



修饰其固定端可视为焊接过程的一个正常工序而不视为返工,针对初学者固定元件时很容易因抖动造成焊点受扰,必须进行修饰,高级技工可以根据实际情况而定。
该步骤细化如下:

1.必要时可以施加适当的助焊剂;
2.去除烙铁头上的旧锡;
3.烙铁头以尽可能大的面接触焊料。
在烙铁头与焊盘的结合处加适量的焊料,如图3-1-25所示。
先撤焊锡丝后撤烙铁。
1.如果是清洗型工艺,焊接完毕后必须清洗;
2.如果是免清洗工艺,必要的时候清洗焊点。
检查焊点外观质量是否满足相关标准。

图3-1-25
技巧细化
焊点的检查
在焊料与焊接表面接合处呈明显的润湿和附着,焊接连接的外观大致平滑,焊料和PCB焊盘间以及焊料和元件可焊端之间的夹角不超过90°,特殊情况例外。
焊点的检查方法如图3-1-26和图3-1-27所示,借鉴机械制图里面的三视图思维,全面系统地检查焊点。
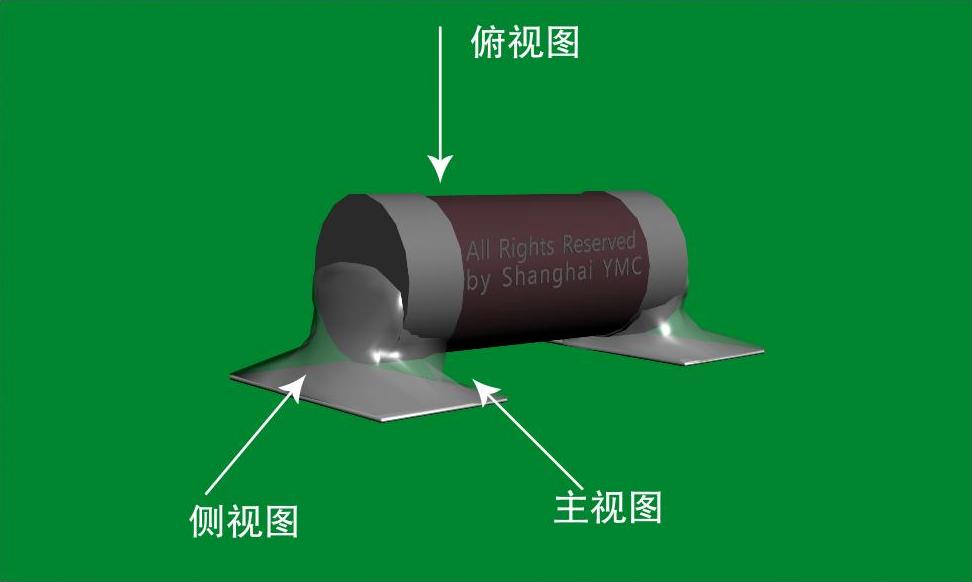
图3-1-26
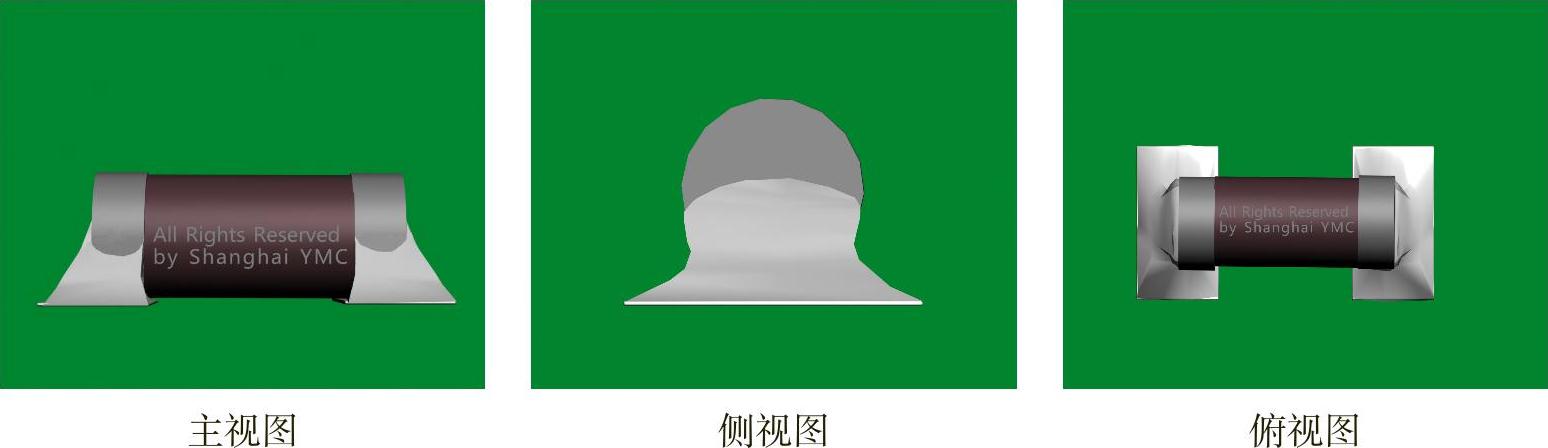
图3-1-27
参数尺寸图示(见表3-1-1和表3-1-2、图3-1-28和图3-1-29)
表3-1-1
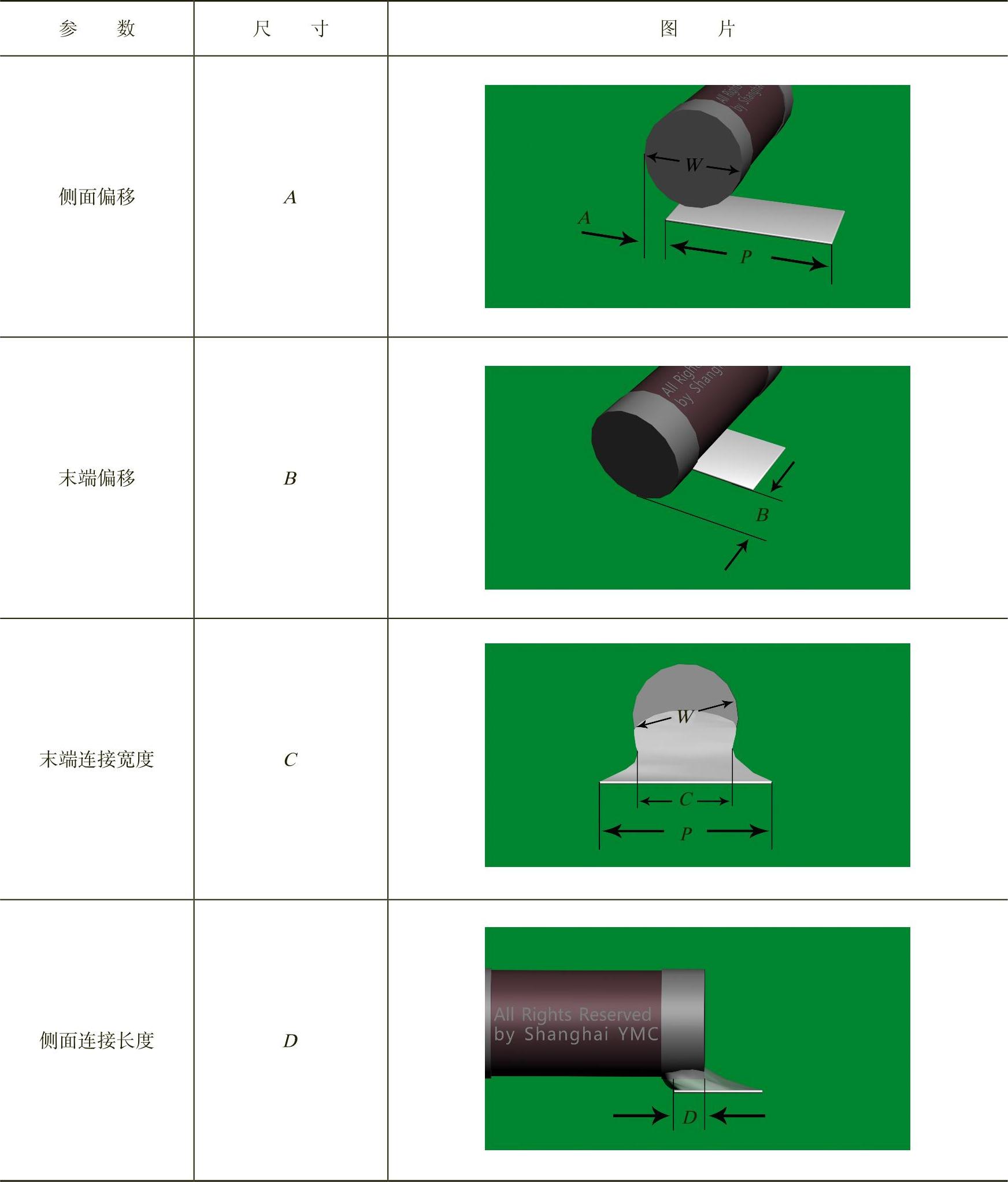
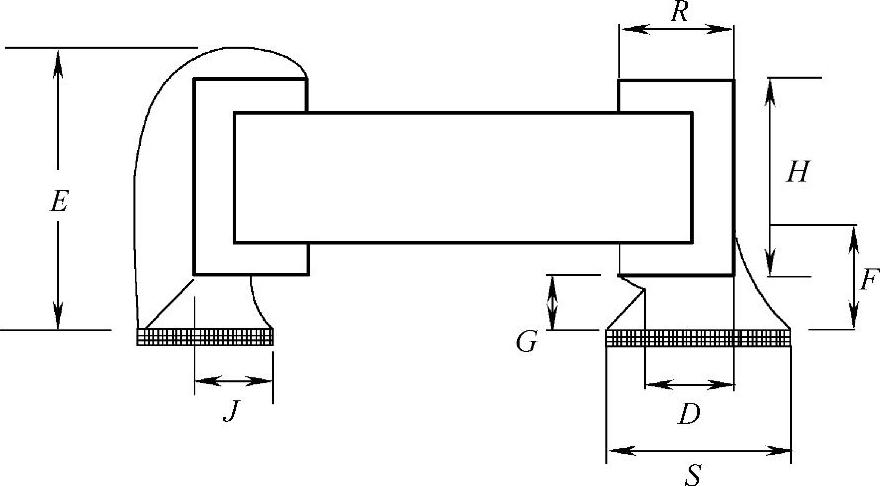
