



答:按照GB 13076—2009《溶解乙炔气瓶定期检验与评定》的规定,溶解乙炔气瓶(以下简称乙炔瓶)是指适用于基准温度15℃时,限定充装压力小于1.86MPa、最高许用温度40℃、公称容积2~60L、内含多孔填料和溶剂、移动式、可重复充气的钢质焊接式溶解乙炔气瓶。溶解乙炔气瓶定期检验与评定具体要求如下。
1.乙炔瓶的损伤
(1)划伤 因尖锐锋利物体划、擦造成瓶体局部壁厚减薄,且在瓶体表面留下底部是尖角的线状机械损伤。
(2)凹陷 气瓶瓶体因钝状物撞击或挤压造成的壁厚无明显变化的局部塌陷变形。
(3)点状腐蚀 直径不超过s,且彼此间距不小于10s的孤立腐蚀坑。
(注:s——筒体设计壁厚,即乙炔瓶肩部的钢印值。)
(4)线状腐蚀 连续或间断的腐蚀坑所形成的线状、链状或带状腐蚀。
(5)大面积均匀腐蚀 瓶体表面覆盖面积较大且较平整的腐蚀。
2.检验周期
1)乙炔瓶每3年进行1次定期检验和评定。
2)乙炔瓶在使用过程中若发现下列情况一,应随时进行检验:a.瓶体外观有严重损伤;b.充气时瓶壁温度超过40℃;c.对填料和溶剂的质量有怀疑时;d.瓶阀侧接嘴有乙炔回火迹象。
3.检验准备
1)乙炔瓶检验前应验明产品合格证或履历表;对于既无合格证又无履历表,而且肩部钢印标记中制造厂名称、制造年月(或上次检验年月)、筒体设计最小壁厚和乙炔瓶皮重有一项不清的乙炔瓶,不予检验。待查明后,再予检验。如无法查明,则予以报废。
2)用精度不低于1.5级的压力表对受检乙炔瓶进行余气压力测量。若受检乙炔瓶的余气压力超过0.05MPa,则余气必须回收,严禁排入大气中。
3)对于瓶阀无法开启的乙炔瓶,应与其他待检乙炔瓶分开存放,并采取妥善办法处理。
4)用最大称量为实际称量1.5~3.0倍、其允许误差符合“中准确度级”要求的衡器对受检乙炔瓶进行质量测定。对公称容积为40L的乙炔瓶,若放尽余气后,实际质量大于皮重1kg,则应分析原因后进行妥善处理。
5)清除乙炔瓶外表面杂物、污垢和疏松涂层。
4.瓶体外观
1)应逐个对乙炔瓶的瓶体外观进行检验。
2)存在下列缺陷之一的乙炔瓶,应予以报废:a.瓶壁有裂纹和(或)鼓包,底座拼接焊缝开裂;b.瓶壁划伤处的实测剩余壁厚小于0.8s;c.瓶壁凹陷深度超过其短径的1/10或最大深度大于6mm,其测量方法按规定进行;d.瓶壁上存在深度小于6mm的凹陷,凹陷内的划伤处的实测剩余壁厚小于s;e.瓶体烧损、变形,涂层烧毁(漆皮鼓泡除外),瓶阀或易熔合金塞上易熔合金熔化;f.各种腐蚀处的实测剩余壁厚小于表8-29的规定。
表8-29 乙炔瓶腐蚀处实测剩余壁厚

5.焊缝
1)应逐个对乙炔瓶的焊缝及其热影响区进行检验,对有怀疑部位应采用10倍放大镜检查,必要时进行无损检测复查(底座拼接焊缝除外)。
2)主体焊缝上的划伤应予磨平,磨平处过渡应圆滑。
3)存在下列缺陷之一的乙炔瓶应予以报废:a.焊缝外观不符合GB 5100—2011《钢质焊接气瓶》规定的要求;b.主体焊缝上的划伤经磨平后,焊缝低于母材;c.主体焊缝热影响区内的划伤处实测剩余壁厚小于δ;d.主体焊缝及其热影响区的凹陷最大深度大于5mm。
6.填料
1)复测乙炔瓶内余气压力,确认不超过0.05MPa时,放尽余气使与外界气压相平衡。
2)逐个卸下乙炔瓶阀,并小心取出导流孔充填物后,检查填料。
3)用专用塞尺在平面角互呈120°的3点上测量肩部轴向间隙,同一规格塞尺在同一位置上测量次数不应超过2次,专用塞尺如图8-31所示。
4)存在下列缺陷之一的乙炔瓶,其填料应予报废:a.从瓶口观察,若发现填料已溃散、有裂纹或有火焰反击现象;b.用手指推、按填料,手感填料疏松、柔软;c.任一点的肩部轴向间隙超过填料长度的0.3%,对公称容积为40L的乙炔瓶,超过3.0mm;d.填料径向间隙超过填料直径的0.4%。
7.壁厚
1)对于瓶体涂层剥落严重的乙炔瓶,在瓶体同一纵断面上进行壁厚测定,其测量点不得少于8处(上、下封头部位各2处,筒体部分4处)。测定前,应清除各测量点处的油漆和锈斑,然后用误差不大于±0.1mm的测厚仪测量并记录。(https://www.xing528.com)
2)对于瓶体涂层基本完好(内涂层未剥落)的乙炔瓶,仅对底座内下封头进行壁厚测定,但不得少于2点。

