增加后的锻件尺寸,其公差也要增加,公差的增值系数均为1.2。
上述尺寸增加后的数值均按四舍五入化为整毫米(mm)数。
圆环类自由锻件尺寸的计算举例:
①按F级锻件精度的零件计算锻件尺寸。
设:零件尺寸D=280mm,d=260mm,H=145mm。
查表12-16得,a=14±6mm,b=8±3mm,c=18±8mm。
壁厚=(D-d)/2=(280-260)/2=10mm,查表12-16得,余量增值系数f=1.4mm。
计算:
外径的余量和公差不增加:a=14±6mm。
高度的余量:b·f=8×1.4=11.2≈11mm,公差:±3×1.2=±3.6≈±4mm。
内径的余量:c·f=18×1.4=25.2≈25mm,公差:±8×1.2=±9.6≈10mm。
求得的锻件尺寸为:
D0=(280+14)±6=294±6mm,
H0=(145+11)±4=156±4mm,
d0=(260-25)±10=235±10mm。
②按E级锻件精度的零件计算锻件尺寸。
设:零件尺寸D=280mm,d=260mm,H=145mm。
查表12-16得,a=12±5mm,b=8±3mm,c=12±5mm。
壁厚=(D-d)/2=(280-260)/2=10mm,查表12-16得,余量增值系数f=1.4。
计算:
外径的余量:a·f=12×1.4=16.8≈17mm,公差:±5×1.2=±6mm。
高度的余量:b·f=8×1.4=11.2≈11mm,公差:±3×1.2=±3.6≈±4mm。