图3-1-28
表3-1-2
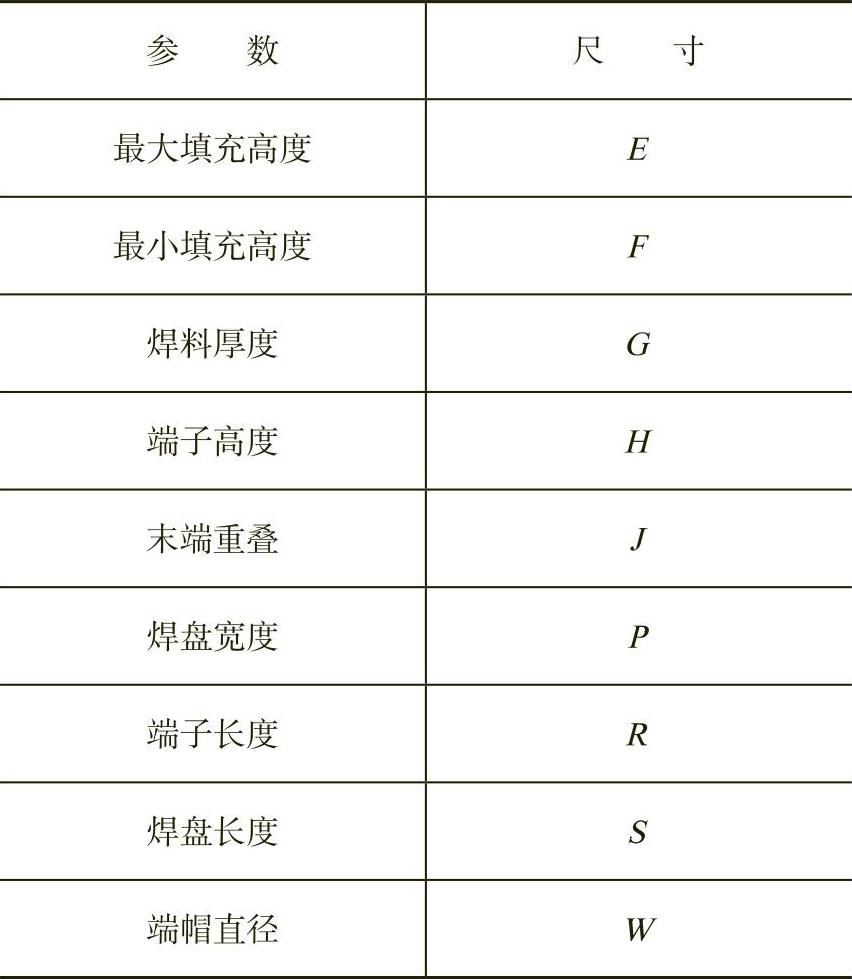
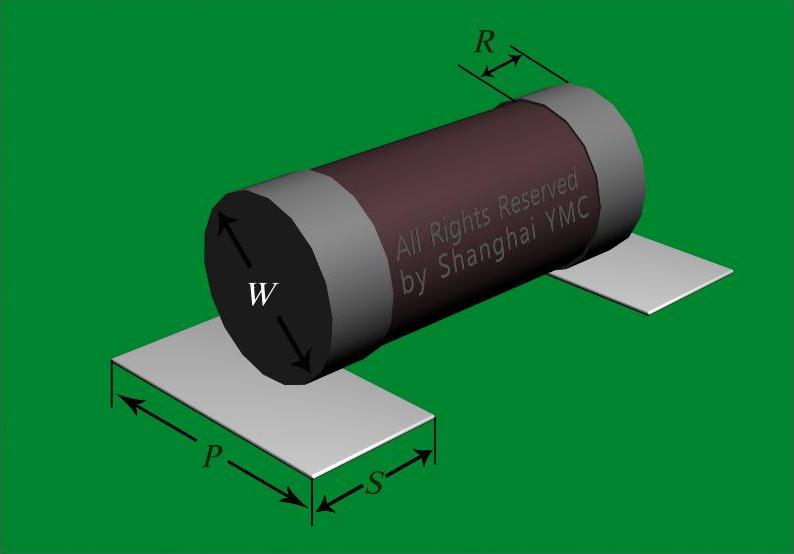
图3-1-29
1.主视图检验
侧面连接长度
●焊点检查——侧面连接长度(D)(见图3-1-30)(https://www.xing528.com)
目标:侧面连接长度(D)等于元件端子长度(R)或焊盘长度(S),取两者中的较小者。
可接受:侧面连接长度(D)至少为元件端子长度(R)的75%,或焊盘长度(S)的75%,取两者中的较小者。
