



GB/T 12472—2003木制件表面粗糙度及其数值,适用于木制件未经涂饰处理表面的表面粗糙度评定,也适用于采用单板、复面板木质基材、胶合板、木质刨花板、木质层压板、中密度纤维板等制成的制件未经涂饰处理表面的表面粗糙度评定。
木制件表面粗糙度、取样长度、评定长度、中线制、轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz、单个微观不平度、轮廓微观不平度的平均间距RSm等名词术语定义,按GB/T 3505—2000表面粗糙度术语、表面及其参数,但是GB/T 3505—2000已被GB/T 3505—2009代替,参数及代号均有变化,应注意对照,GB/T 3505—2009有关术语定义见表3-1和表3-2。
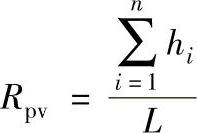
评定木制件表面粗糙度的参数Rpv,称为单个微观不平度高度和在测量长度上的平均值。Rpv参数能够减小木材导管被剖切形成构造不平度对测量结果的影响。Rpv系指在给定测量长度L内各单个微观不平度的高度hi之和除以该测量长度,单位为μm/mm,见图3-2,Rpv的计算公式为:
GB/T 12472—2003优先推荐采用参数Ra、Rz,RSm可作为附加的评定参数,Rpv主要适用于有较粗管孔材表面粗糙度的评定。
