



量规尺寸公差带及其位置见图1-47。
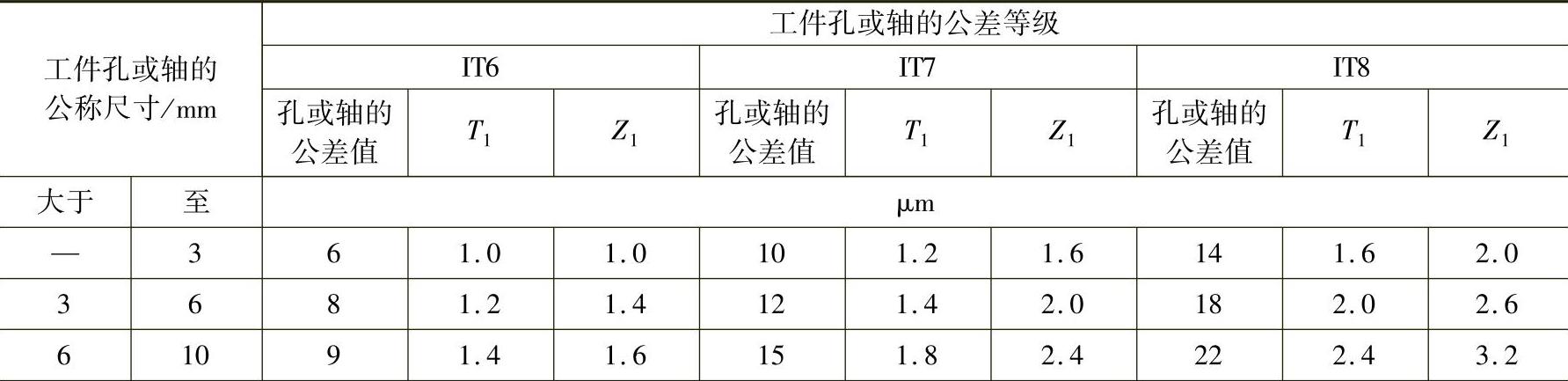
工作量规的尺寸公差值及其通端位置要素值见表1-35。量规的形状和位置误差应在其尺寸公差带内,其公差应为量规尺寸公差的50%,当量规尺寸公差小于或等于0.002mm时,其形状和位置公差为0.001mm。
量规的技术要求:
1)量规的测量面不应有锈蚀、毛刺、黑斑、划痕等明显影响外观使用质量的缺陷。其他表面不应有锈蚀和裂纹。
表1-34 量规的名称代号及使用规则(摘自GB/T 1957—2006)
