



GB/T 21469—2008规定了锤上钢质自由锻件机械加工余量与公差的一般要求,包括术语及技术要求等内容。如图12-2a和图12-2b所示,有关锤上钢质自由锻件的术语及定义如下:
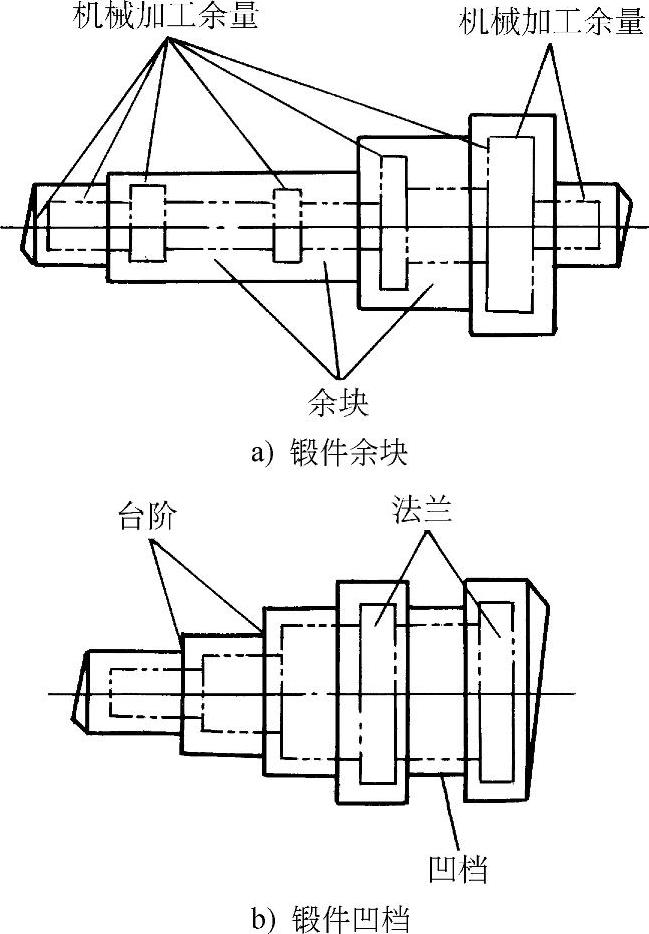
图12-2 锻件余块及凹档
(1)锻件公称尺寸:即零件尺寸加上加工余量所得的尺寸。
(2)机械加工余量:为使零件具有一定的加工尺寸和表面粗糙度,在零件表面需要加工的部分,在锻件上留有的供机械加工用的金属层。
(3)锻件公差。由于锻件的实际尺寸不可能恰好是公称尺寸,故允许存在一定限度的偏差。超过公称尺寸的称上偏差,小于公称尺寸的称下偏差,上下偏差之和的代数差的绝对值,即称为锻件公差。
(4)余块。即为简化锻件外形及锻造过程,在锻件的某些部位所加添的大于机械加工余量的金属。
(5)法兰。锻件的台阶,其长度小于本身直径的1/2,而此直径比其两端邻接的直径均大于1.5倍,则此台阶即称为法兰。
(6)凹档。即锻件某一部分的直径(或非圆形锻件的截面尺寸)小于其邻接两部分的直径(或截面尺寸)的部位。(https://www.xing528.com)
在零件图的基础上,加上机械加工余量、余块及其他有关留量后绘制的图样,称为锻件图。按GB/T 21469—2008《锤上钢质自由锻件机械加工余量与公差,一般要求》的规定,锻件图的锻件外形用粗实线表示,零件的轮廓线用双点划线表示;锻件的公称尺寸和公差标注在尺寸线上面,零件的尺寸标注在尺寸线下面的括号内,如图12-3所示。
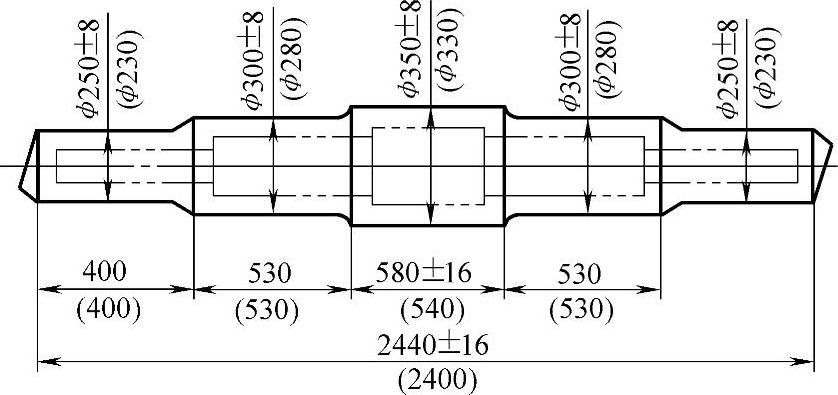
图12-3 锻件图示例
GB/T 21469—2008规定的机械加工余量与公差分为两个等级:F级和E级。F级用于一般精度要求的锻件;E级用于较高精度要求的锻件,E级常需要特殊的工具和增加锻造加工费用,因此适用于较大批量的锻件生产。
自由锻件的形状与位置公差如无特殊要求时,均不得大于新标准规定的公差值。
GB/T 21469—2008规定的机械加工余量与公差适用于轧材锻造的锻件。采用钢锭锻造时,余量与上偏差(内孔和凹档为下偏差)允许按本标准的数值增加50%(不适用于轴类件外径机械加工余量与公差值的确定)。
GB/T 21469—2008规定的余量不包括机械加工夹头、热处理夹头、理化检验用料及最终热处理(调质等)要求粗加工的余量。这些余量应按需方要求另外增加。
轴类零件(包括光轴、台阶轴和曲轴),锻件的长度尺寸可按2去3入、7退9进的原则,将尾数化整为0和5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。