



对角固定的过程很容易造成元件偏移,最好的方法是固定过程中始终保持镊子轻压元件本体,固定完成再撤离镊子。
该步骤细化如下:

1.必要时在引脚与焊盘结合处施加适量助焊剂;
2.去除烙铁头上的旧锡;
3.在烙铁头上施加适量的新锡;
4.焊接固定①或②角,如图4-1-12所示。
检查元件一角加锡固定后是否偏移,如果偏移,熔化焊点,校正位置。
1.镊子轻压元件本体;
2.加锡固定对角。
检查元件对角加锡固定后是否偏移,如果偏移,熔化焊点,校正位置。
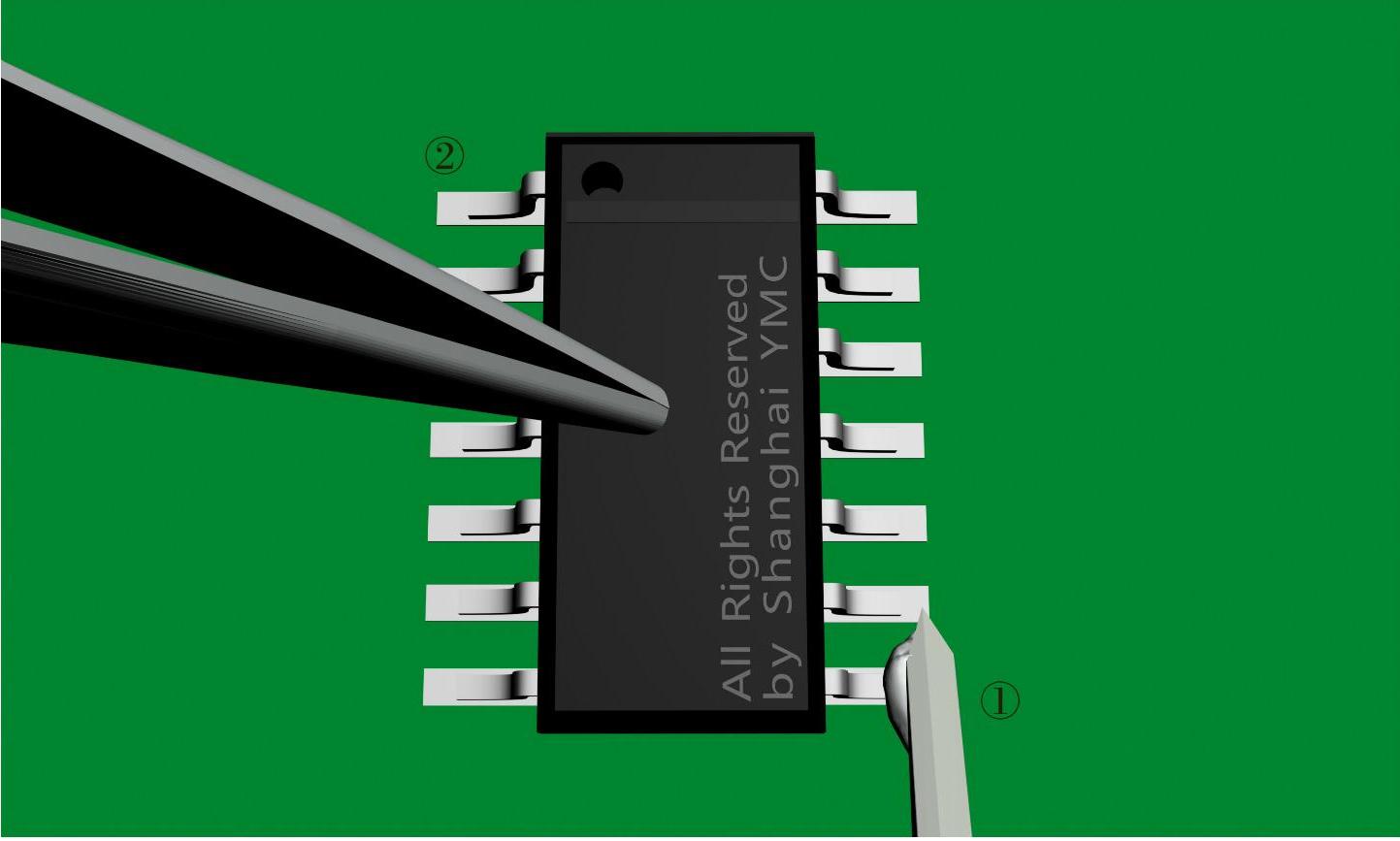
图4-1-12
技巧细化
固定一角
用转移焊接的方法将元件一角上锡固定,如图4-1-13所示,锡量不做要求,固定即可。
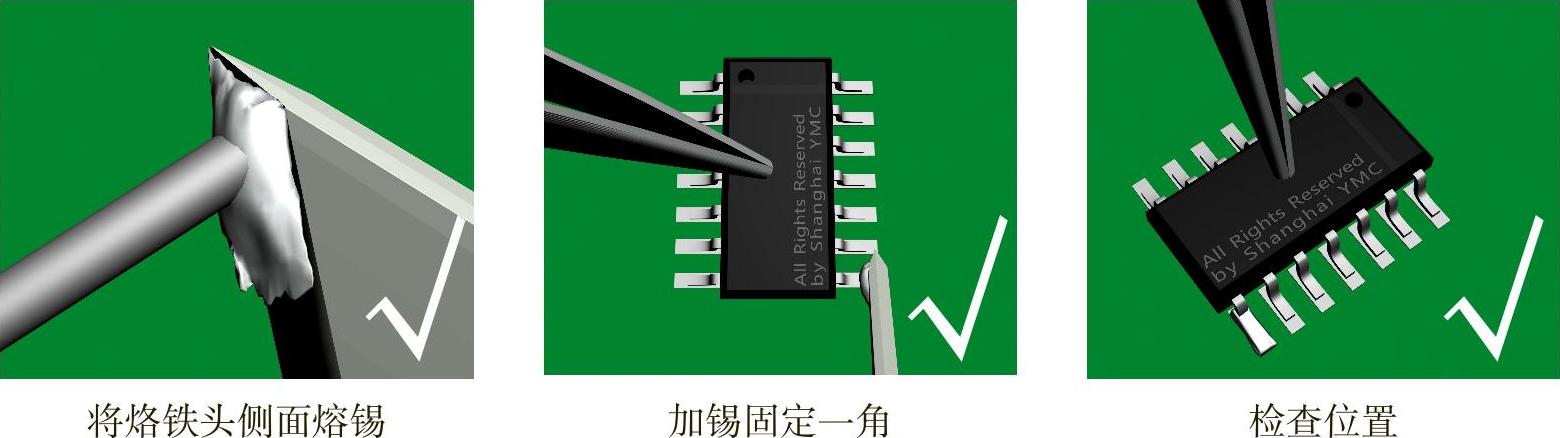
图4-1-13
固定对角