缺陷:侧面连接长度(D)小于元件端子长度(R)的75%,或焊盘长度(S)的75%,取两者中的较小者。
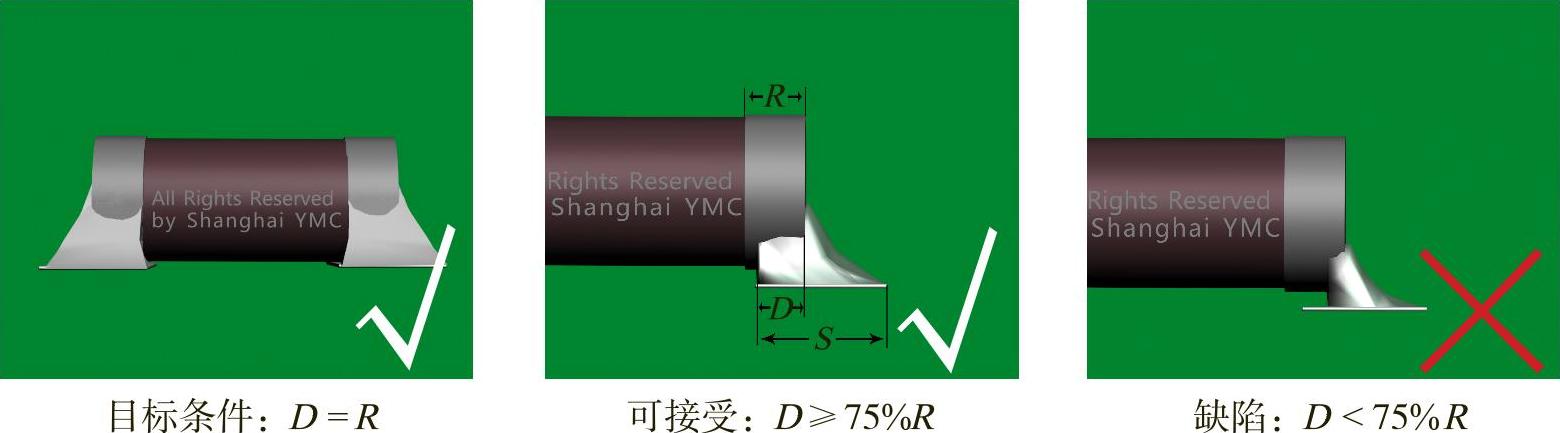
图3-1-30
最大填充高度
●焊点检查——最大填充高度(E)(见图3-1-31)
可接受:最大填充高度(E)可以超出焊盘或延伸至端帽金属镀层顶部,但不可进一步延伸至元件本体。
缺陷:焊料填充延伸至元件本体顶部。
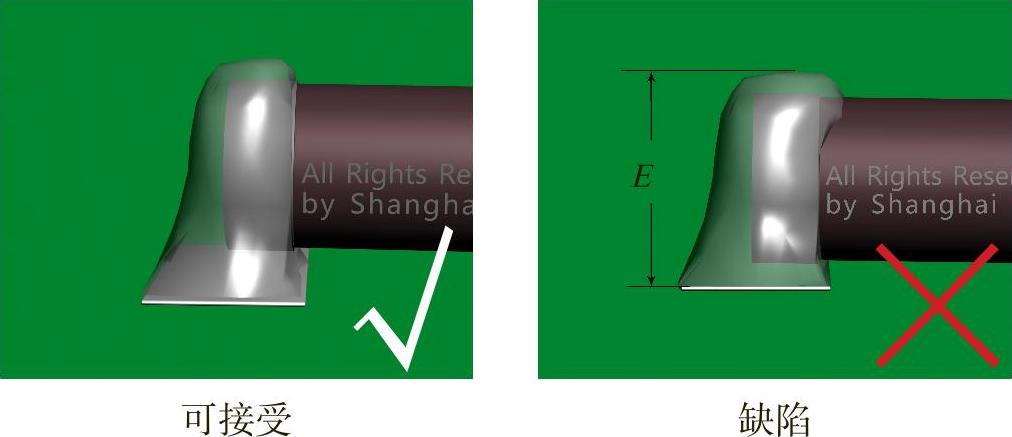
图3-1-31
最小填充高度
●焊点检查——最小填充高度(F)(见图3-1-32)
