



机床丝杠等传动精度要求高的部位,采用GB/T 5796.1~4—1986规定的梯形螺纹,不能满足高精度传动的要求。JB/T 2886—2008《机床梯形螺纹丝杠、螺母技术条件》适用于机床行业的需要。JB/T 2886—2008中关于丝杠、螺母的牙型、直径与螺距系列,基本尺寸均按GB/T 5796.1~3—2005的有关规定执行。只是对于梯形螺纹的公差另行规定,以满足机床丝杠精密传动的要求。机床丝杠和螺母分为7个精度等级,用3、4、5、6、7、8、9数字表示,9级精度最低,依次提高,3级精度最高。
(1)丝杠螺纹的螺旋线轴向公差 丝杠螺纹螺旋线轴向实际测量值相对于理论值允许的变动量,称为螺旋线轴向公差。标准对于丝杠螺纹的螺旋线轴向公差只规定3、4、5、6共4个精度等级。螺旋线轴向公差值见表5-60。
(2)丝杠螺纹的螺距公差和螺距累积公差规定了7、8、9级精度,螺距公差是指螺距实际尺寸相对于公称尺寸的允许变动量。螺距累积公差是指在规定螺纹长度内,螺纹牙型任意两同侧表面间的轴向实际尺寸,相对公称尺寸允许的变动量。其公差值见表5-61。
(3)丝杠梯形螺纹有效长度上中径尺寸的一致性公差是为了保证丝杠螺纹在有效长度上满足传动精度的要求,其公差值见表5-62。丝杠有效长度(lu)是指螺纹总长度(l)减去螺纹两端不可用的长度,这不可用的长度称为丝杠螺纹余程(le),即:lu=l-2le(单位均为mm)。丝杠螺纹余程的数值为:螺距P为2、3、4、5、6、8、10、12、16、20,余程le分别为:10、12、16、20、24、32、40、45、50、60。
