



GB/T 3177—2009在资料性附录中提供了工件形状误差引起的误收率的计算参考,在假定工艺过程只测量出工件的中间尺寸即最小二乘圆柱直径,验收时将中间尺寸与形状误差作为两个独立随机变量进行综合的条件下,对两种验收极限方式分别就其验收工件时的误收率进行分析和计算。
(1)基本概念:一般计量器具是按两点量法测量工件,测得值为实际局部尺寸。由于工件存在形状误差,某处局部尺寸合格,作用尺寸或别处局部尺寸可能超出规定尺寸极限。两点量法违反泰勒原则,存在一定误收率。
通常依靠工艺过程将形状误差控制在尺寸公差带之内。但是某些形状误差两点量法不能测量,而且最有利反映形状误差的测量部位也不易确定。现假定工艺过程只测量出工件的中间尺寸(最小二乘圆柱直径),验收时将中间尺寸与形状误差作为两个独立随机变量综合起来。
(2)计算公式
1)代号:见表1-33。
表1-33 计算公式代号

2)公式:误收作用尺寸超出最大实体尺寸的工件的误收率为
 (https://www.xing528.com)
(https://www.xing528.com)
(3)按方式B决定验收极限验收工件时的误收率:引入过程能力指数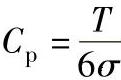 ,形状误差比
,形状误差比 。设工件尺寸遵循正态分布、尺寸增量遵循反正弦分布(决定于形状误差类型)、形状误差遵循偏态分布,误收作用尺寸超出最大实体尺寸的工件的误收率如图1-45所示。其中图1-45a为两点量法可以测量的形状误差(如凸形、凹形、偶数棱形等误差),图1-45b为两点量法不能测量的形状误差(如奇数棱形、轴线弯曲等误差)。
。设工件尺寸遵循正态分布、尺寸增量遵循反正弦分布(决定于形状误差类型)、形状误差遵循偏态分布,误收作用尺寸超出最大实体尺寸的工件的误收率如图1-45所示。其中图1-45a为两点量法可以测量的形状误差(如凸形、凹形、偶数棱形等误差),图1-45b为两点量法不能测量的形状误差(如奇数棱形、轴线弯曲等误差)。
可见,图1-45b的误收率远大于图1-45a。这说明具有奇数棱形或轴线弯曲等误差的工件,不宜用两点量法。
(4)按方式A决定验收极限验收工件时的误收率:为使P值减小,验收时适当缩小尺寸公差用于补偿形状误差,令A=0、 、
、 、
、 、
、 、
、 或A=0、
或A=0、 、
、 、
、 、
、 、
、 ,并且f=Tf。这时误收率如图1-46所示。
,并且f=Tf。这时误收率如图1-46所示。
由图1-46可见,图1-46a中当 时,P=0;图1-46b中当
时,P=0;图1-46b中当 时,P=0,说明前者内缩50%形状误差量即可避免误收;后者内缩100%形状误差量才能避免误收。
时,P=0,说明前者内缩50%形状误差量即可避免误收;后者内缩100%形状误差量才能避免误收。
图1-45 形状误差引起的误收率

图1-46 误收率P随A值增大而下降
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。