可接受:最小填充高度(F)为焊料厚度(G)加上元件端帽直径(W)的25%或1.0mm(约0.039in),取两者中的较小者。
缺陷:最小填充高度(F)小于焊料厚度(G)加上元件端帽直径(W)的25%,或焊料厚度(G)加上1.0mm(约0.039in),取两者中的较小者。
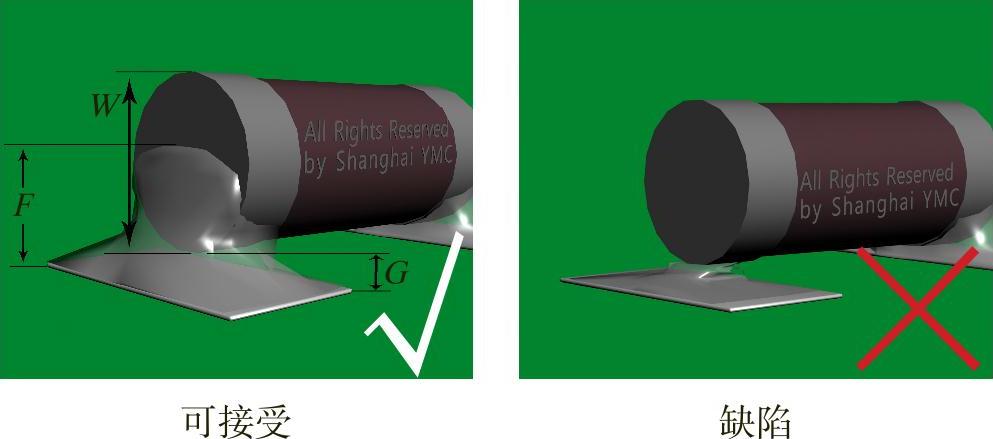
图3-1-32
焊料厚度
●焊点检查——焊料厚度(G),尺寸(G)是指从焊盘顶面到端子底部之间的焊料填充,是决定无引线元件连接可靠性的基本参数,如图3-1-33所示。
可接受:明显的润湿填充。
缺陷:无润湿的填充。
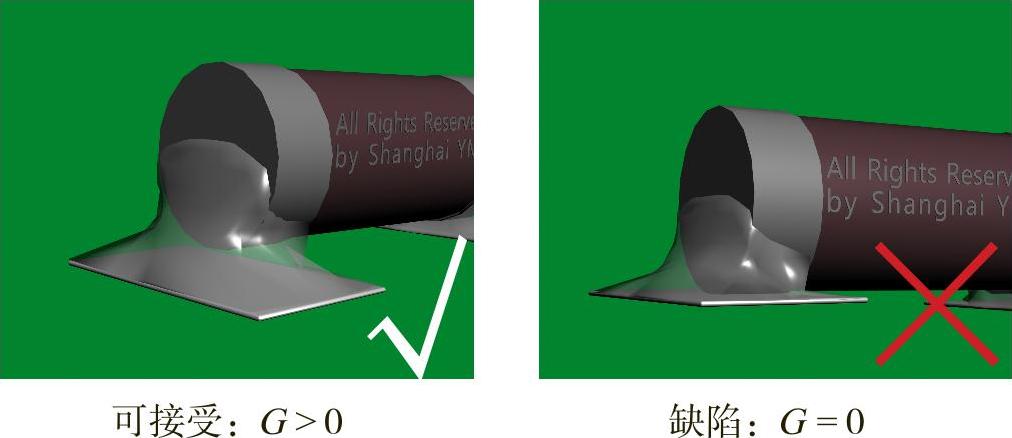