图8-31 测量局部轴向间隙使用(专用)塞尺示意图
3)最薄处的实测壁厚小于0.8s的乙炔瓶应予以报废。
4)对于划痕、腐蚀、焊缝部位的壁厚测量与评定按相应规定执行。
8.瓶阀
1)应逐个对乙炔瓶的瓶阀进行检查;并按GB10879—2009《溶解乙炔气瓶阀》进行气密性试验,合格后在阀体上打上维修标志。
2)存在下列缺陷之一的瓶阀应予以更换:a.阀体有裂纹或影响使用的变形;b.螺纹有轴向损伤或变形。
9.易熔合金塞
在进行气压试验时,不允许有泄漏。否则,应予以更换。
10.气压试验
1)试验前准备:a.由瓶口装入符合要求的导流孔充填物、毛毡垫与金属丝网;b.将检验标记环和合格的瓶阀装在乙炔瓶上,应保证瓶阀锥螺纹外露2~3圈。
2)试验方法与评定按GB13076—2009执行。
3)试验后处理。经气压试验合格的乙炔瓶应封存0.05~0.1MPa压力的氮气。
表8-30 溶解乙炔瓶定期检验与评定综合记录表

注:评定结论填写:通过───允许继续使用;报废───不准使用;待修───暂停使用。
表8-31 溶解乙炔瓶履历表

注:评定结论填写:通过───允许继续使用;报废───不准使用;待修───暂停使用。
11.检验后处理
(1)检验记录
1)检验单位应详尽地填写“溶解乙炔气瓶定期检验与评定综合记录表”,格式见表8-30,由检验单位存档、备查。
2)检验单位应认真填写“溶解乙炔气瓶履历表”,格式见表8-31,交乙炔瓶充装单位或产权单位存档、备用。
3)对于报废的乙炔瓶由检验单位负责销毁,销毁方式由检验单位自定,但必须能防止其再次投入使用,并发出“溶解乙炔气瓶判废通知书”,格式见表8-32,一式2份,1份交乙炔瓶产权单位,检验单位自留1份存档、备查。
表8-32 溶解乙炔瓶判废通知书
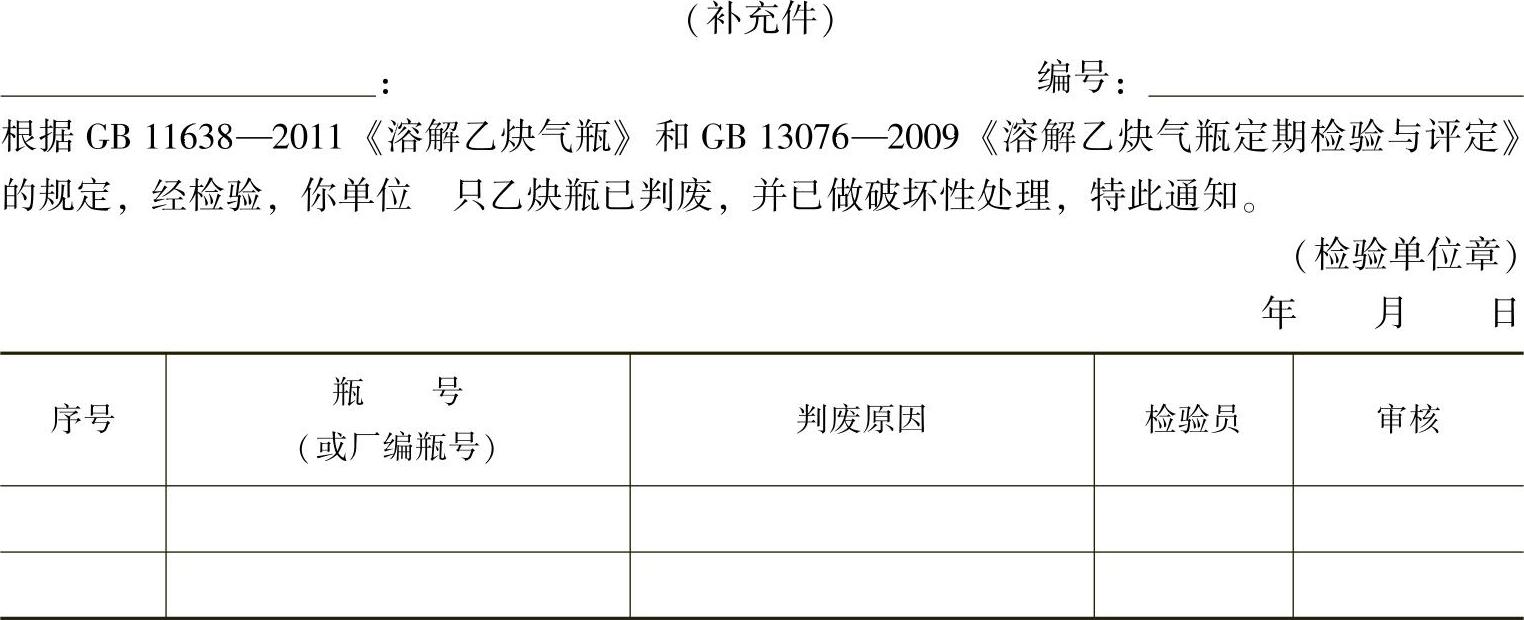
注:本表格一式2份,检验单位存档1份,气瓶产权单位1份。
(2)检验标记
1)检验合格的乙炔瓶,应于确认后按GB 11638—2011的规定补齐钢印标记,并在检验标记环上打如下检验钢印:检验单位代号;检验年、月及下次检验年份。
2)对于报废的乙炔瓶,除在检验标记环上检验单位的印章后打上报废钢印外,还必须在乙炔瓶肩部钢印乙炔瓶编号前打上报废钢印。
3)涂敷 检验合格的乙炔瓶经清除表面污物和除锈后,应按GB 11638—2011的规定进行涂敷,并在肩部钢印标记的对称部位涂检验色标,检验色标的颜色和形状见表8-33。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。