内径的余量:c·f=12×1.4=16.8≈17mm,公差:±5×1.2=±6mm。
求得的锻件尺寸为:
D0=(280+17)±6=297±6mm,
H0=(145+11)±4=156±4mm,
d0=(260-17)±6=243±6mm。
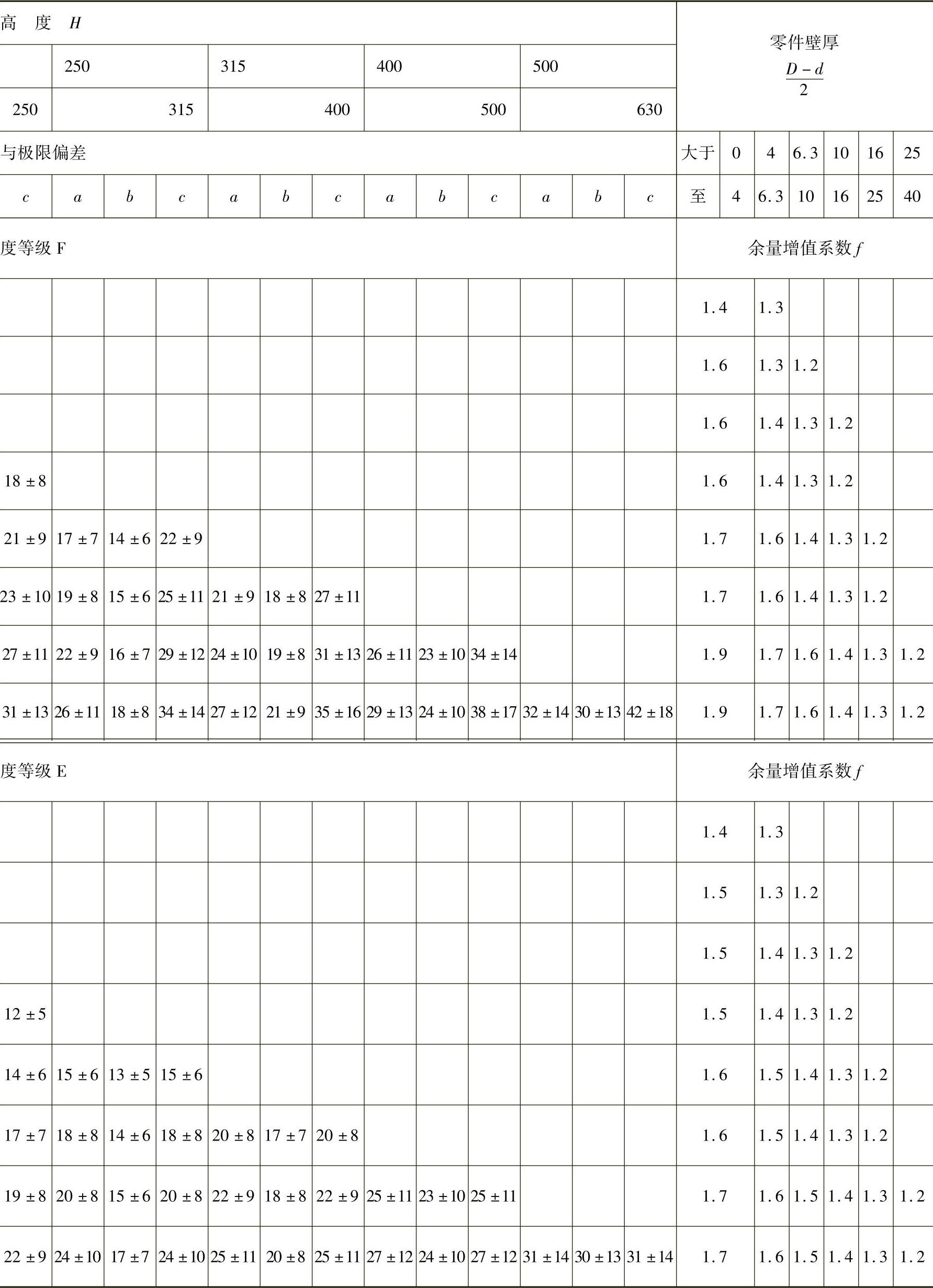
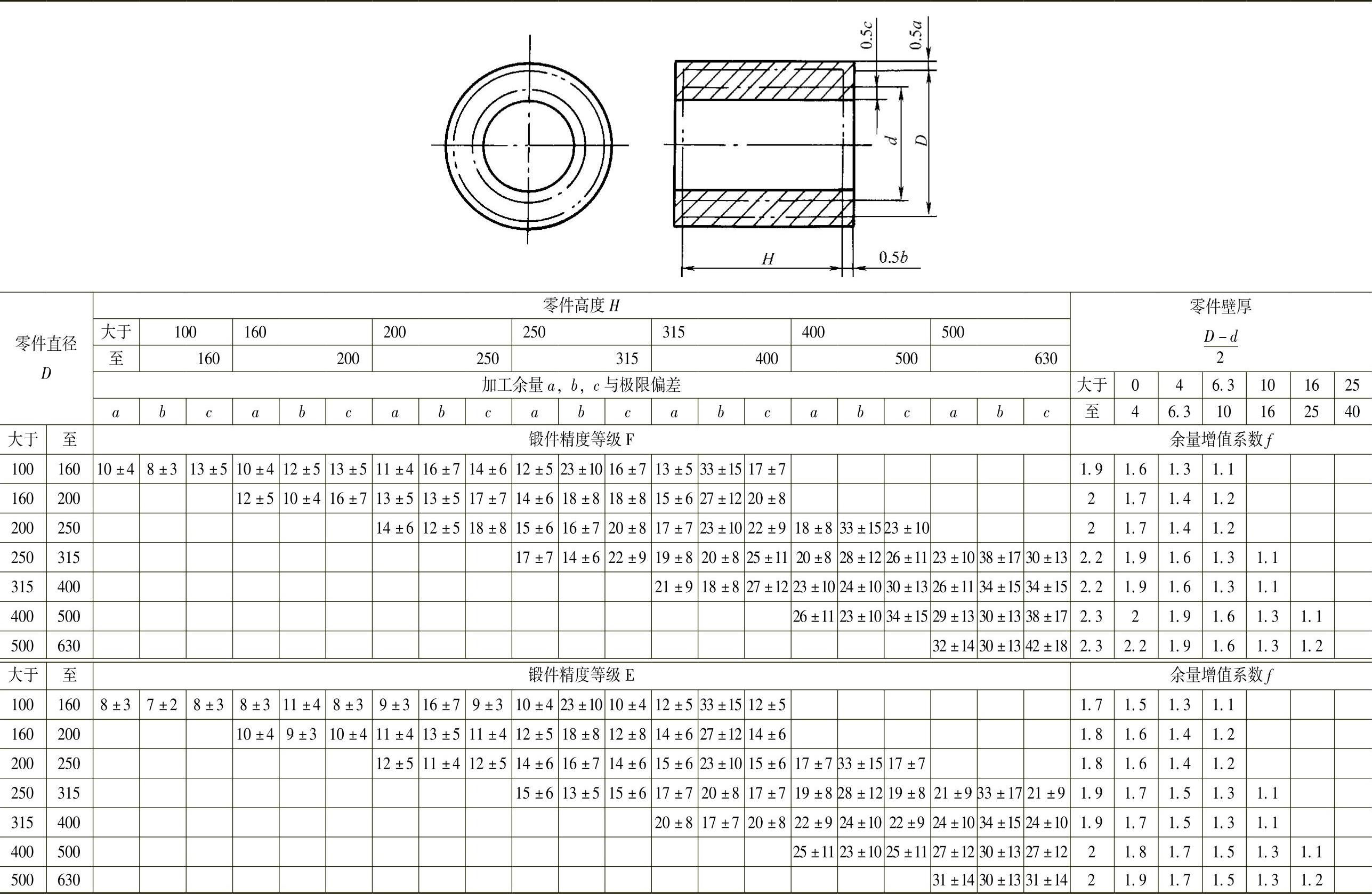
4)套筒类自由锻件的机械加工余量与公差见表12-17。其尺寸应符合D<H≤2D、d>0.5D。
薄壁型套筒件,即零件壁厚尺寸符合(D-d)≤40mm时,锻件的余量和公差按表12-17查出后,按下列要求适当增加:
a)要求F级锻件精度的零件,按表12-17的余量增值系数f增加其高度H和内径d的余量,而外径D的余量和公差不增加。
b)要求E级锻件精度的零件,按表12-17的余量增值系数f增加其外径D,高度H和内径d的余量。
c)余量按增值系数增加后的锻件尺寸,其公差也要增加,公差的增值系数均为1.3。
上述尺寸增加后的数值,均按四舍五入化为整毫米(mm)数。
套筒类自由锻件尺寸的计算举例
①按F级锻件精度的零件,计算锻件尺寸。
设:零件尺寸D=280mm,d=260mm,H=380mm。
查表12-17得,a=19±8mm,b=20±8mm,c=25±11mm。
壁厚=(D-d)/2=(280-260)/2=10mm,查表12-17得,余量增值系数f=1.6mm。
计算:
