



GB/T 12767—1991《粉末冶金制品 表面粗糙度参数及其数值》规定了粉末冶金制品(硬质合金、过滤器除外)的表面粗糙度的评定。
粉末冶金制品(如含油轴承)中的孔隙在评定表面粗糙度时,不应将表面孔隙作为表面粗糙度的一部分,应在测量时避开孔隙对表面粗糙度数值的影响。为了保证评定结果的可靠性,应在被测表面上3个或多于3个的不同部位分别进行测量,取其平均值作为最终测量结果,而每次测量一般由5个连续取样长度构成评定长度。如果各部位的测量结果相差甚大(即不同部位测量数值有100%以上的发散),可再补测几个部位,或分别给出各部位的测量结果,提供工艺部门参考。
在规定粉末冶金制品表面粗糙度要求时,按规定必须给出表面粗糙度参数值和测定时的取样长度两项基本要求,必要时亦可规定表面加工纹理、加工方法或顺序和不同区域的表面粗糙度等附加要求。
GB/T 12767采用中线制评定表面粗糙度。评定参数为轮廓算术平均偏差Ra。有关术语定义符合GB/T 3505的规定;有关代号及注法应符合GB/T 131表面粗糙度代(符)号及其注法的规定。
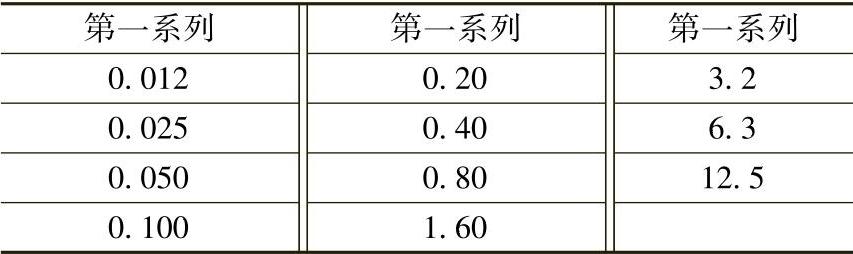
轮廓算术平均偏差Ra的数值规定见表3-17。一般优先采用表3-17中的第一系列。对粉末冶金制品Ra的数值范围一般在0.100μm≤Ra<6.3μm。
表3-17 轮廓算术平均偏差Ra数值(摘自GB/T 12767—1991) (μm)
 (https://www.xing528.com)
(https://www.xing528.com)
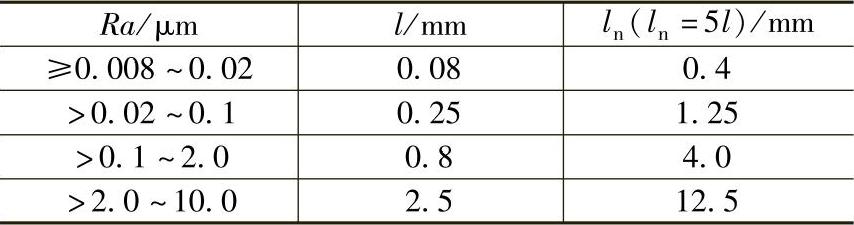
Ra的取样长度和评定长度的选用值见表3-18,粉末冶金制品一般选0.8mm。
表3-18 Ra的取样长度l与评定长度ln的选用值(摘自GB/T 12767—1991)
粉末冶金零件的表面粗糙度与模具表面的粗糙度有密切的关系。烧结成型的零件在烧结后的表面粗糙度Ra约为2.5μm(相当于▽6左右);当使用抛光后的精整模具精整时,烧结零件的侧表面粗糙度可达到Ra0.5μm。但烧结零件的端面等表面,由于精整时这些表面与模壁无明显的相对移动和挤压,因此,精整对这些表面的表面粗糙度影响很小。Fe-C合金和Fe-Cu合金烧结制品的表面粗糙度Ra为8~12.5μm,如果采用烧结加精整,则其Ra可达3~8μm。对于烧结齿轮的表面粗糙度Ra一般不低于1.6~2.5μm,精整后可达到Ra0.32μm。由于粉末粒度很细及孔隙度低,金属注射成形零件的一般表面粗糙度Ra为0.8μm。
粉末冶金模具的主要零件的表面粗糙度要求一般均较高,如成形阴模工作孔的表面粗糙度Ra可为0.012~0.20μm;上、下端面Ra为0.4~0.8μm,其他表面Ra可为1.6~3.2μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。