



烙铁每次放回支架之前,都需要在烙铁头上加层新锡进行保护,防止烙铁头在高温状态下被氧化而影响后续的操作,大大提高烙铁头的使用寿命。
每次从支架上拿起烙铁手柄时,一定要先去除烙铁头上的旧锡,旧锡的助焊剂已经挥发,无法形成可靠焊点。
行业最常见的去除旧锡方法就是在湿的海绵上轻轻擦除。甩锡、敲手柄等坏习惯必须严格禁止。

1.去除烙铁头上的旧锡;
2.烙铁头与板面约45°夹角接触焊料,如图2-1-16所示。
1.寻找合适的手臂支撑点,防止固定时元件抖动;
2.待焊料熔化后从左向右或由上向下放置元件;
3.先撤离烙铁,待焊料固化后撤离镊子,在此期间避免手臂抖动(防止焊点受扰)。
1.检查元件侧面是否有偏移;
2.检查元件末端是否有偏移;
3.检查元件是否有倾斜。

图2-1-16
技巧细化
元件放置
元件的固定是元件定位时很关键的一个步骤,固定元件时,放置元件的方向有两种:一种从左向右放置元件;一种是由上向下放置元件,如图2-1-17所示。
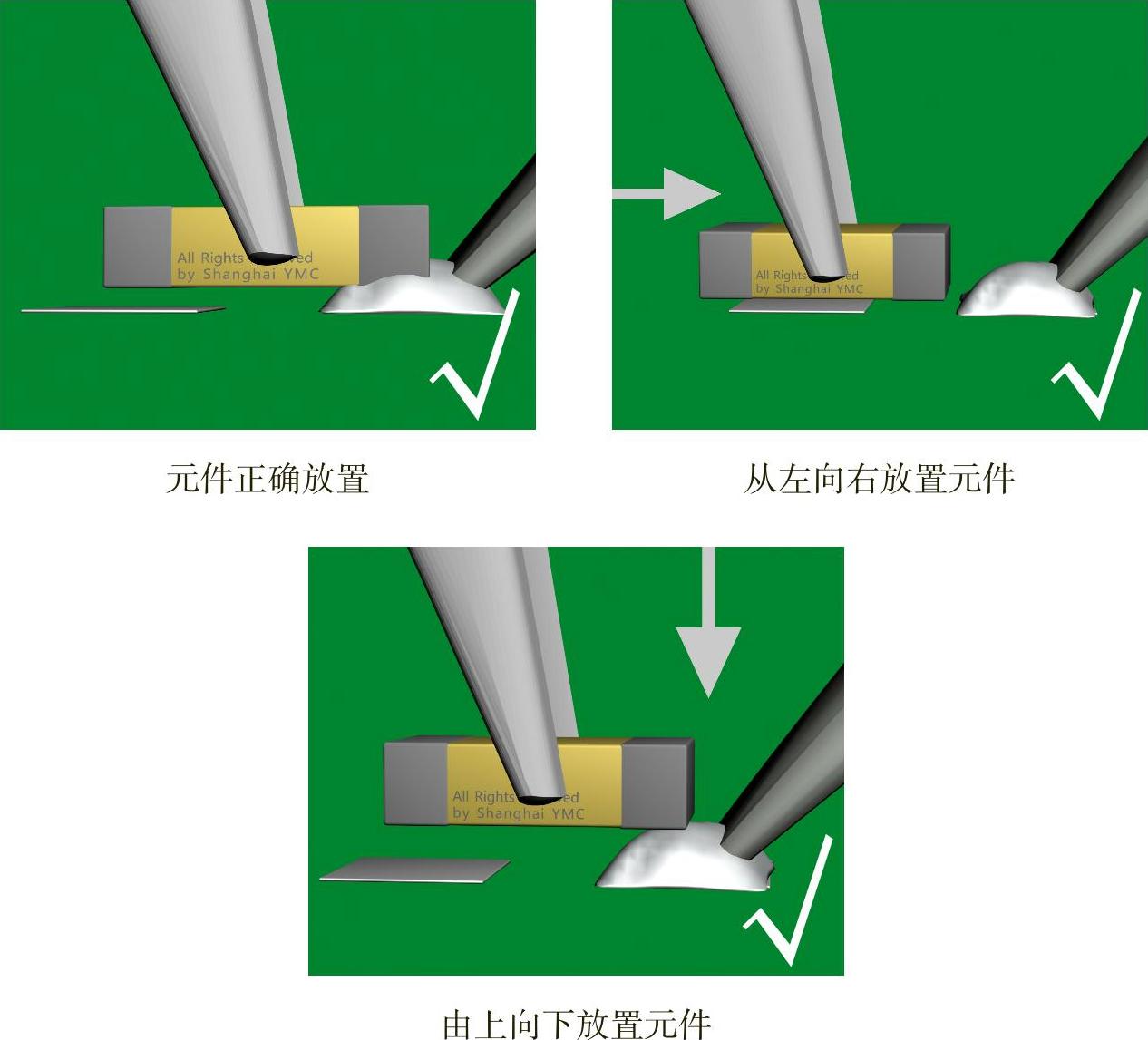
图2-1-17
元件位置检查
元件的定位质量是衡量焊接技巧的一个基本要素。在手工焊接过程中,希望达到最优的条件。在此列出了很多不够完美的情况,其中并不一定是缺陷,在不同的国际检验标准中,具体的量化要求也不一样,详细要求请参考第8章的检验标准。
侧面偏移
●位置检查——侧面偏移(A)(见图2-1-18)(https://www.xing528.com)
目标:无侧面偏移。