(4)丝杠梯形螺纹的径向圆跳动公差,见表5-63。
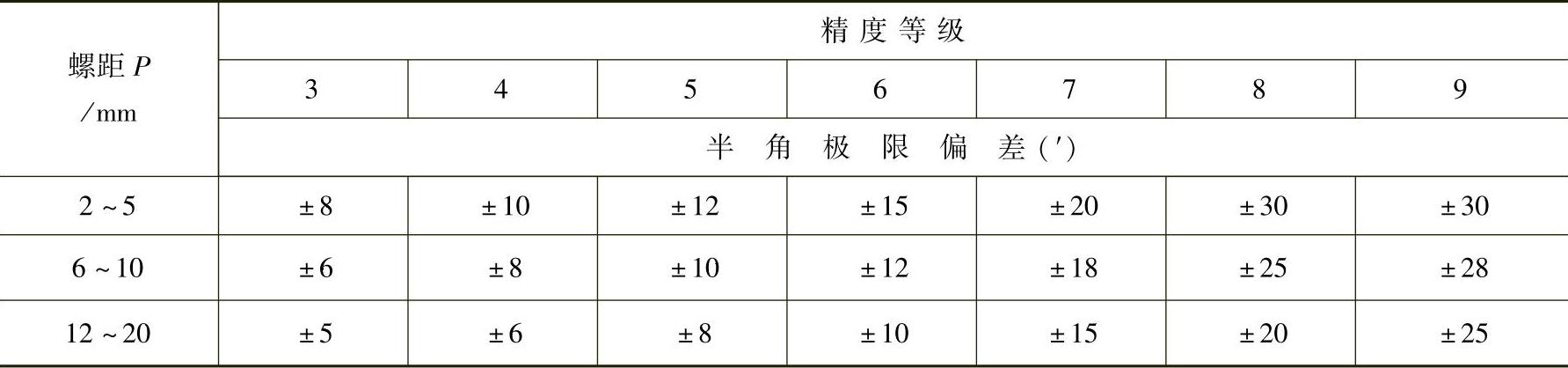
(5)丝杠螺纹牙型半角的极限偏差只规定了3、4、5、6、7、8共6个精度,其数值见表5-64。9级精度标准不予规定。螺母的螺距及牙型半角误差,由相应的中径公差加以控制。
(6)丝杠梯形螺纹大径、中径、小径的极限偏差以及螺母的大径、小径的极限偏差,见表5-65和表5-66。
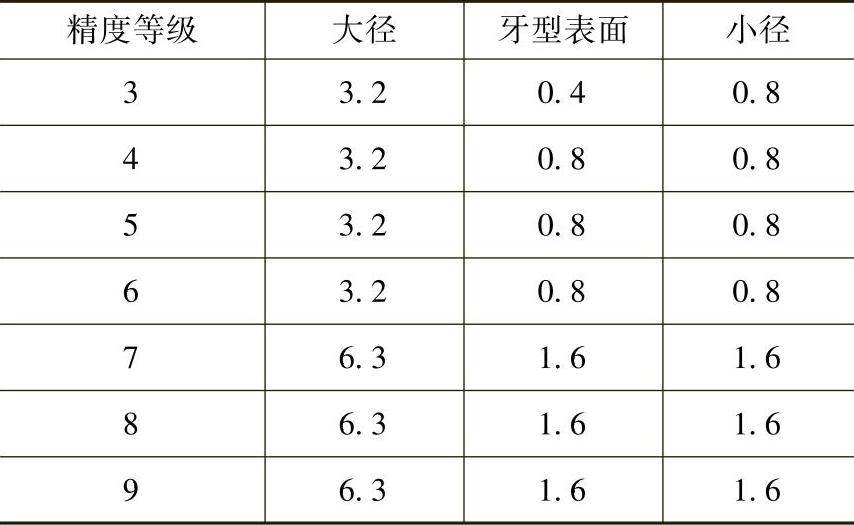
(7)非配作螺母的中径极限偏差见表5-67;丝杠和螺母的表面粗糙度Ra见表5-68和表5-69。
