



该步骤细化如下:

1.选择合适的烙铁头尺寸;
2.去除烙铁头上的旧锡;
3.最大面积接触焊盘;
4.烙铁头与板面约45°夹角,如图2-1-6所示;
5.预热时间大约1s。
1.选择合适的焊锡丝;
2.在烙铁头与焊盘两者结合处加适量焊锡。
先撤焊锡丝、后撤烙铁。
焊盘表面焊料薄而均匀。
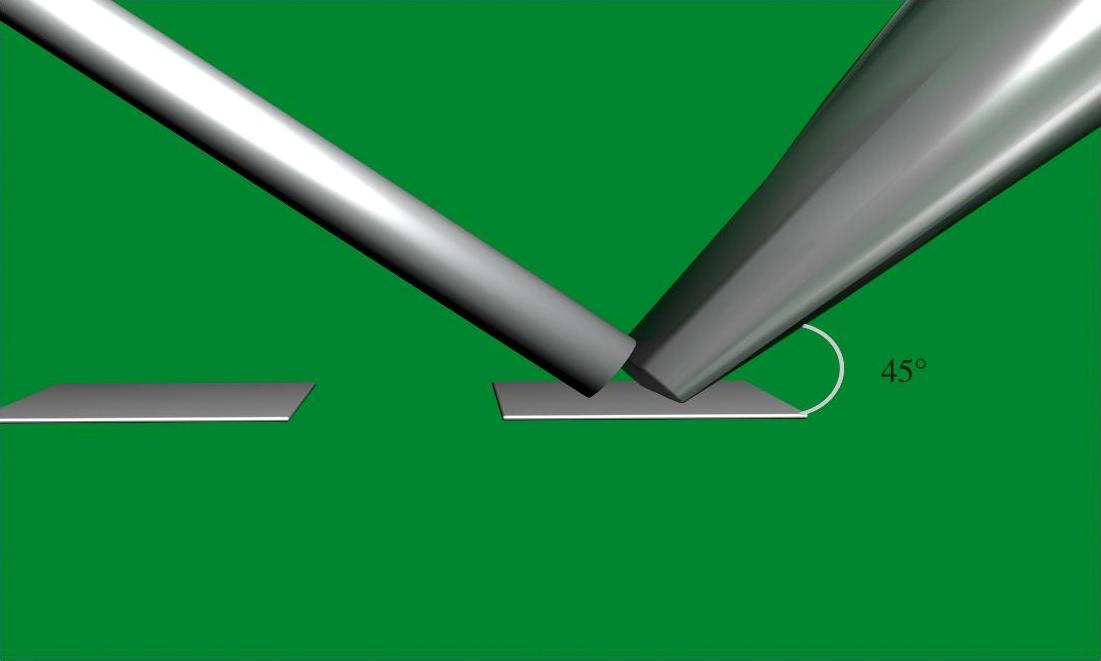
图2-1-6
注:为了让读者更加清楚细节,我们力求将每个动作详细分解,并尽可能量化某些动作,实际操作中,掌握动作的要领后,可以根据实际情况,调整本书技巧中的部分参数。
技巧细化
烙铁头尺寸选择
在不超出焊盘的情况下,选择尽可能宽的烙铁头。
原因:热传导与接触面的大小密切相关,在烙铁头温度相同的情况下,接触面积越大,传递的热量越多,焊接的速度就越快,对元件和电路板的损害就越小。
图2-1-7告诉我们正确选择烙铁头尺寸的方法,这个步骤非常重要,请读者仔细体会并按照此方法执行。

