



GB/T 14234—1993《塑料件表面粗糙度》适用于电子、航空、航天、仪器仪表等产品用塑料件表面粗糙度,其他产品用塑料件表面粗糙度也可以参照应用。
GB/T 14234—1993所使用的术语如轮廓算术平均偏差Ra、轮廓微观不平度十点高度Rz、轮廓最大高度Ry、取样长度l、评定长度ln、轮廓微观不平度平均间距Sm、轮廓的单峰平均间距S、轮廓支承长度率tp、轮廓水平截距C等均符合GB/T 3505—1983表面粗糙度术语 表面及其参数的规定。由于GB/T 3505—1983已被GB/T 3505—2009所替代,参数及代号均有变化,应注意对照。GB/T 3505—2009的有关术语及定义,参见表3-1和表3-2。
塑料件表面粗糙度参数应根据需要从轮廓算术平均偏差Ra、轮廓微观不平度十点高度Rz、轮廓最大高度Ry3个参数中选取一个或两个表面粗糙度参数,GB/T 14234—1993推荐优先选用Ra,Ra、Rz、Ry的数值见表3-21和表3-22。GB/T 14234在附录中规定了附加的评定表面粗糙度参数为:轮廓微观不平度的平均间距Sm、轮廓的单峰平均间距S和轮廓支承长度率tp。Sm和S的数值为:0.0125mm、0.025mm、0.050mm、0.100mm、0.20mm、0.40mm、0.80mm、1.60mm。
轮廓支承长度率tp:10%、15%、20%、25%、30%、40%、50%、60%。
取样长度l应从0.08mm、0.25mm、0.8mm、2.5mm和8mm数值中选取;评定长度ln=5l。
