



答:确保钢质无缝气瓶瓶体材料质量是安全使用的重要保证,采用正确的试验方法是重要手段。
1)瓶体材料技术指标验证。
2)瓶体制造公差应用标准的或专用的量具样板进行检查,应用测厚仪检查瓶体厚度,用专用工具对瓶体内外表面进行修磨。
3)瓶体热处理后进行各项性能指标测定,具体内容如下:
①取样,a.取样部位如图8-3所示;b.试样应从筒体中部纵向截取,采用实物扁试样;c.取样数量:拉伸试验试样不少于2个;冲击试验试样不少于3个;冷弯试验试样不少于4个,如图8-4所示。
②拉伸试验,a.拉伸试验的测定项目应包括抗拉强度、屈服应力、伸长率;b.拉伸试样制备形状如图8-5所示。
③冲击试验 规定以3mm×10mm×55mm或5mm×10mm×55mm带有V型缺口的试样作为标准试样。按规定进行冲击试验。
④冷弯试验,a.试样截取的部位如图8-6所示,圆环应从拉伸试样的瓶体上用机械方法横向截取;b.试样制作和冷弯试验方法按GB/T 232—2010《金属材料 弯曲试验方法》执行,试样按图8-6进行弯曲。
⑤压扁试验,a.压扁试验按GB/T13440—1992《无缝气瓶压扁试验方法》执行;b.将瓶体的中部,放进垂直于瓶体轴线的两个顶角为60°,半径为13mm的压头中间,以20~50mm/min的速度对瓶体施加压力,在负荷作用下测量压头间距T;c.压头的长度应不小于瓶体已经压扁的宽度,如图8-7所示。
⑥硬度测定应按GB/T 230.1—2009《金属材料 洛氏硬度试验 第1部分:试验方法》或GB/T 231.1—2009《金属材料 布氏硬度试验 第1部分:试验方法》执行。
⑦金相试验,金相试样应从拉伸试验的瓶体上截取,试样的制备、尺寸和方法应按GB/T 13298—2015《金相显微组织检验方法》执行。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-3 瓶体取样部位
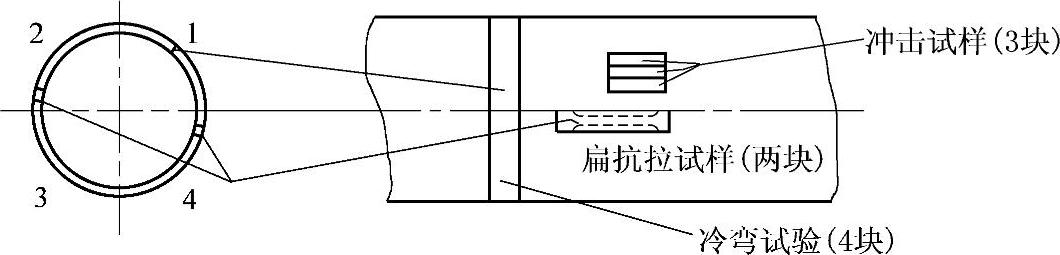
图8-4 瓶体材料取样部位及取样数量
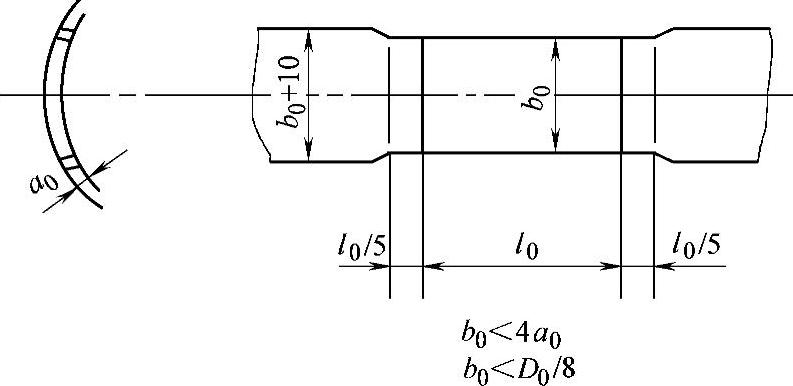
图8-5 瓶体材料拉伸试样制备形状
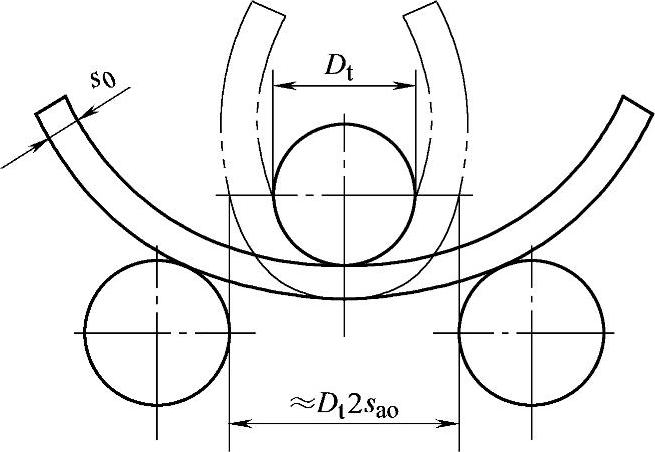
图8-6 冷弯试验示意图
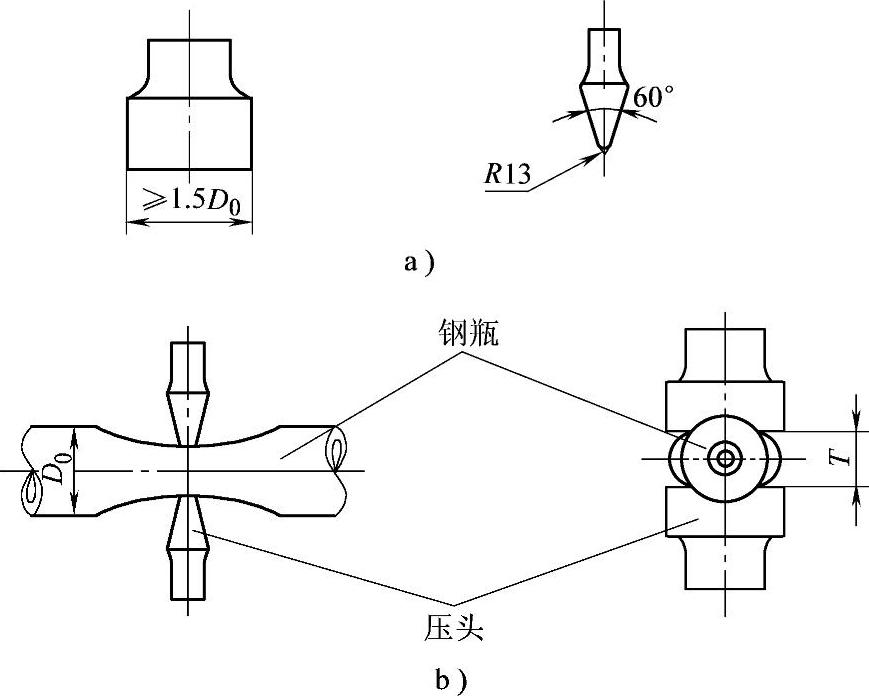
图8-7 压扁试验示意图
a)压头 b)压扁
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。