图3-1-33
2.侧视图检验
末端连接宽度
●焊点检查——末端连接宽度(C)(见图3-1-34)
目标条件:末端连接宽度等于或大于端帽直径(W)或焊盘宽度(P),取两者较小者。
可接受:末端连接宽度(C)至少为端帽直径(W)的50%,或焊盘宽度(P)的50%,取两者中的较小者。
缺陷:末端连接宽度(C)小于端帽直径(W)的50%,或焊盘宽度(P)的50%,取两者中的较小者。
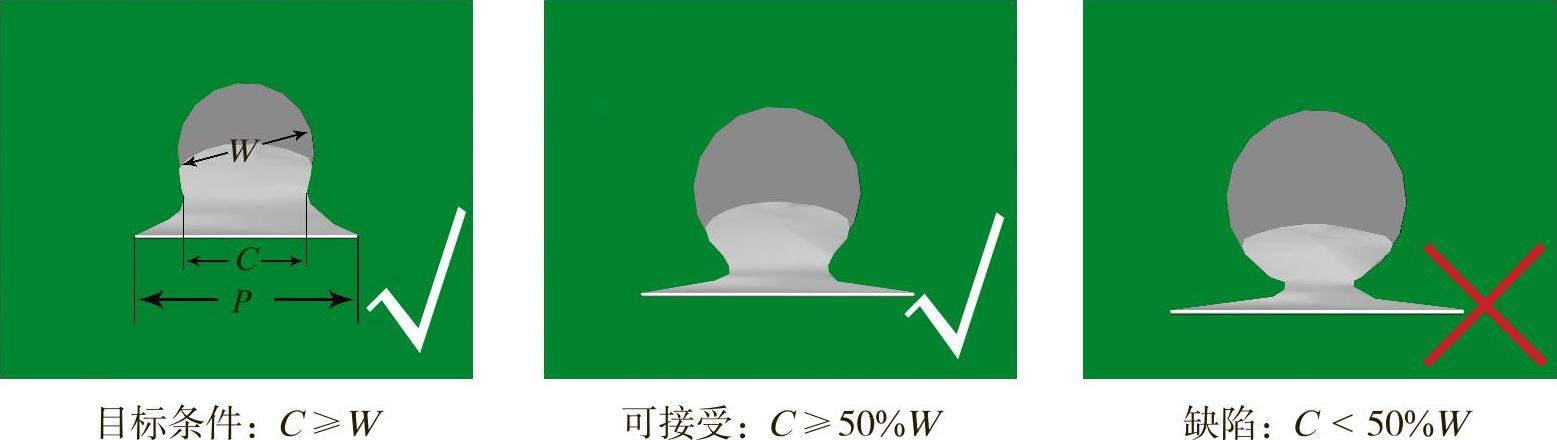
图3-1-34
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。