



【摘要】:检验时按验收极限对工件进行验收。验收极限方式的选择要结合尺寸功能要求及其重要程度、尺寸公差等级、测量不确定度和过程能力等因素综合考虑;有关选择方法如下:1)对遵循包容要求的尺寸、公差等级高的尺寸,其验收极限按方式A确定。表1-22 安全裕度与计量器具的测量不确定度允许值 (μm)3)对偏态分布的尺寸,其验收极限可以仅对尺寸偏向的一边按方式A确定。
验收极限是判断所检验工件尺寸是否合格的尺寸界限。检验时按验收极限对工件进行验收。
验收极限可以按照下列两种方式之一确定:
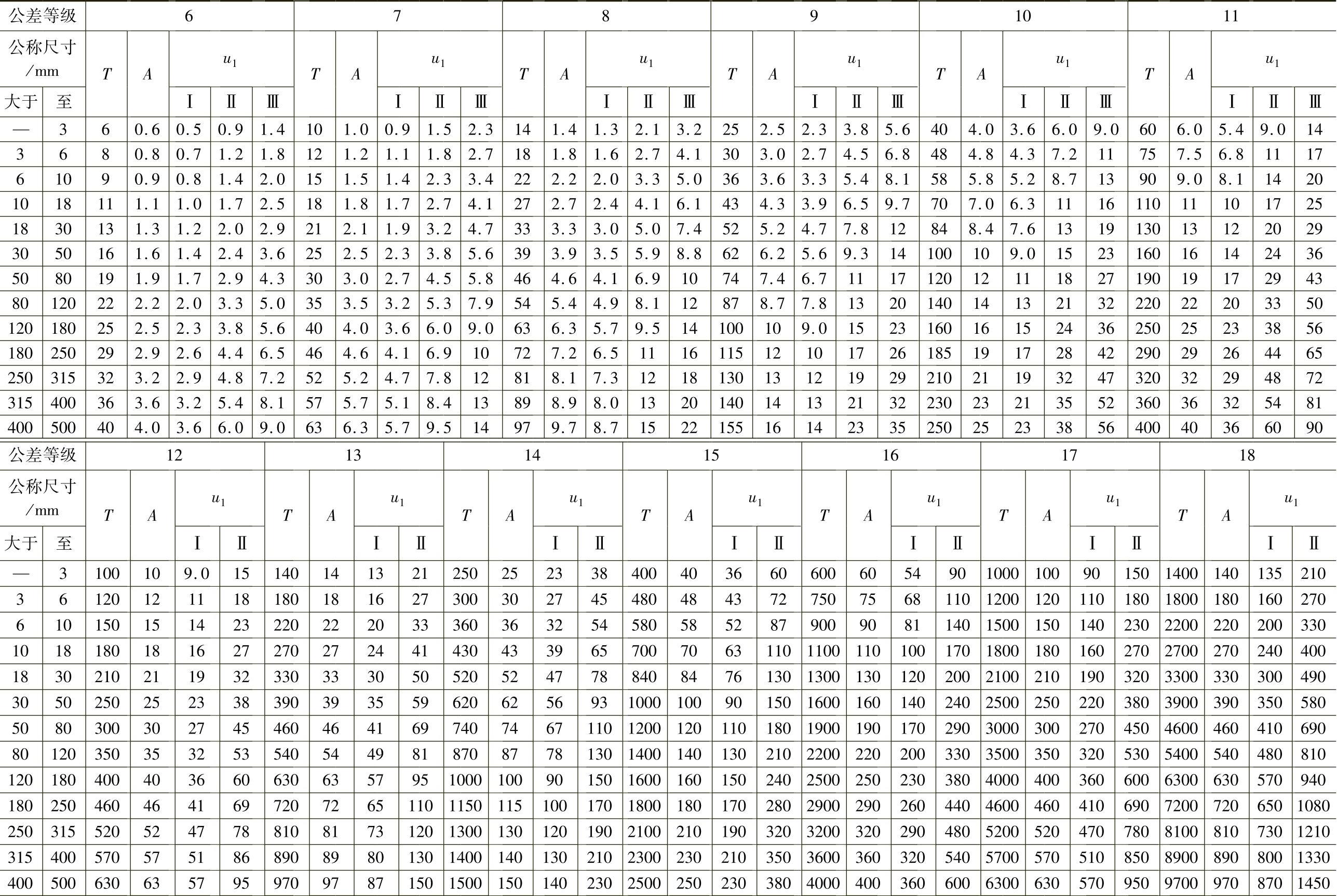
方式A(简称验收极限方式A):验收极限是从规定的最大实体尺寸(MMS)和最小实体尺寸(LMS)分别向工件公差带内移动一个安全裕度(A)来确定,如图1-35所示。A值按工件公差(T)的1/10确定,其数值在表1-22中给出。
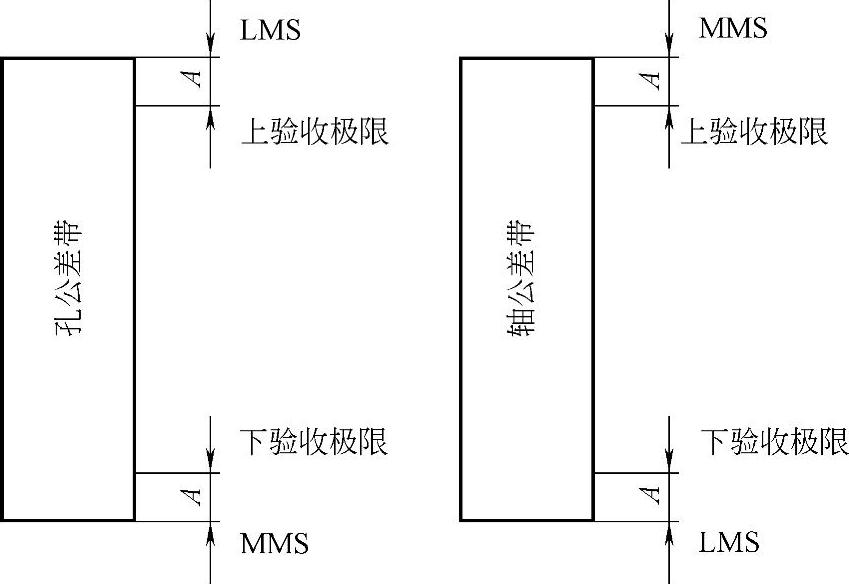
图1-35 验收极限示意图
孔尺寸的验收极限:
上验收极限=最小实体尺寸(LMS)-安全裕度(A)
下验收极限=最大实体尺寸(MMS)+安全裕度(A)
轴尺寸的验收极限:
上验收极限=最大实体尺寸(MMS)-安全裕度(A)(https://www.xing528.com)
下验收极限=最小实体尺寸(LMS)+安全裕度(A)
方式B(简称验收极限方式B):验收极限等于规定的最大实体尺寸(MMS)和最小实体尺寸(LMS),即A值等于零。
验收极限方式的选择要结合尺寸功能要求及其重要程度、尺寸公差等级、测量不确定度和过程能力等因素综合考虑;有关选择方法如下:
1)对遵循包容要求的尺寸、公差等级高的尺寸,其验收极限按方式A确定。
2)当过程能力指数Cp≥1时,其验收极限可以按方式B确定;但对遵循包容要求的尺寸,其最大实体尺寸一边的验收极限仍应按方式A确定。
表1-22 安全裕度(A)与计量器具的测量不确定度允许值(u1)(摘自GB/T 3177—2009) (μm)
3)对偏态分布的尺寸,其验收极限可以仅对尺寸偏向的一边按方式A确定。
4)对非配合和一般公差的尺寸,其验收极限按方式B确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。