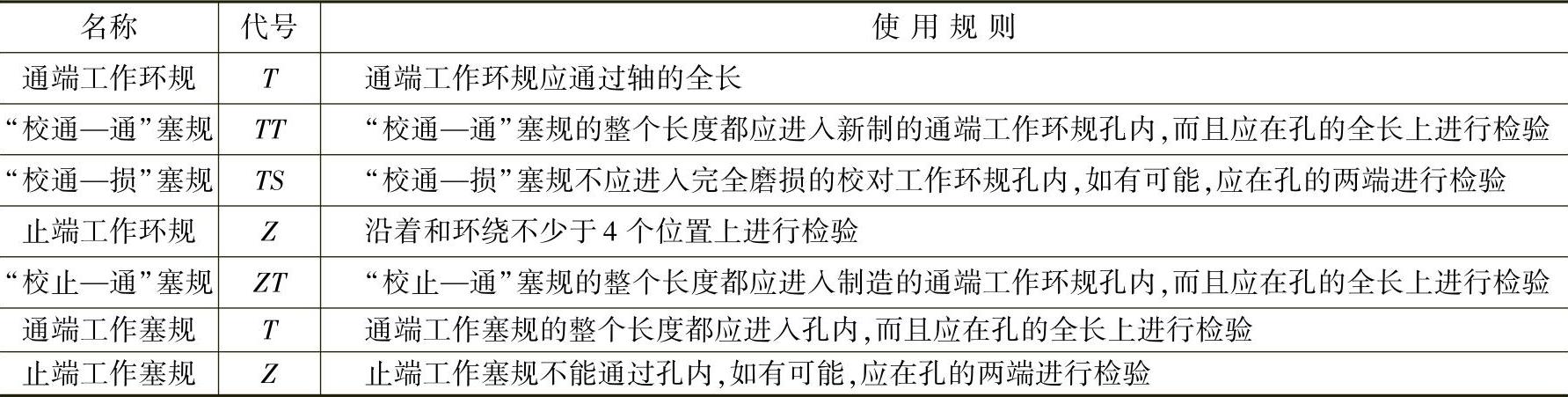
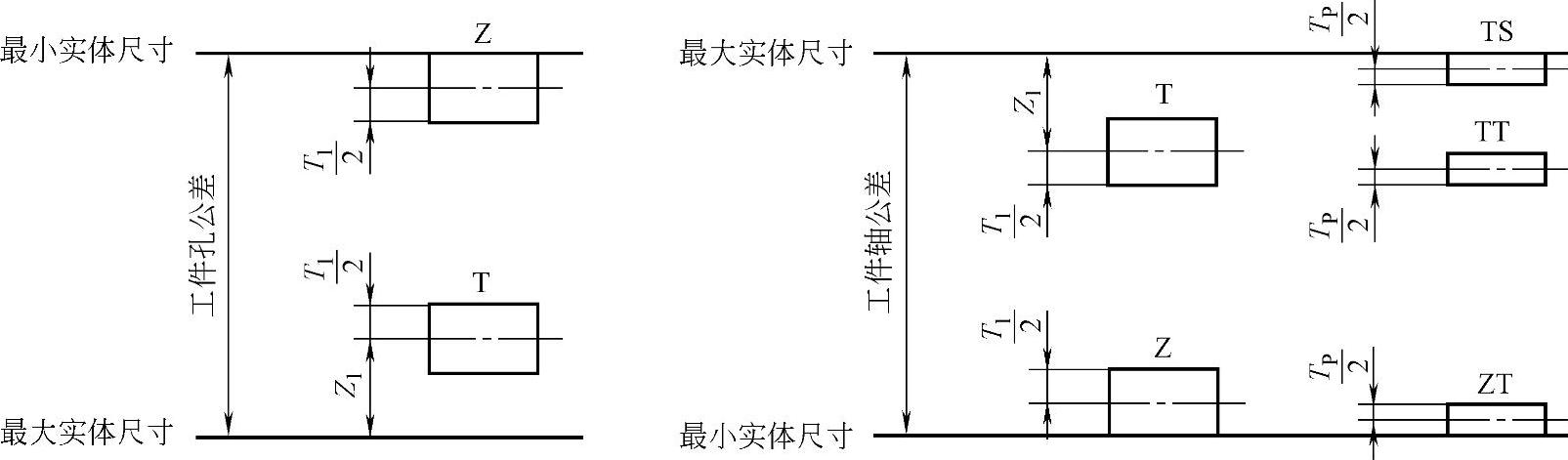
图1-47 量规公差带
T1—工作量规尺寸公差 Z1—通端工作量规尺寸公差带的中心线至工件最大实体尺寸之间的距离 TP—用于工作环规的校对塞规的尺寸公差
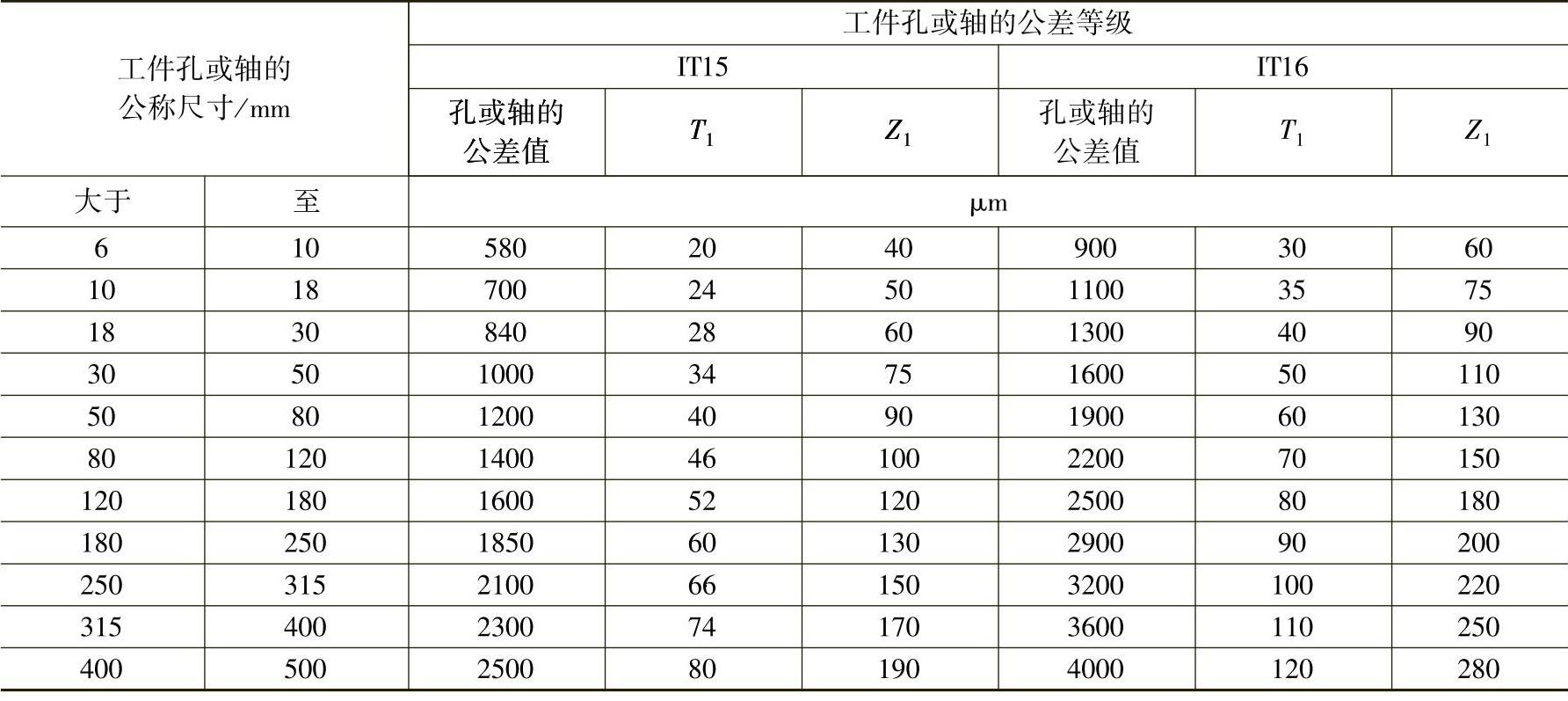
表1-35 工作量规尺寸公差值及其通端位置要素值(摘自GB/T 1957—2006)