评定木制件表面粗糙度的参数值:
轮廓算术平均偏差Ra的数值为0.8mm、1.6mm、3.2mm、6.3mm、12.5mm、25mm、50mm、100mm;
微观不平度十点高度Rz和轮廓最大高度Ry的数值为3.2mm、6.3mm、12.5mm、25mm、50mm、100mm、400mm;
轮廓微观不平度的平均间距RSm的数值为0.4mm、0.8mm、1.6mm、3.2mm、6.3mm、12.5mm:
单个微观不平度高度和在测量长度上的平均值Rpv的数值为6.3μm/mm、12.5μm/mm、25μm/mm、50μm/mm、100μm/mm,其测量长度L规定为20~200mm,一般情况选用200mm,若被测表面幅面较小或微观不平度均匀性较好时可选用20mm。
规定的取样长度数值为0.8mm、2.5mm、8mm、25mm。测量Ra、Rz和Ry时,应按表3-19选用对应的取样长度,此时取样长度值可在图样上或技术文件中省略不注。当有特殊要求时,应给出相应的取样长度,并在图样或技术文件中标出。木制件表面粗糙度的标注方法应符合GB/T 131的有关规定,见表3-36。
对于木制件表面应按其功能要求,合理选择表面粗糙度参数及其数值。表面粗糙度Ra、Rz评定木制件表面粗糙度时,一般应避开剖切导管较集中的局部表面。如果不能避开时,在评定时应除去剖切导管形成的轮廓凹坑。对于木制件表面的缺陷如节子、裂纹、纤维撕裂、木刺及表面碰伤等,均不包含在表面粗糙度的要求之内。如果需要可对表面缺陷另外进行规定和限制。
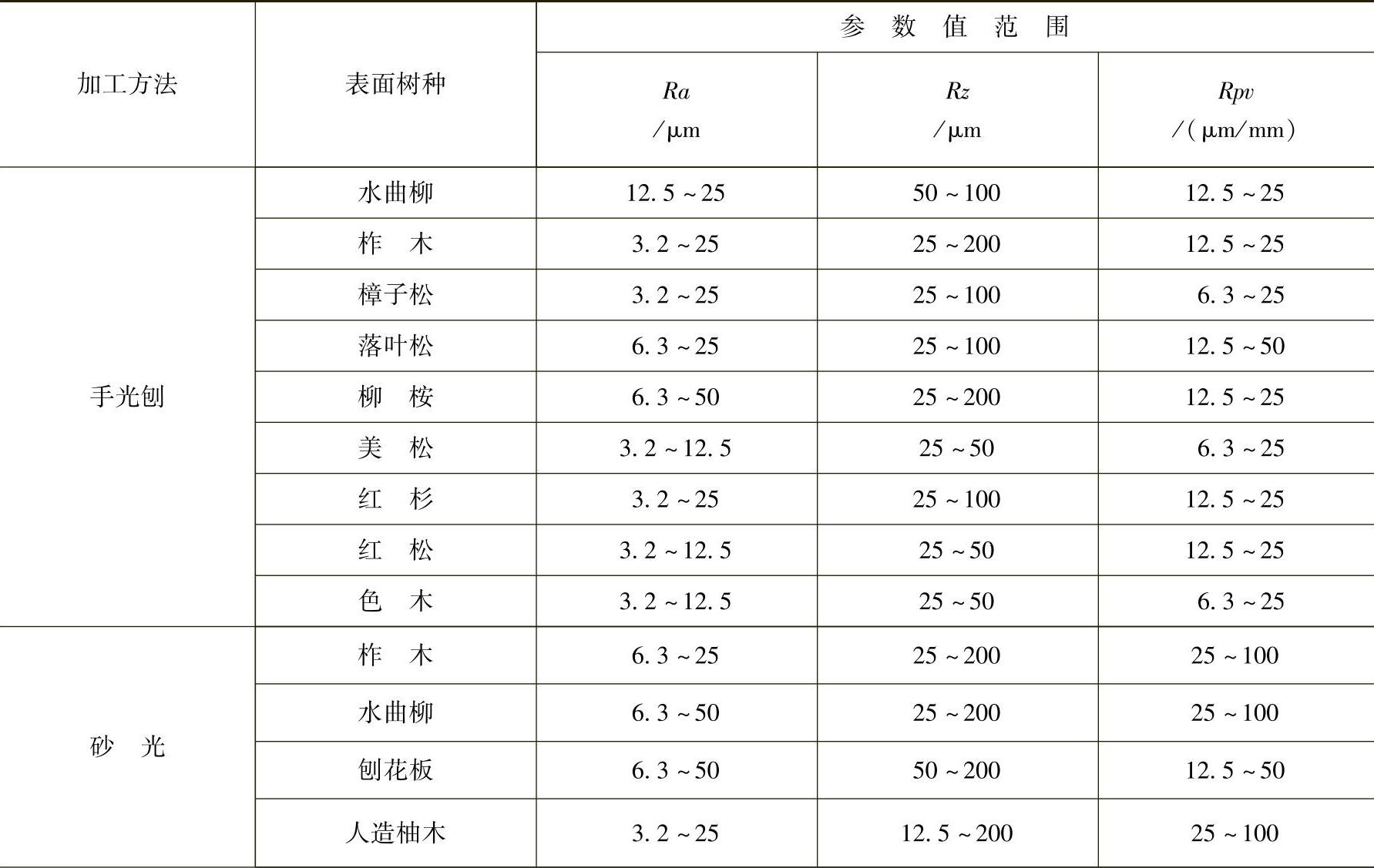
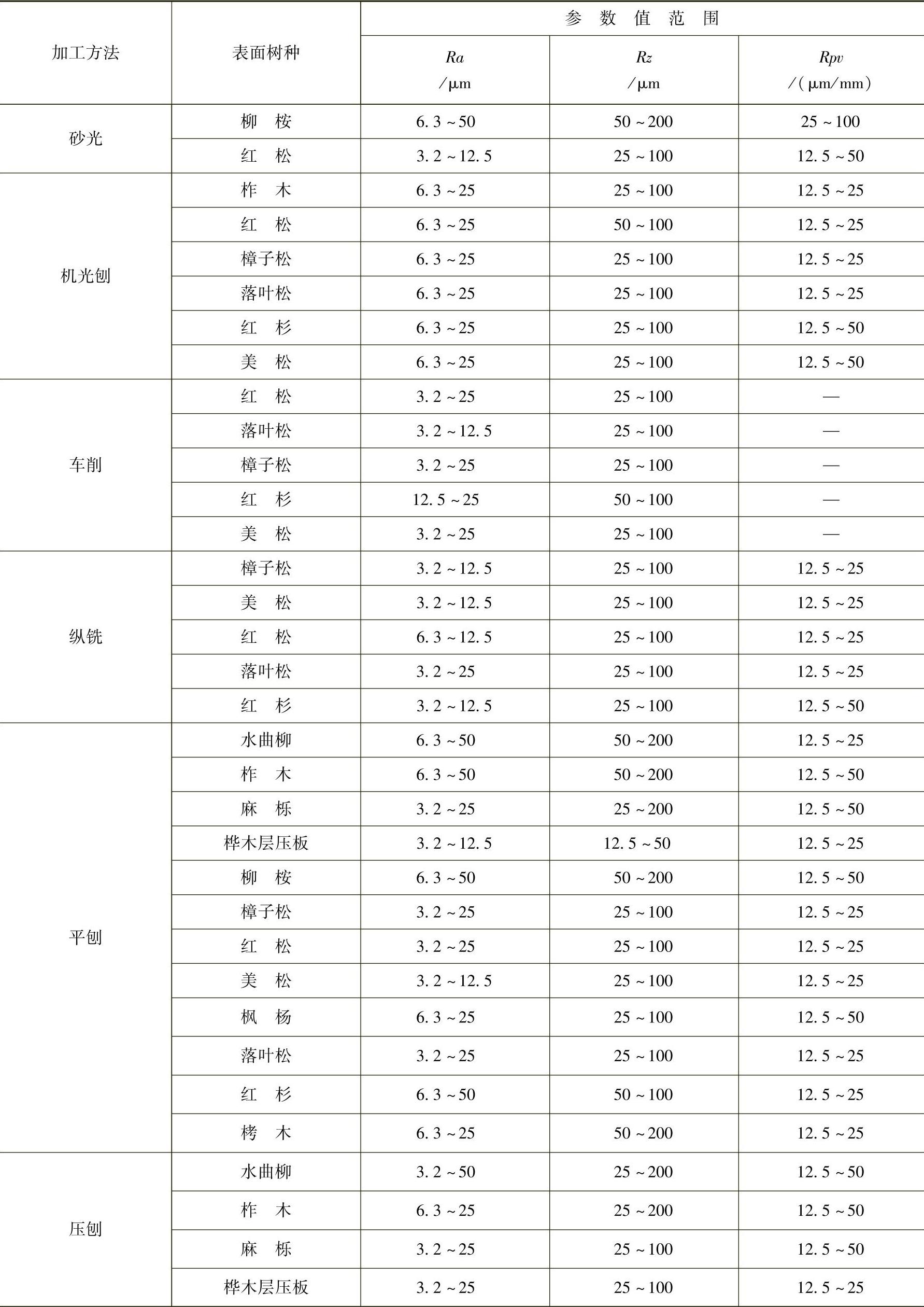
表3-20列举了不同材质采用不同加工方法可以达到的表面粗糙度参数Ra、Rz及Rpv的数值范围,可供选择木质件表面粗糙度时参考。(https://www.xing528.com)
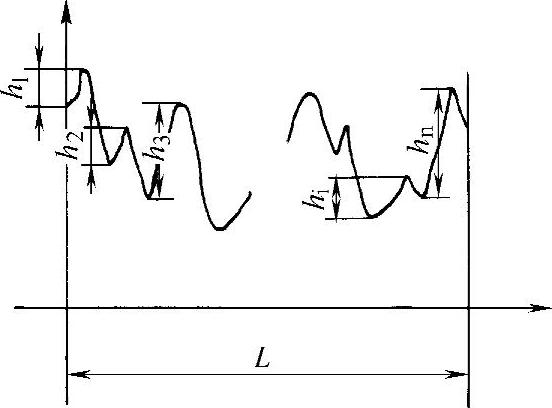
图3-2 表面粗糙度参数Rpv
表3-19 取样长度的选用(摘自GB/T 12472—2003)
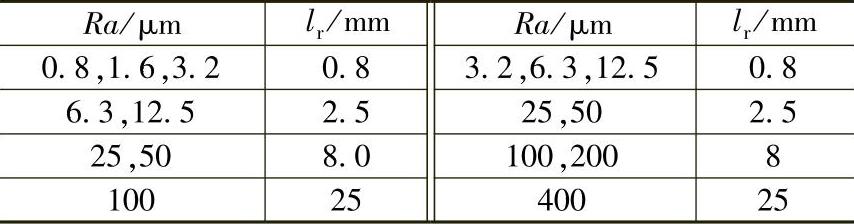
表3-20 不同加工方法不同材质可达到的粗糙度参数范围(摘自GB/T 12472—2003)
(续)
(续)

注:除砂光、机光刨光及手光刨的测量方向垂直于木材构造纹理外,其他加工方法的测量方向均平行于木材构造纹理方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。