(8)标注示例 机床丝杠和螺母产品的标志,由产品代号(T)、尺寸规格及精度等级组成。如公称直径55mm、螺距12mm、精度6级的右旋螺纹,标志为:T55×12-6,如为右旋标注为:T55×12LH-6。
表5-60 丝杠梯形螺纹的螺旋线轴向公差(摘自JB/T 2886—2008) (μm)
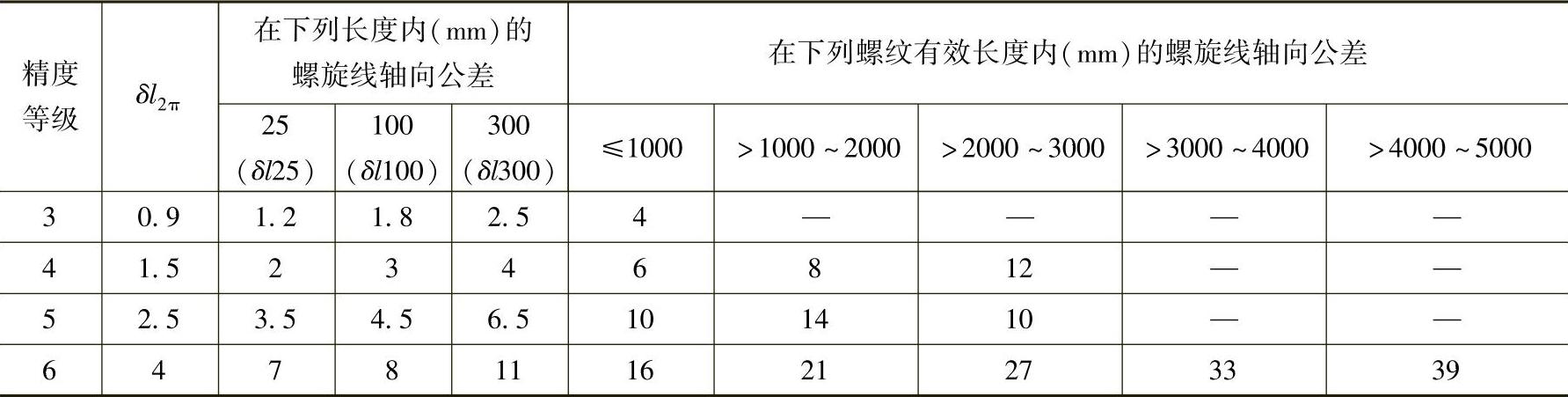
注:1.丝杠螺纹7、8、9级螺旋线轴向公差标准没有规定。
2.3、4、5、6级精度丝杠的螺旋线轴向误差用动态测量方法检测。
3.δl2π是丝杠螺纹中径线上任意一周(即2πrad)螺旋线轴向公差值。
表5-61 丝杠梯形螺纹螺距公差和螺距累积公差(摘自JB/T 2886—2008) (μm)
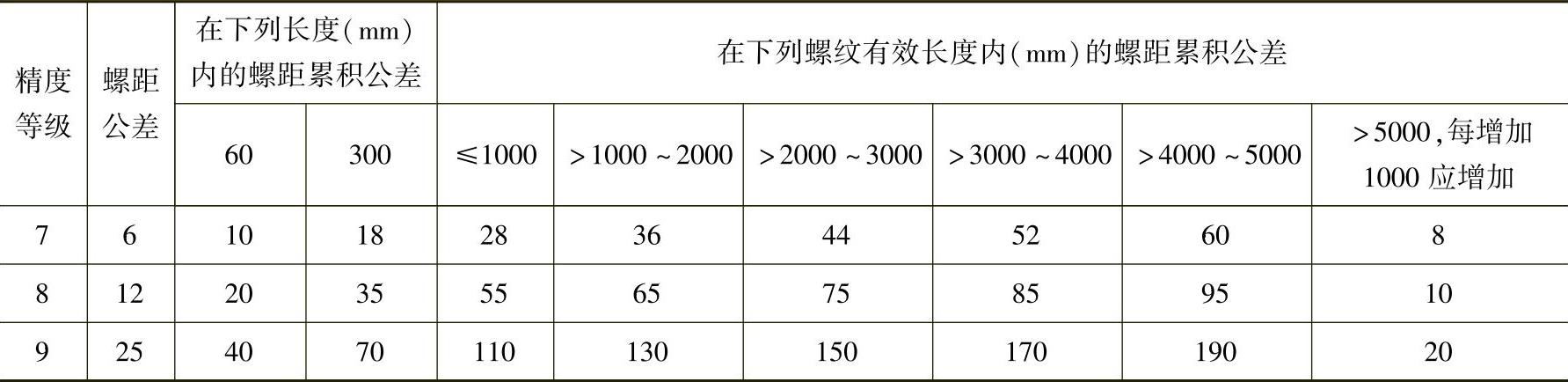