外径的余量和公差不增加:a=19±8mm,
高度的余量:b·f=20×1.6=32mm,
公差:±8×1.3=±10.4≈±10mm。
内径的余量:c·f=25×1.6=40mm,
公差:±11×1.3=±14.3≈±14mm。
求得的锻件尺寸为:
D0=(280+19)±8=299±8mm,
H0=(380+32)±10=412±10mm,
d0=(260-40)±14=220±14mm。
②按E级锻件精度的零件,计算锻件尺寸。
设:零件尺寸D=280mm,d=260mm,H=380mm。
查表12-17得,a=17±7mm,b=20±8mm,c=17±7mm。
壁厚=(D-d)/2=(280-260)/2=10mm,查表12-17得,余量增值系数f=1.5。
计算:
外径余量:a·f=17×1.5=25.5≈26mm,
公差:±7×1.3=±9.1≈±9mm。
高度余量:b·f=20×1.5=30mm,
公差:±8×1.3=±10.4≈±10mm。
内径余量:c·f=17×1.5=25.5≈26mm,
公差:±7×1.3=±9.1≈±9mm。
求得的锻件尺寸为:
D0=(280+26)±9=306±9mm,
H0=(380+30)±10=410±10mm,
d0=(260-26)±9=234±9mm。
表12-17 套筒类自由锻件机械加工余量与公差(摘自GB/T 21470—2008) (mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。