根据表面的功能和质量要求给定表面粗糙度,规定表面粗糙度要求时,必须给出表面粗糙度参数值和测定时的取样长度两项基本要求。必要时,还可规定加工纹理、加工方法、加工顺序等要求。表面粗糙度的参数值是指在垂直于几何表面的截面上获得。如沿表面的截面方向与高度参数最大值方向一致时,则不规定测量截面的方向,否则应当在图样上标出。
表3-21 塑料件表面粗糙度Ra数值(摘自GB/T 14234—1993) (μm)
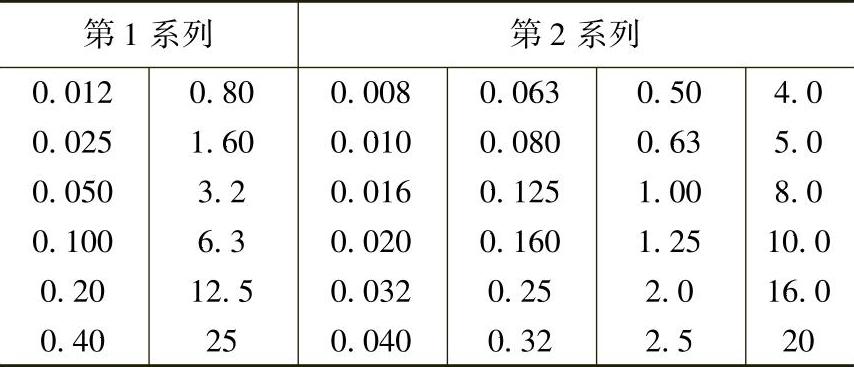
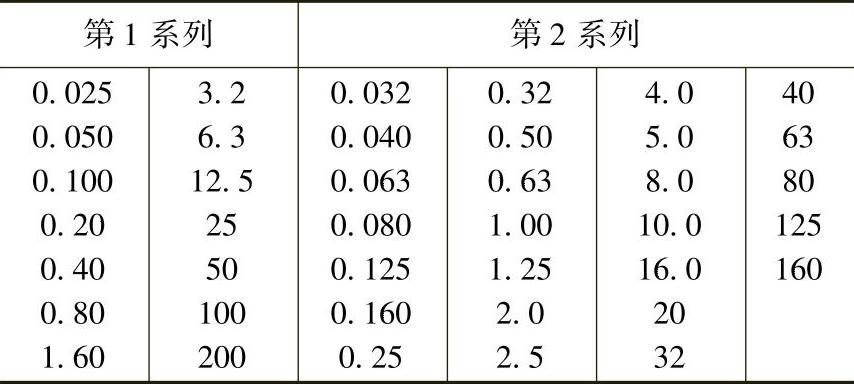
表3-22 塑料件表面粗糙度Rz和Ry数值(摘自GB/T 14234—1993) (μm)(https://www.xing528.com)
如果按表面的功能和质量要求不需要给定表面粗糙度,则可以不规定,也不需检查。
塑料件表面粗糙度的标注方法按GB/T 131的规定。
不同加工方法和不同材料所能达到的塑料表面粗糙度见表3-23。
表3-23 不同加工方法和不同材料所能达到的表面粗糙度(摘自GB/T 14234—1993)
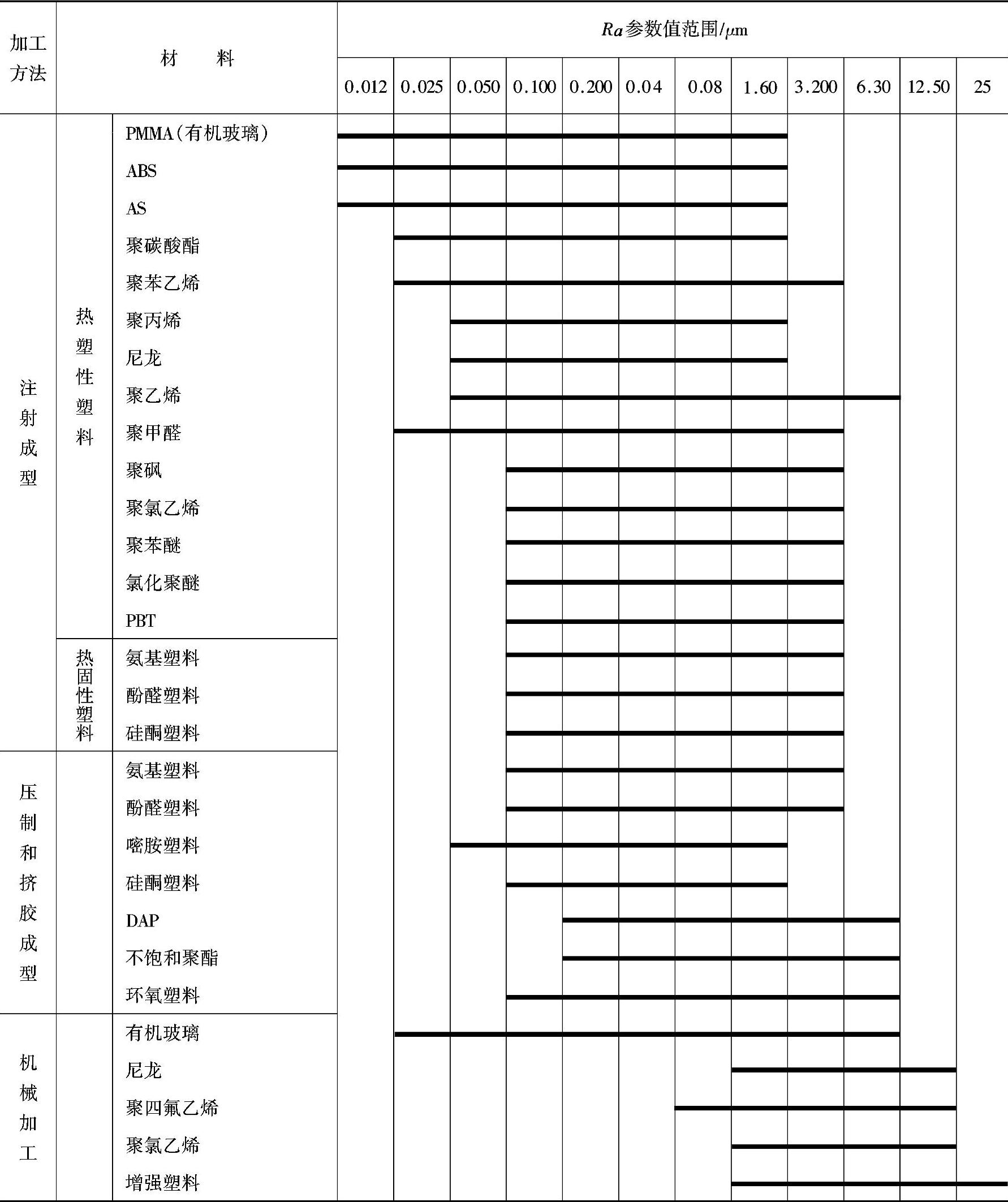
注:1.模塑增强塑料件Ra数值应相应增大两个档次。
2.粗线表示可达到的参数值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。