固定一角后,若无偏移,加锡固定元件对角,检查元件位置,若有偏移需及时调整,如图4-1-14所示。
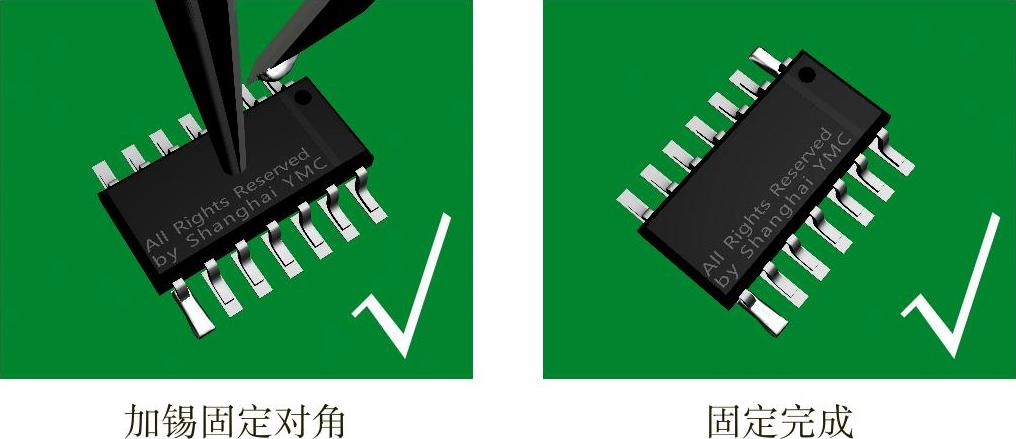
图4-1-14(https://www.xing528.com)
元件位置检查
元件的定位质量是衡量焊接技巧的一个基本要素。在手工焊接过程中,希望达到最优的条件。在此列出了很多不够完美的情况,其中并不一定是缺陷,在不同的国际检验标准中,具体的量化要求也不一样,详细要求请参考第8章的检验标准。
侧面偏移
●位置检查——侧面偏移(A)(见图4-1-15)
目标:无侧面偏移;
可接受:最大侧面偏移(A)不大于引线宽度(W)的25%或0.5mm(约0.02in),取两者中的较小者;
缺陷:最大侧面偏移(A)大于引线宽度(W)的25%或0.5mm(约0.02in),取两者中的较小者。