注:检测方法标准不予规定。
表5-62 丝杠梯形螺纹有效长度上中径尺寸的一致性公差(摘自JB/T 2886—2008) (μm)
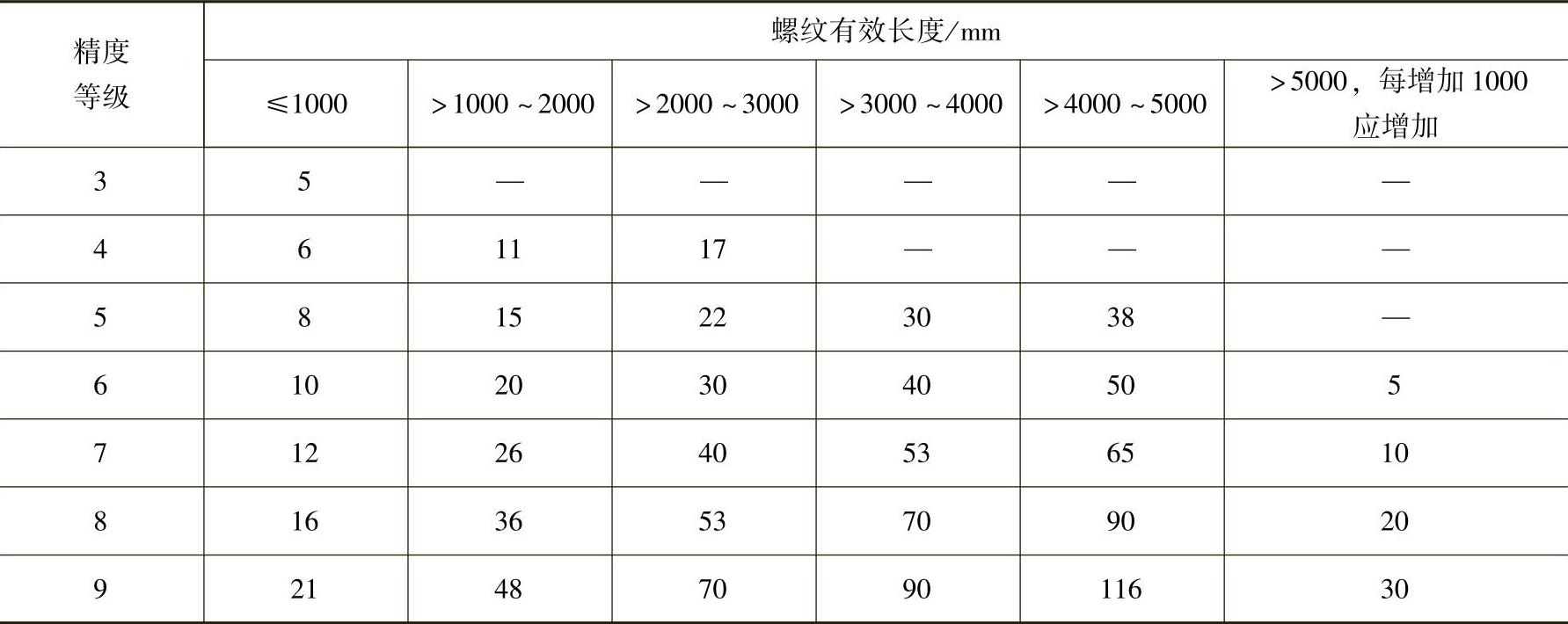
注:用公法线千分尺和量针在丝杠同一轴向截面内测量。
表5-63 丝杠梯形螺纹大径对螺纹轴线的径向跳动公差(摘自JB/T 2886—2008) (μm)(https://www.xing528.com)
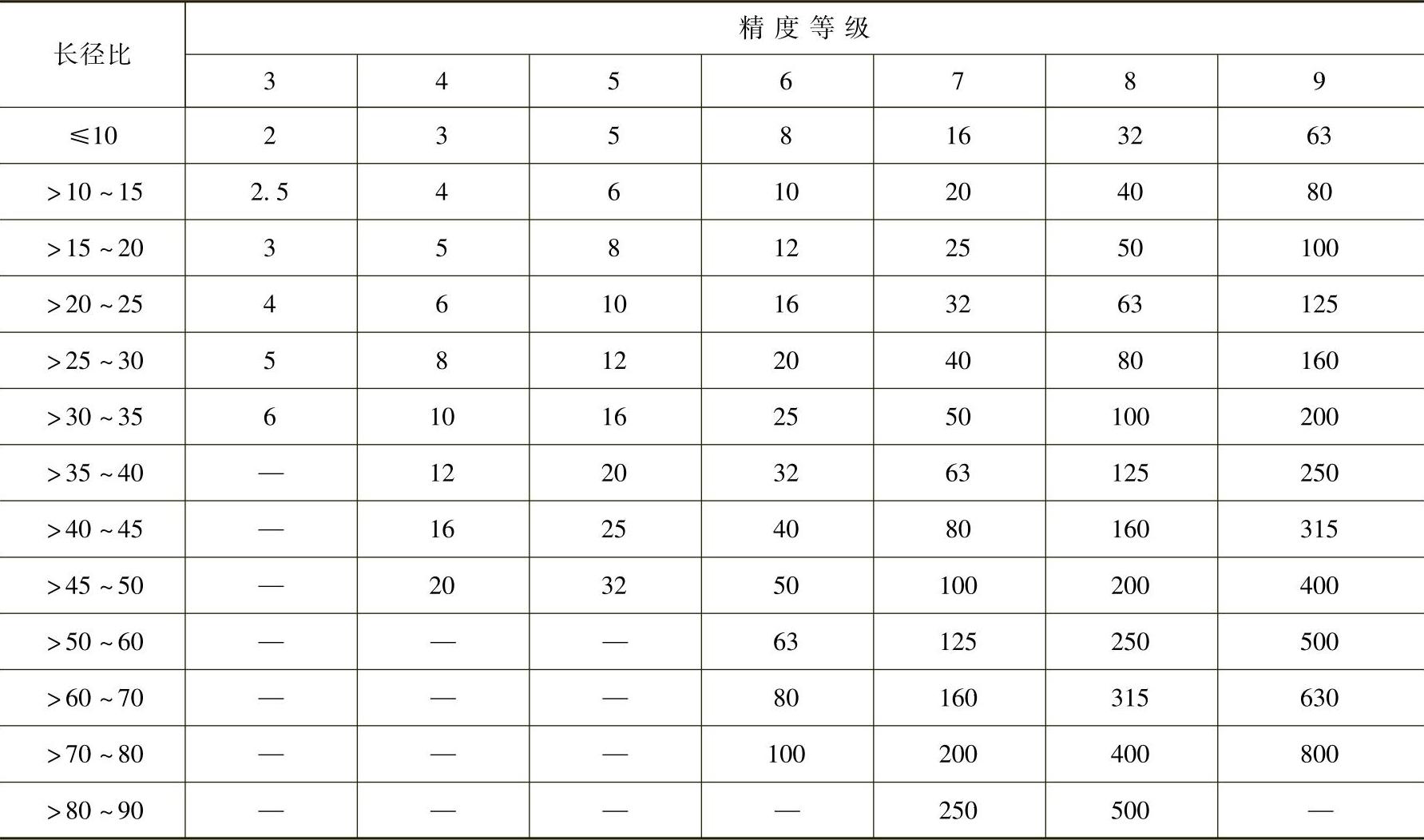
注:1.长径比指丝杠全长与螺纹公称直径之比。
2.用顶尖顶住丝杠,用千分表对丝杠螺纹大径进行测量径向跳动。表5-64 丝杠梯形螺纹牙型半角极限偏差(摘自JB/T 2886—2008)
