



结构要求如下:
(1)为降低圆锥面过盈联结两端的应力集中,在包容件或被包容件端部可采用卸载槽、过渡圆弧等结构形式。
(2)联结件材料相同时,为避免粘着和装拆时表面被擦伤,包容件和被包容件的结合面应具有不同的表面硬度。
(3)为便于装拆,在包容件结合面的两端加工成15°倒角,或在被包容件两端加工成过渡圆槽。
(4)进油孔和进油环槽可以设在包容件上,也可设在被包容件上,应以结构设计允许和装拆方便为准。进油环槽应放在大约位于包容件的重心处,但不应离两端太近,以免影响密封性。
(5)进油环槽的边缘必须倒圆,以免影响结合面压力油的挤出。
(6)为使油压分布均匀,并能迅速建立油压和释放油压,包容件或被包容件结合面应刻有排油槽:如图4-15所示,在被包容件的结合面上,沿轴向刻有4~8条均匀分布的细刻线;如图4-16所示,也可在包容件的结合面上,刻一条螺旋形的细刻线。
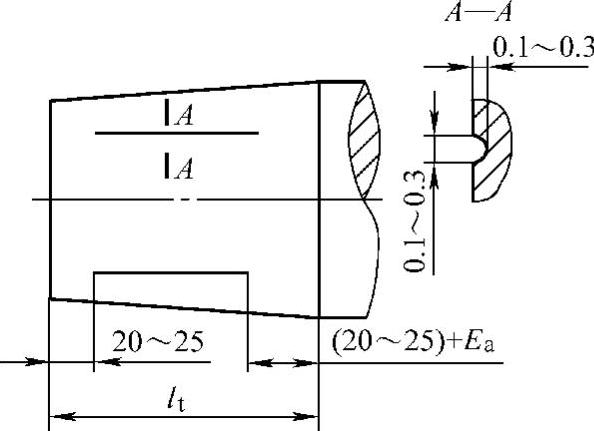
图4-15 被包容件上细刻线
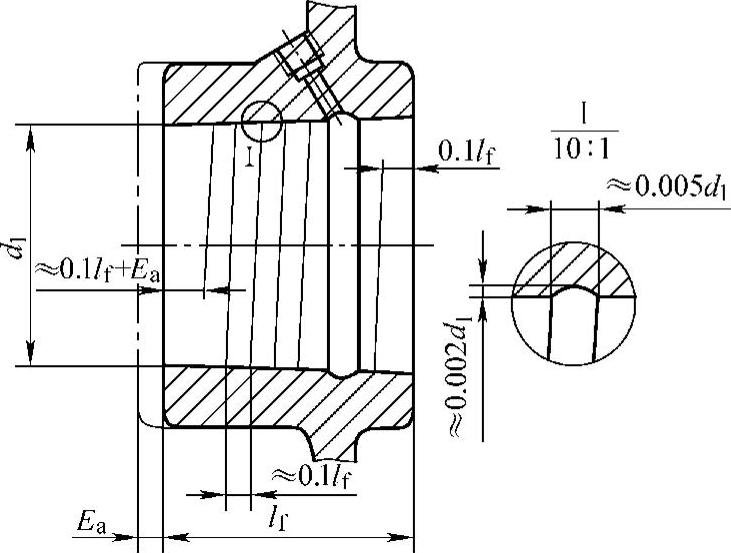
图4-16 包容件上细刻线(https://www.xing528.com)
(7)需多次装拆或大尺寸的圆锥面过盈联结,应采用中间套。中间套一般采用45优质碳素结构钢,并经调质处理,其硬度为241~286HBW。
(8)经多次装拆的圆锥过盈联结,由于表面压平过盈量减小,其设计压入行程应比计算值加大0.5~1mm。
结合面的要求如下:
①包容件结合面最大圆锥直径公差的精度按IT6或IT7选取;被包容件结合面最大圆锥直径公差按IT5或IT6选取。
②表面粗糙度:对于圆锥面dm≤180mm时Ra≤0.8μm;dm>180mm时Ra≤1.6μm;对于圆柱面,Ra≤1.6μm。
③圆锥结合面的接触率应不低于80%。
油压装拆的要求如下:
(1)通常使用的矿物油,推荐在50℃时的运动粘度为30~45mm2/s。油应清洁,不得含有杂质和污物。
(2)圆锥过盈联结件装配时,应先将结合面擦净,并涂以润滑油。将联结件装在一起,用手推移包容件,直至推不动为止,以此状态下的位置为压入行程的起点。压装开始时,轴向压力不可过大,以后随着油压的加大而逐步提高,但不可超过最大轴向压力。压装之后,轴向压力应继续保持15~30min,以免包容件脱出。压装后应放置3h,才可承受负荷。压装速度一般为2~5mm/s。
(3)圆锥过盈联结件拆卸时,高压油应缓慢注入,需5~10min才可将套脱开。拆卸时油压一般不超过规定值。当拆卸困难时,可适当提高油压,但最大不得超过规定值的10%。锥度大的圆锥过盈联结件,在油压下脱开时有自卸能力,故必须采取措施,以防止包容件自动弹出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。