图2-1-7
焊锡丝直径的选择(https://www.xing528.com)
焊锡丝尺寸的选择,也是影响焊接质量的一个关键因素。目前常用的是焊剂芯型焊锡丝,就是在焊锡丝中间有助焊剂,这会使焊接更加容易。如果焊锡丝太粗,稍微点一下就会造成焊盘上锡过多。如果焊锡丝太细,要较长时间才能加足需要的焊锡。焊锡丝的粗细也不太好量化,行业最常见的说法就是焊锡丝的直径大概是焊盘宽度的一半。此处仅供参考,要根据实际情况来决定。
图2-1-8形象地给大家介绍了选择的技巧。
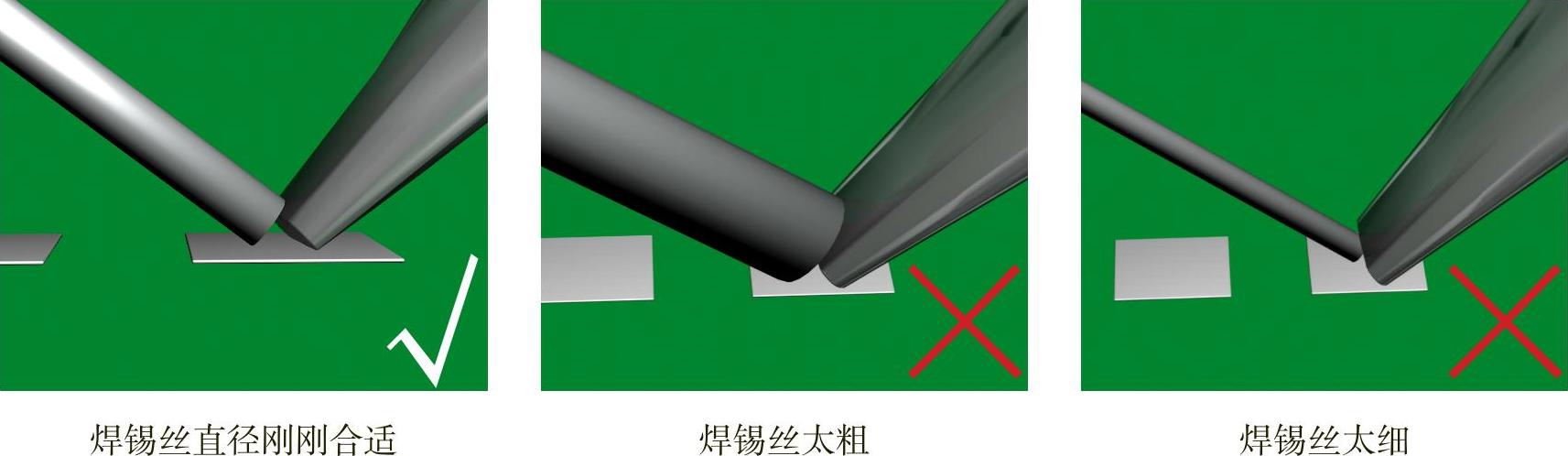
图2-1-8
焊盘加锡
加锡的位置是操作者容易忽视的一个要点。有很多操作者常常苦恼,焊锡要么没法加到焊盘上,总是被烙铁头带走了;要么就是焊盘上加锡太多,影响后续操作。本书强调焊盘预热后在烙铁头与焊盘的结合处加锡,这样保证锡充分地润湿于焊盘,形成很好的合金层,这对焊点的可靠性至关重要。