(续)
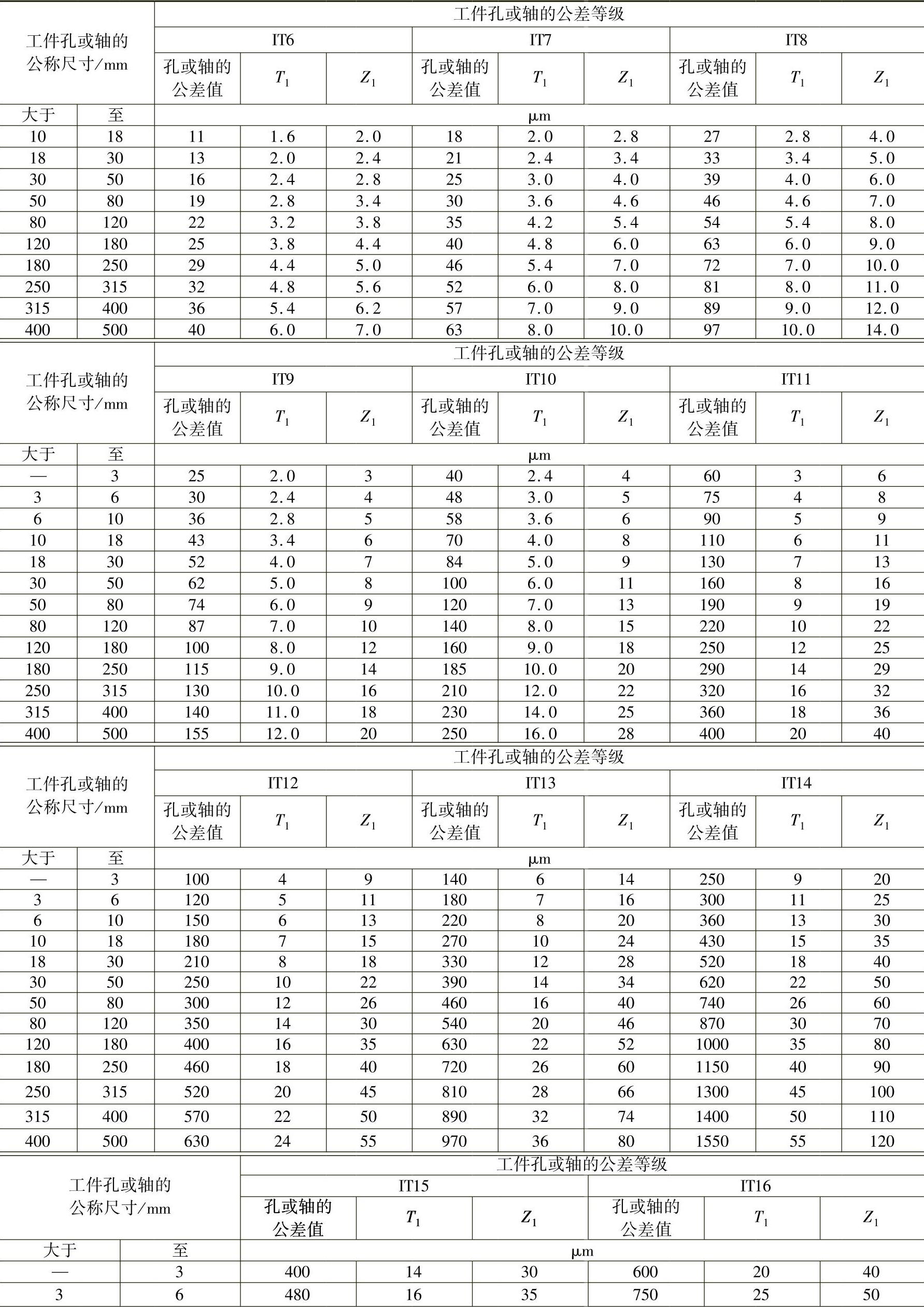
(续)
2)塞规的测头与手柄的联结应牢固可靠,在使用过程中不应松动。(https://www.xing528.com)
3)量规宜采用合金工具钢、碳素工具钢、渗碳钢及其他耐磨材料制造。
4)钢制量规测量面的硬度不应小于700HV(或60HRC)。
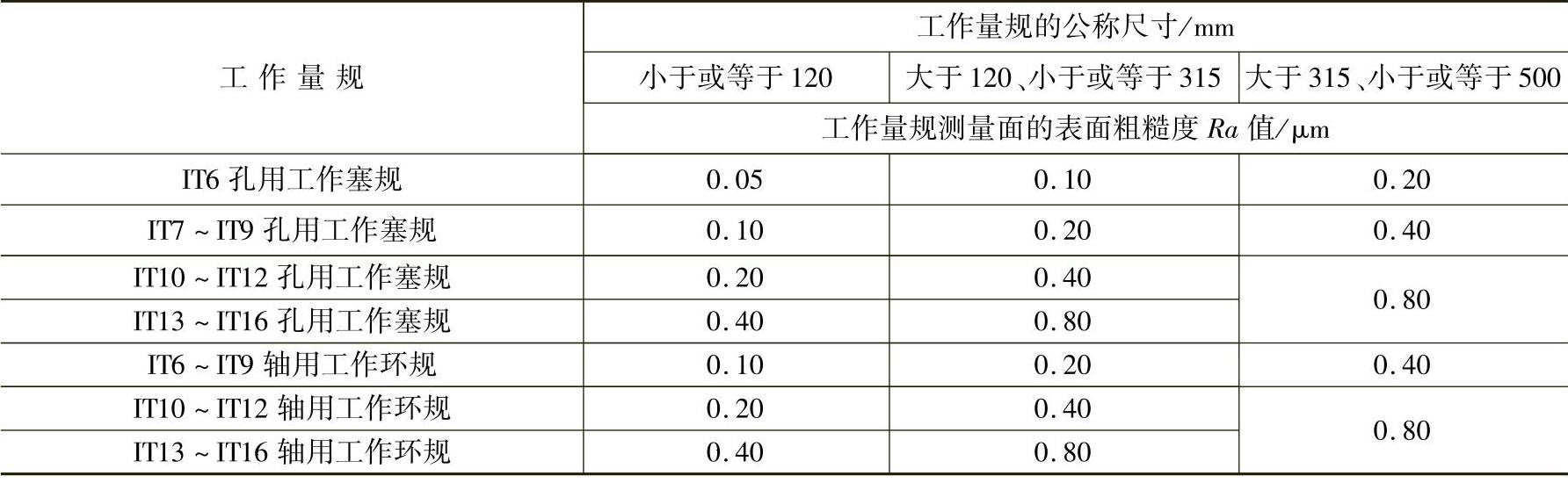
5)量规测量面的表面粗糙度Ra值不应大于表1-36的规定。