注:1.长径比指丝杠全长与螺纹公称直径之比。
2.用顶尖顶住丝杠,用千分表对丝杠螺纹大径进行测量径向跳动。表5-64 丝杠梯形螺纹牙型半角极限偏差(摘自JB/T 2886—2008)
注:用公法线千分尺和量针在丝杠螺纹同一轴向截面内测量。
表5-65 丝杠梯形螺纹大径、中径、小径的极限偏差(摘自JB/T 2886—2008) (μm)
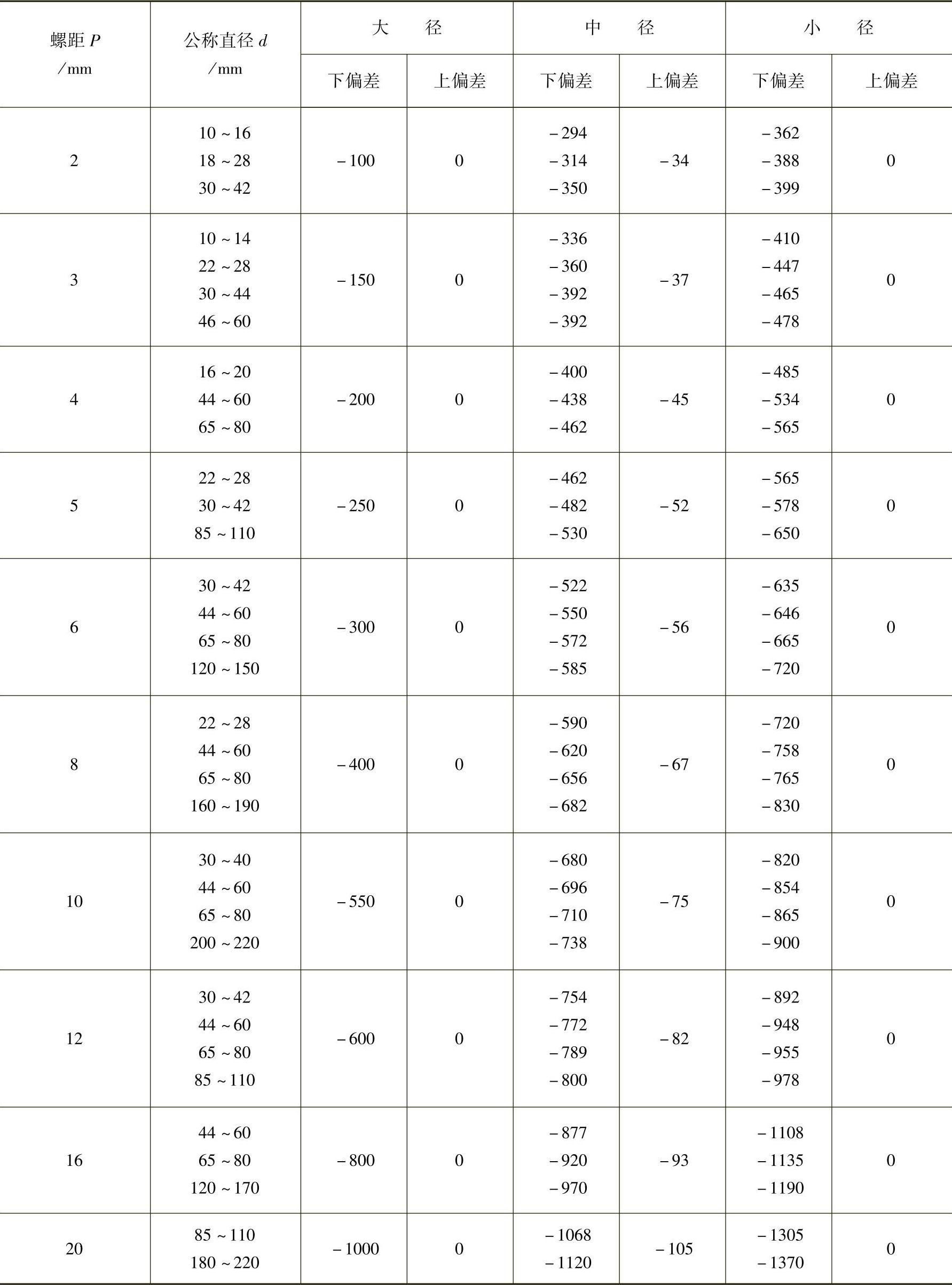
注:1.丝杠大径作工艺基准时,其尺寸公差及形状公差由工艺提出。
2.6级以上配做螺母的丝杠,中径公差按表中规定的公差带宽相对于公称尺寸的零线两侧对称分布。
表5-66 螺母梯形螺纹大径和小径的极限偏差(摘自JB/T 2886—2008) (μm)