可接受:侧面偏移(A)小于等于元件端子宽度(W)的25%,或焊盘宽度(P)的25%,取两者中的较小者。
缺陷:侧面偏移(A)大于元件端子宽度(W)的25%,或焊盘宽度(P)的25%,取两者中的较小者。
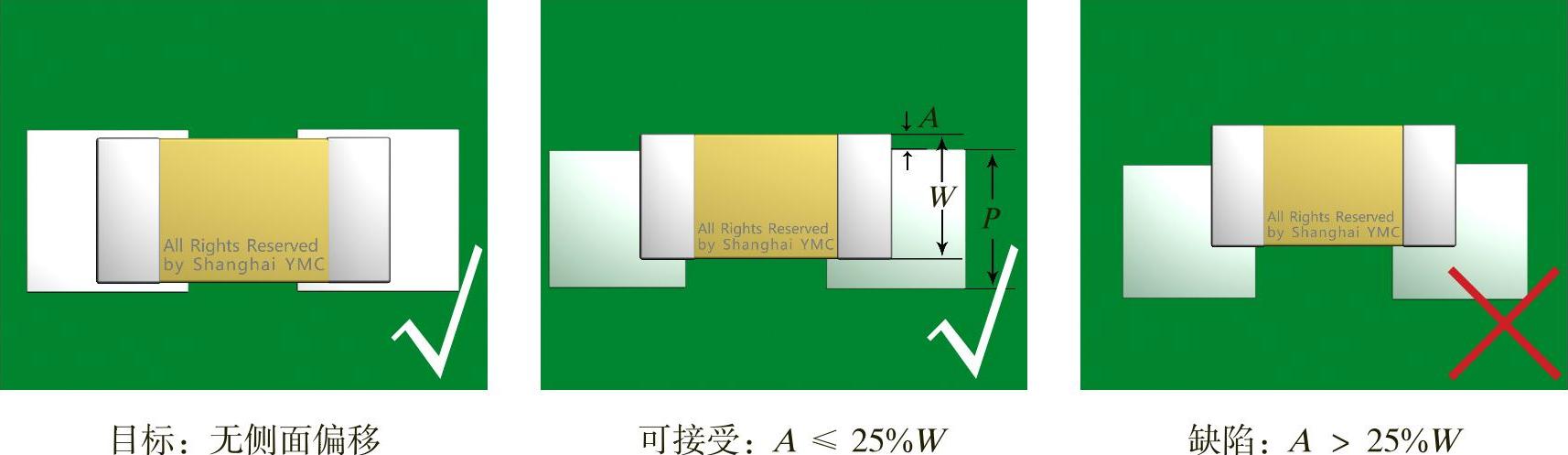
图2-1-18
末端偏移
●位置检查——末端偏移(B)(见图2-1-19)
目标:无末端偏移。
缺陷:末端偏出焊盘。
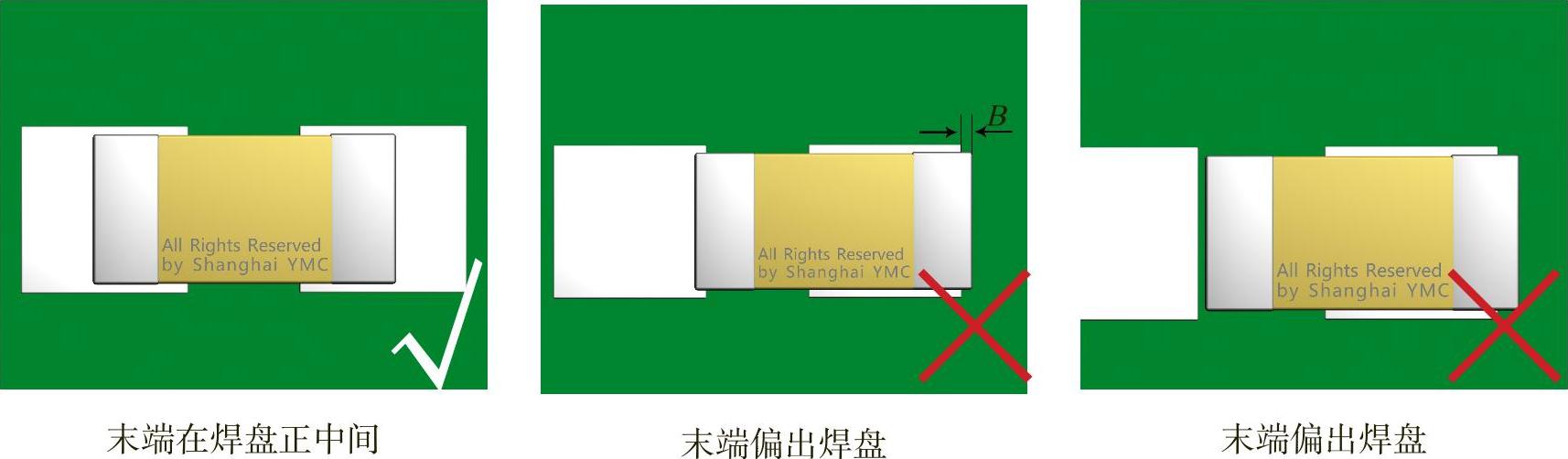
图2-1-19
元件倾斜
IPC标准里面没有元件倾斜(见图2-1-20)的要求,此处参考美军标和美国太空总署标准,供读者参考。