图2-1-9告诉我们如何正确加锡。
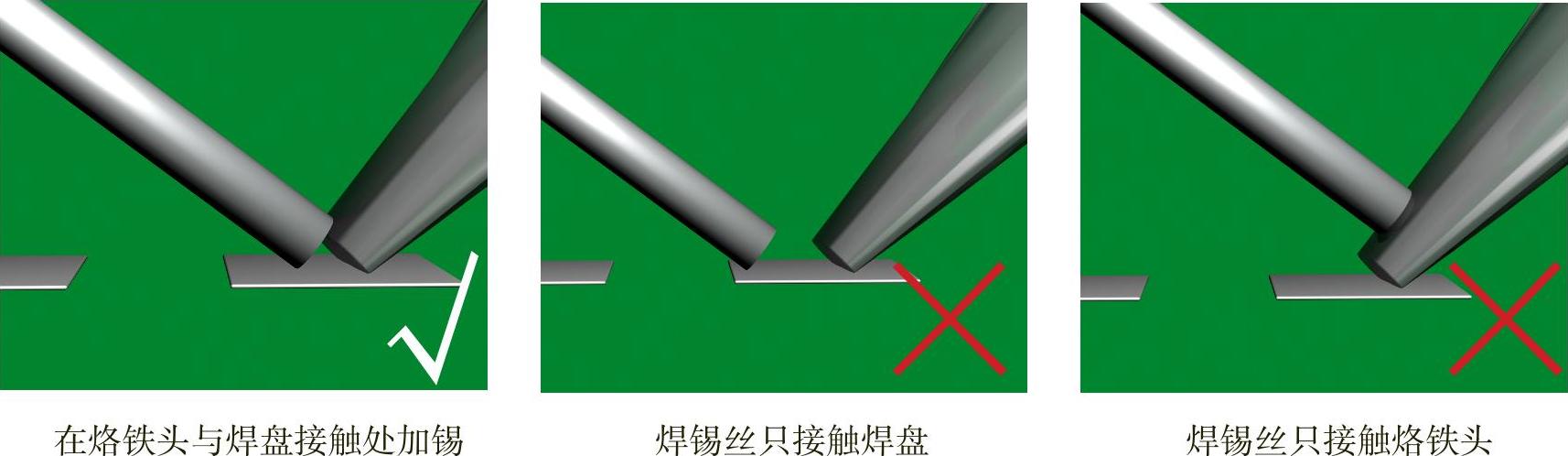
图2-1-9
烙铁及焊锡丝撤离顺序
先撤焊锡丝、后撤烙铁,如图2-1-10所示。若先撤烙铁,焊锡丝可能黏连于焊盘上,
如图2-1-11所示。
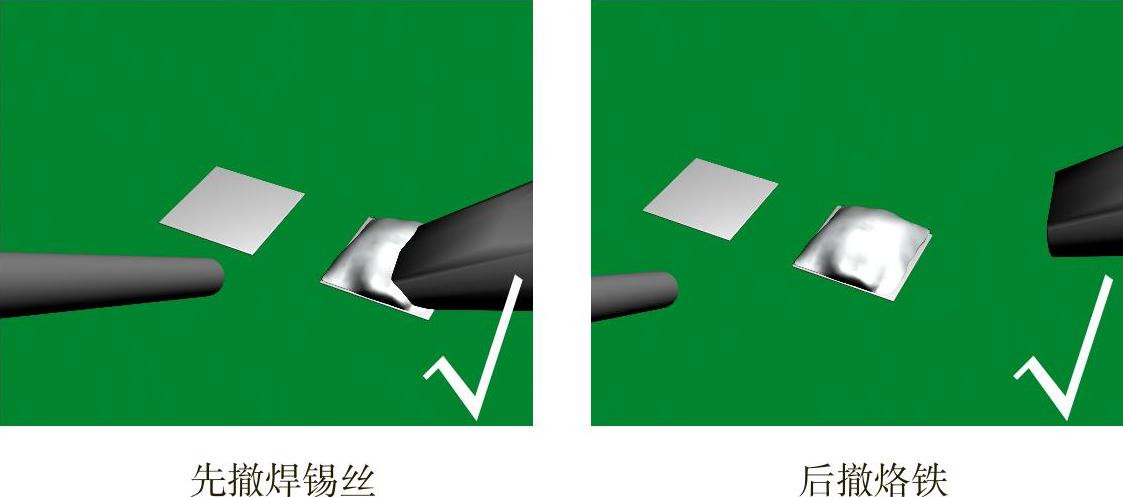
图2-1-10
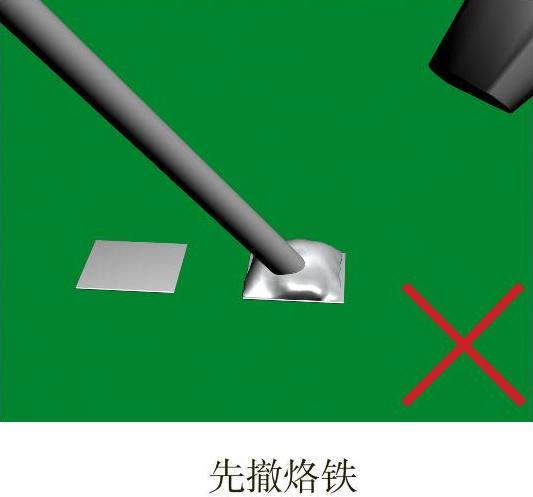
图2-1-11
锡量检查
焊盘上加锡量的多少直接影响到下一步焊接的动作,锡量太少没法固定元件,锡量太多则可能接触到元件本体,或导致元件倾斜等。
图2-1-12从视觉角度告诉读者锡量的判定。
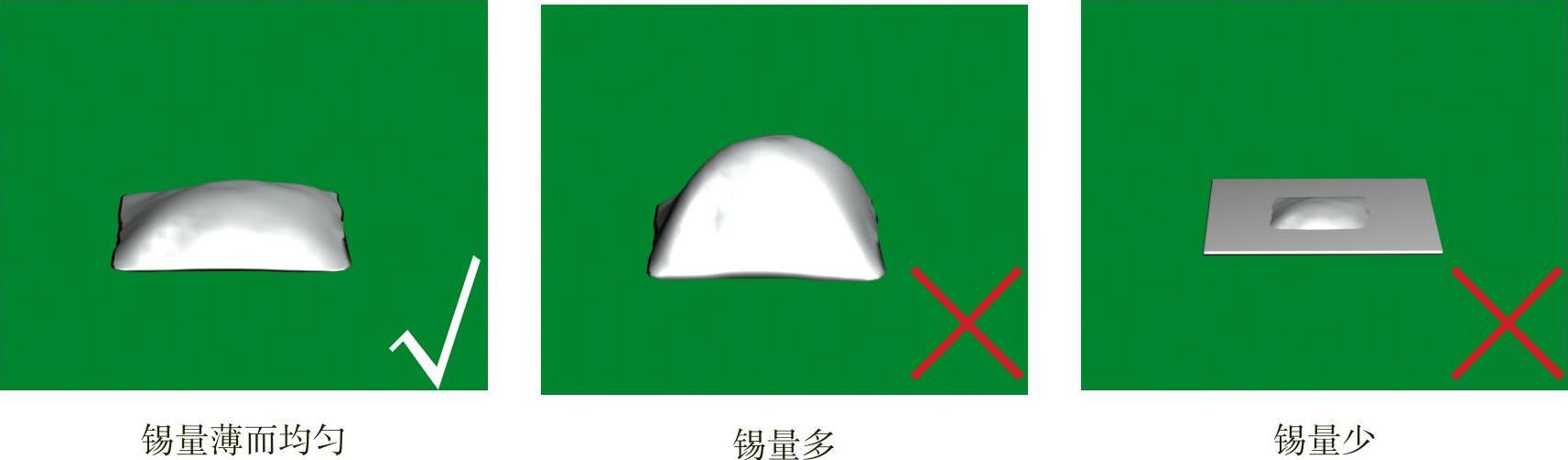
图2-1-12
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。