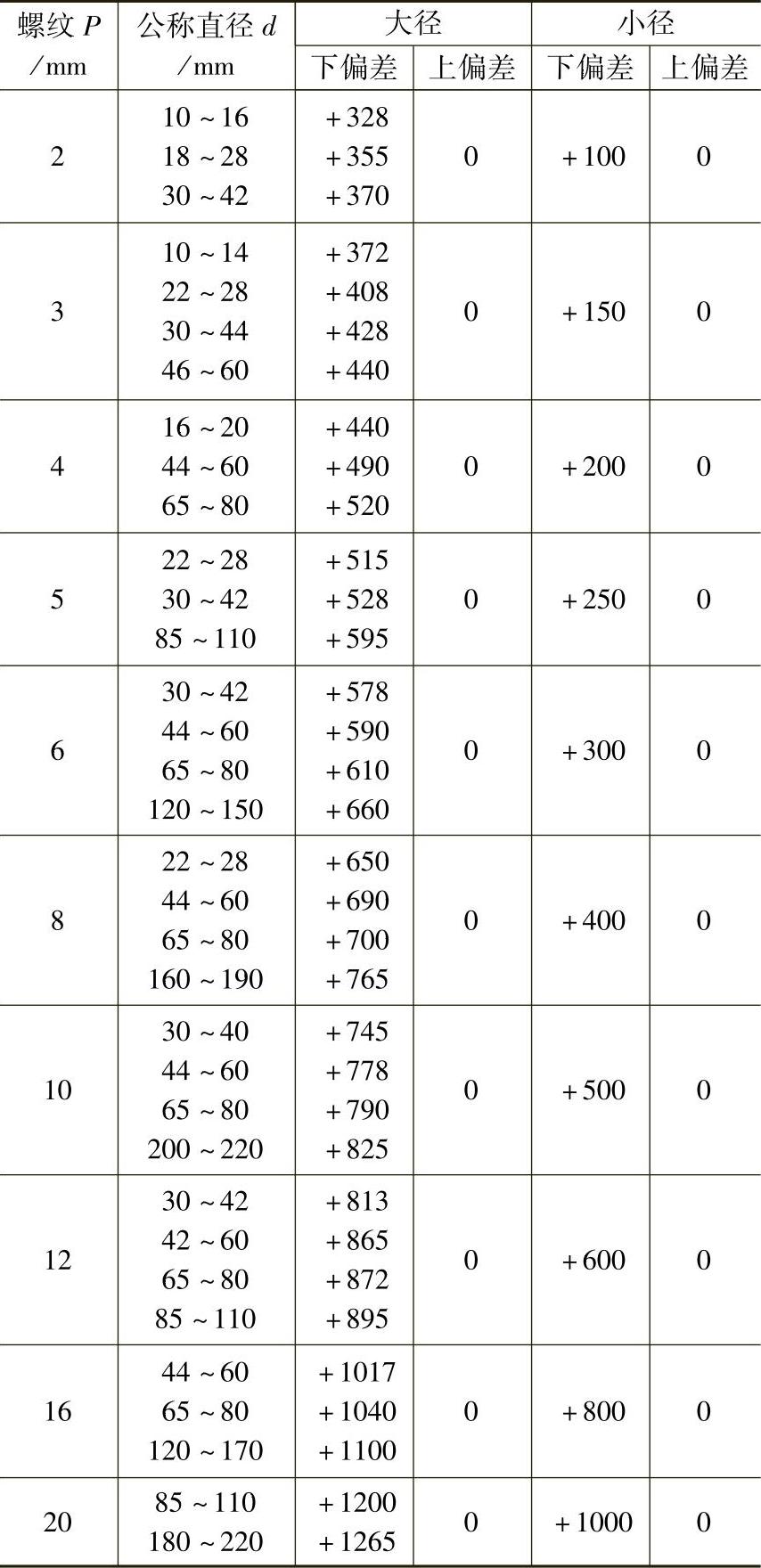
注:螺母大径或小径作工艺基准时,其尺寸公差及形状公差由工艺提出。
表5-67 非配作螺母梯形螺纹的中径极限偏差(摘自JB/T 2886—2008) (μm)
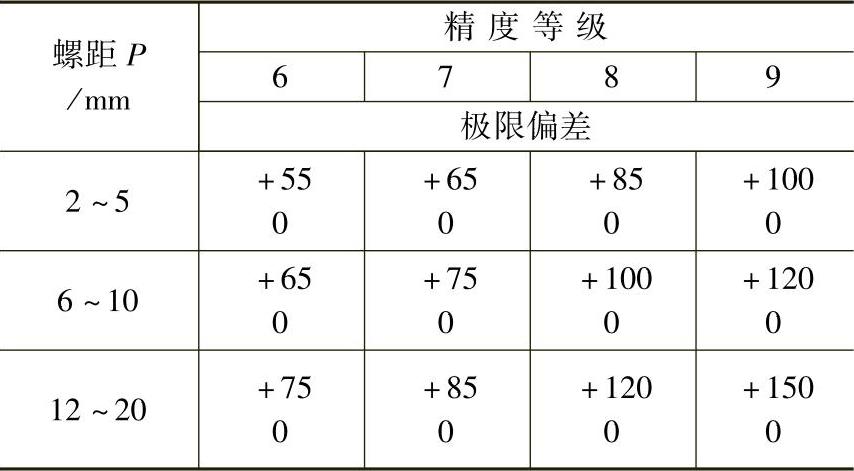
表5-68 丝杠梯形螺纹的表面粗糙度Ra值(摘自JB/T 2886—2008) (μm)
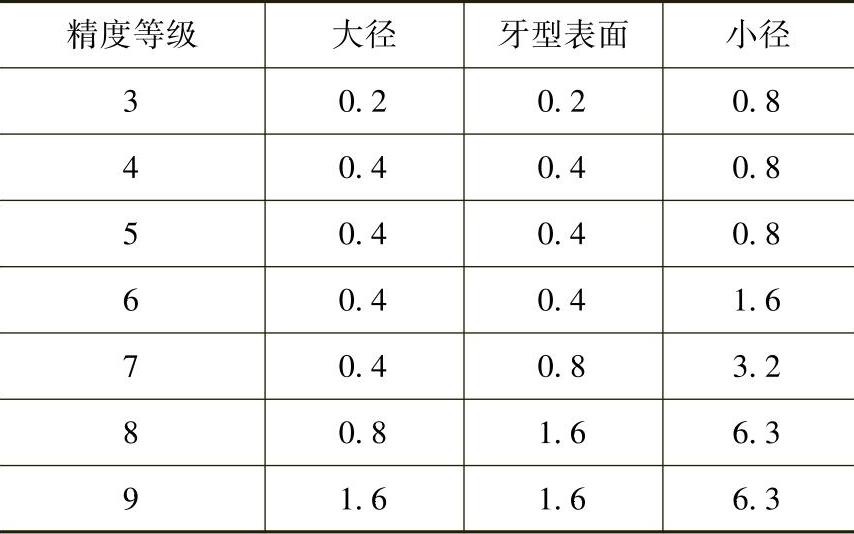
表5-69 螺母梯形螺纹表面粗糙度Ra值(摘自JB/T 2886—2008) (μm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。