美军标(MIL):两端或者两侧高度差小于等于0.4mm,即b-a≤0.4mm(约0.016in)如图2-1-21。
美国国家航空航天局标准(NASA):1.倾斜(tilt)(见图2-1-22)不超过元件厚度的25%;2.元件与焊盘之间全部被焊料填充;3.没有妨碍邻近元件的正常安装。
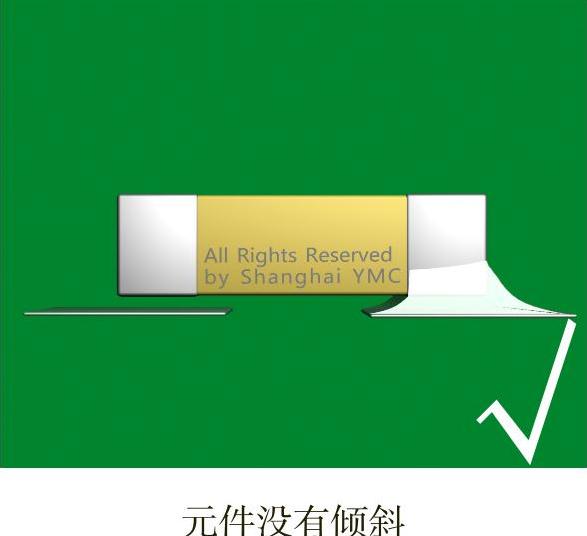
图2-1-20
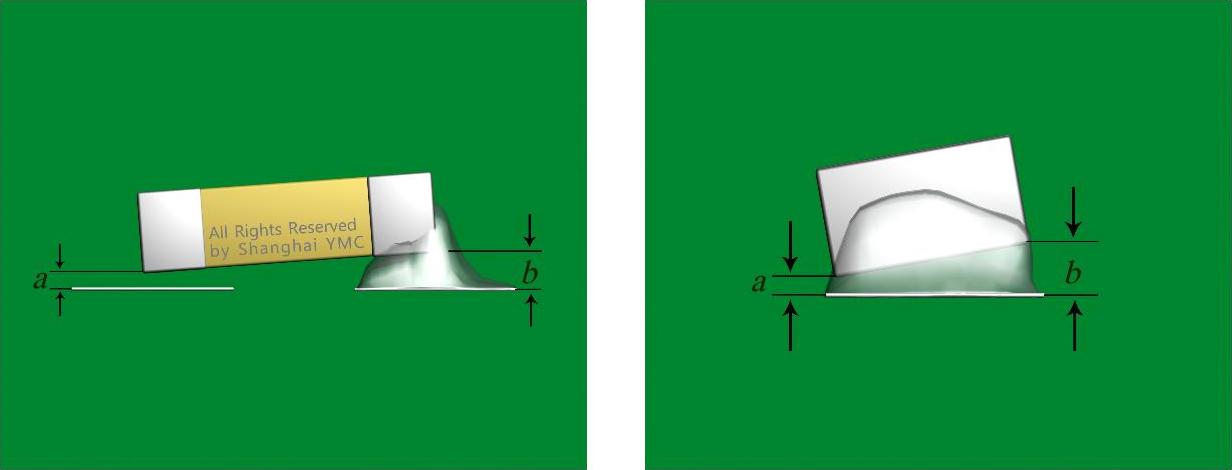
图2-1-21
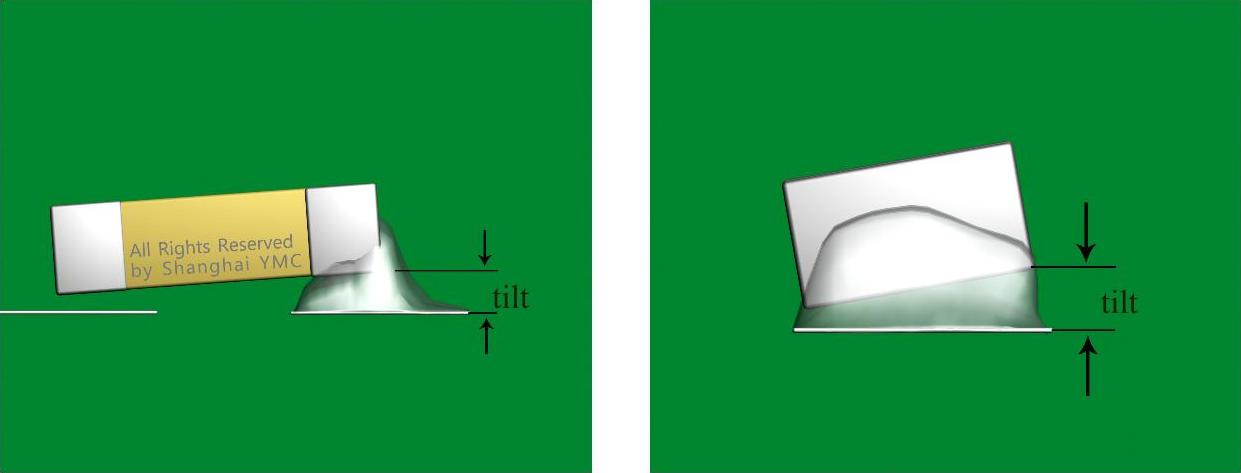
图2-1-22
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。