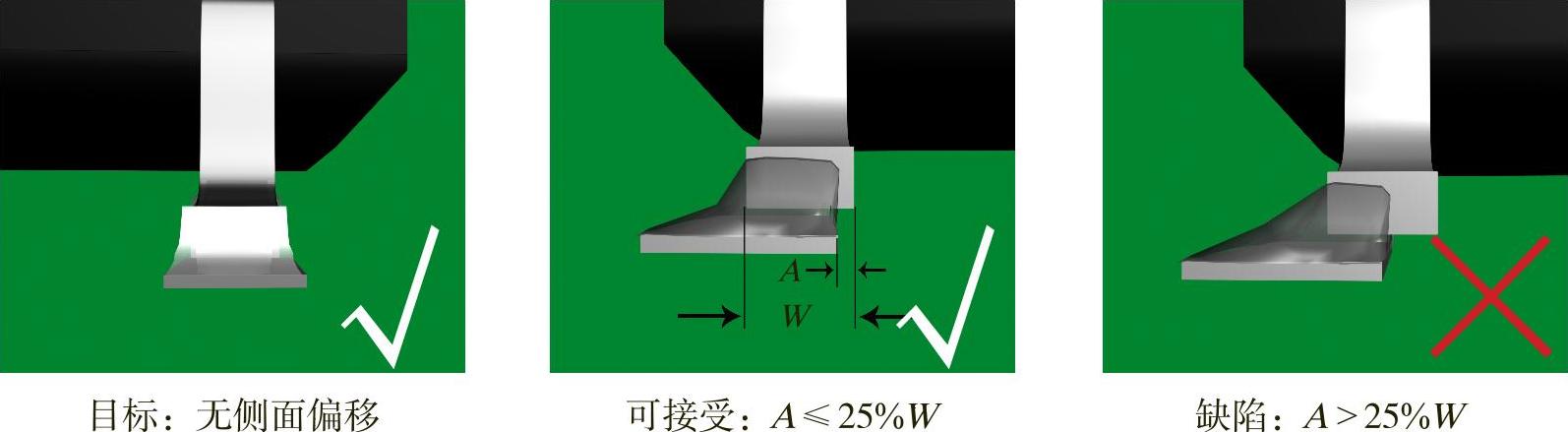
图4-1-15
趾部偏移
●位置检查——趾部偏移(B)
IPC标准对趾部偏移(B)的要求是不违反最小电气间隙,如图4-1-16所示。
美军标(MIL)要求最大趾部偏移(B)不超出25%W或0.5mm(约0.02in),取两者中的较小者,如图4-1-17所示。
美国国家航空航天局标准(NASA)要求:最大趾部偏移不超出25%W;不违反最小电气间隙,如图4-1-18所示。
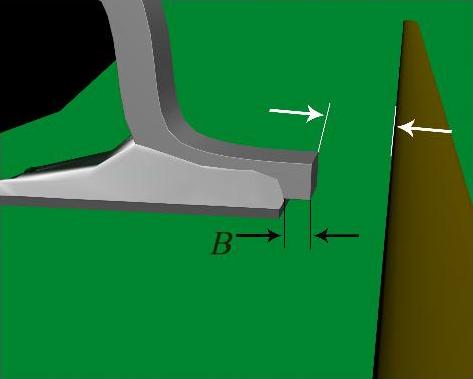
图4-1-16
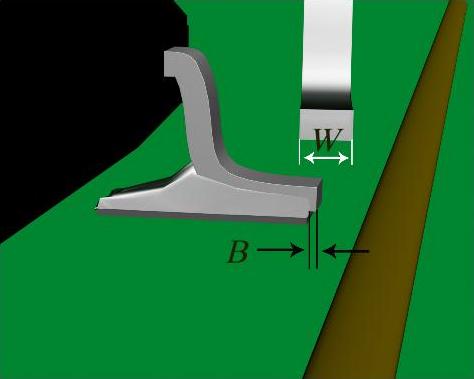
图4-1-17

图4-1-18
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。