6)量规应经过稳定性处理。
表1-36 量规测量面表面粗糙度Ra值(摘自GB/T 1957—2006)
校对塞规的技术要求,是在GB/T 1957—2006资料性附录中给出的,其内容为:
(1)校对塞规尺寸公差为被校对轴用工作量规尺寸公差的1/2;校对塞规的尺寸公差中包含形状误差。
(2)校对塞规的表面外观、测头与手柄的联结程度、制造材料、测量面硬度及处理与7.2.2所述量规的技术要求的1~4、6相同。
(3)校对塞规测量面的表面粗糙度Ra值不应大于表1-37的规定。
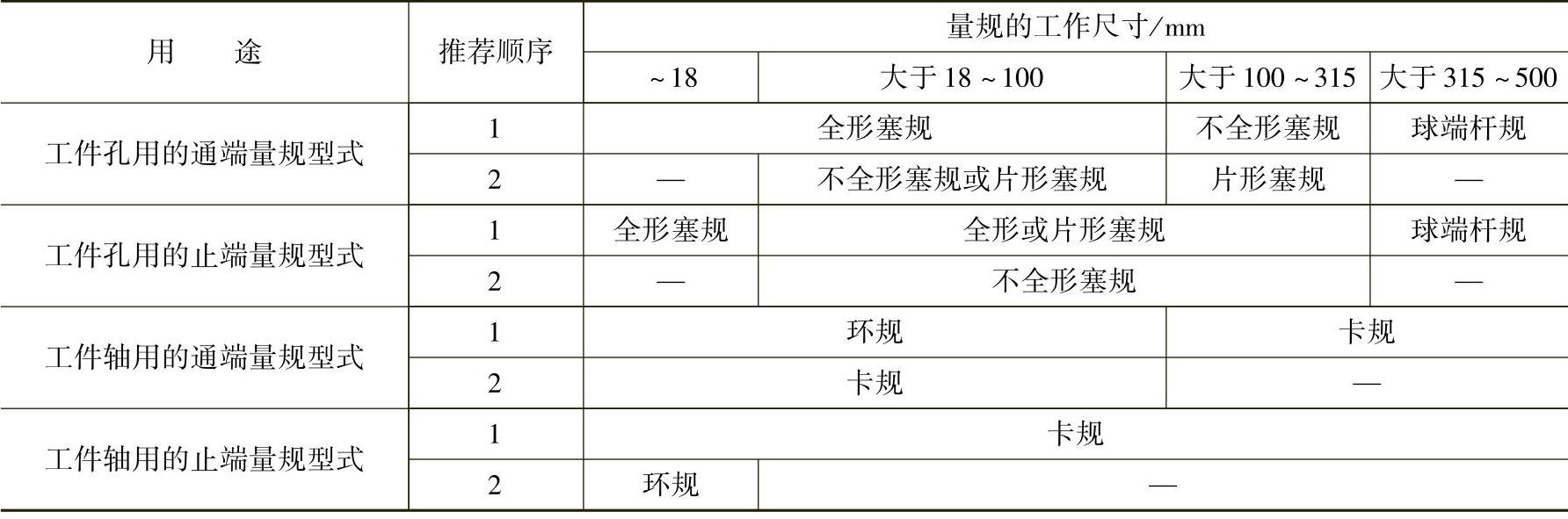
GB/T 1957—2006在资料性附录中,以推荐性资料的形式,提供了各种量规的型式以及量规应用尺寸的范围,见表1-38。
表1-37 校对塞规测量面表面粗糙度Ra值(摘自GB/T 1957—2006)

表1-38 推荐的量规型式和应用尺寸范围(摘自GB/T 1957—2006)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。