



答:目前使用的钢质无缝气瓶其设计、制造公称工作压力为8~30MPa,公称容积为0.4~80L,用于盛装永久气体或高压液化气体的可重复充气的移动式钢瓶,一般地区钢瓶的使用环境温度为-20~60℃,寒冷地区的使用环境温度为-40~60℃。钢质无缝气瓶在制造工艺诸方面具体要求如下。
1)钢瓶瓶体一般应符合图8-1所示形式。
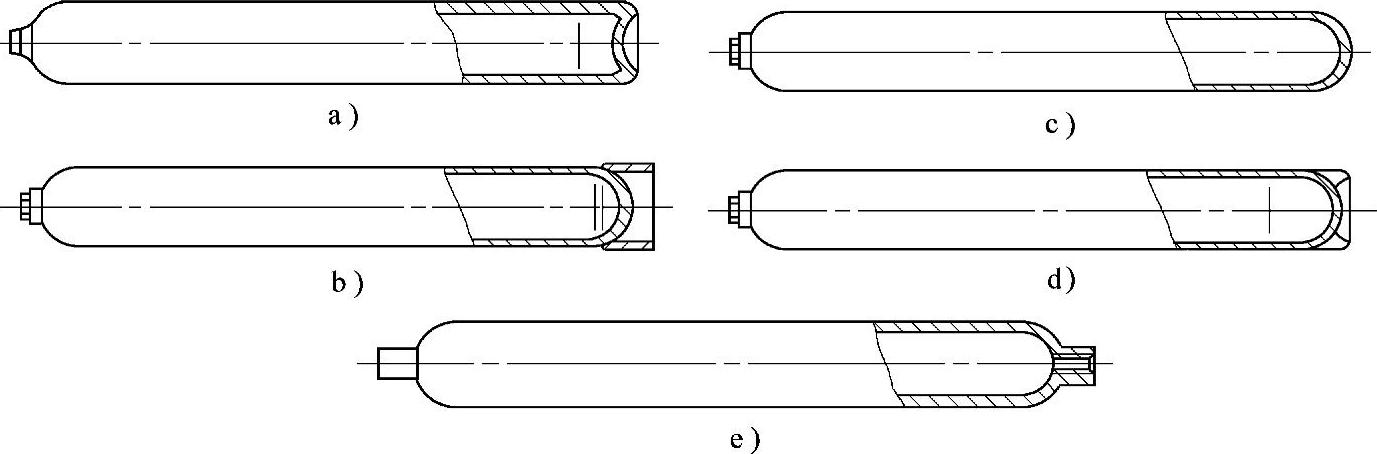
图8-1 钢瓶瓶体形式
2)瓶体材料一般规定如下:
①必须采用碱性平炉、电炉或吹氧碱性转炉冶炼的无时效性镇静钢。
②制造钢瓶的钢种必须经国家或国际有关部门鉴定认可,应选用优质锰钢、铬钼钢或其他合金钢。
③制造钢瓶的材料,必须符合其相应国家标准或行业标准的规定,并有质量合格证明书。钢瓶制造厂应按炉罐号进行各项验证分析。
④钢瓶的瓶体材料,应具有良好的冲击性能。
⑤钢瓶瓶体材料的化学成分限定见表8-2。
⑥无缝钢管,a.钢管的外形和内外表面质量应不低于GB/T 8163《输送流体的无缝钢管》的规定;b.钢管的壁厚偏差不应超过公称壁厚的+15%-10%;c.如钢管在钢厂已检测,气瓶制造厂可在同一批钢管中抽查10%;如钢厂未逐根检测,气瓶制造厂则应逐根检测,检测合格级别应符合GB/T8163—2008的规定。
⑦经鉴定的材料钢种,钢瓶制造厂应制造不少于20000个钢瓶投入使用,质量满足各项要求后方可纳标作为国家认可的钢种。
表8-2 钢瓶瓶体材料化学成分 (质量分数,%)(https://www.xing528.com)
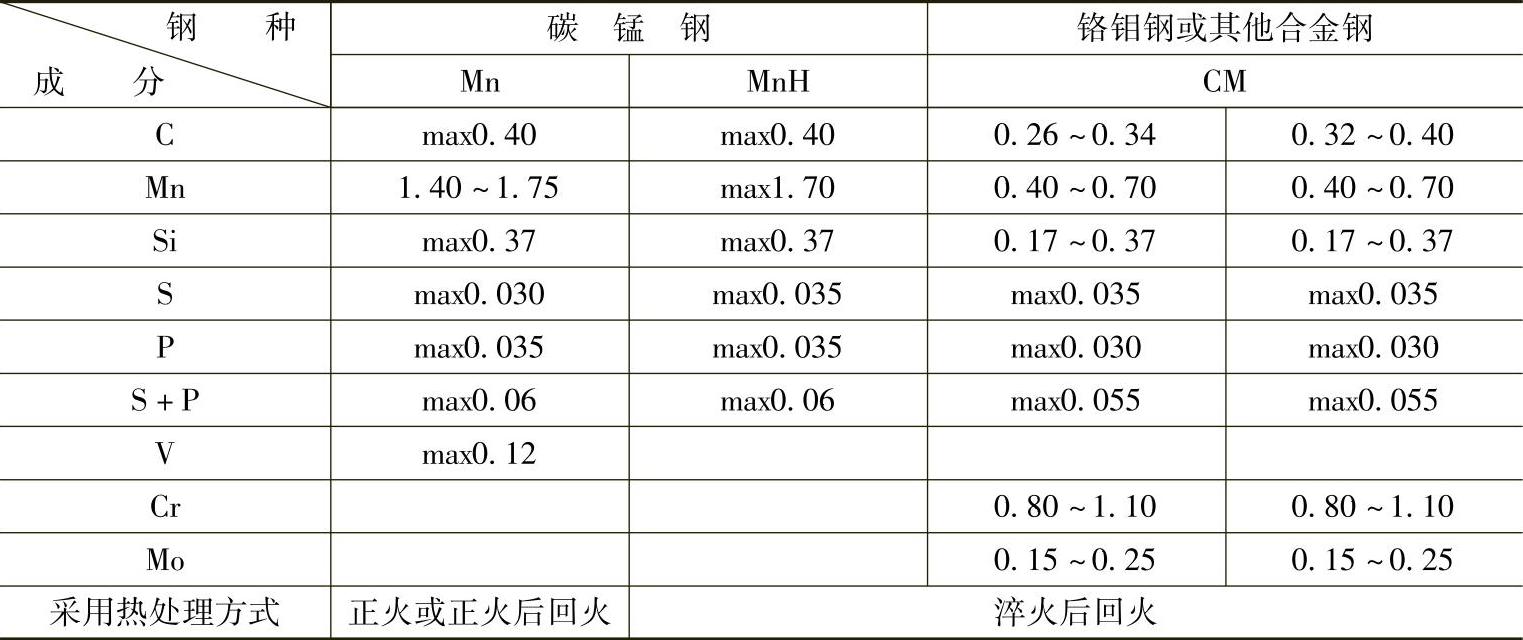
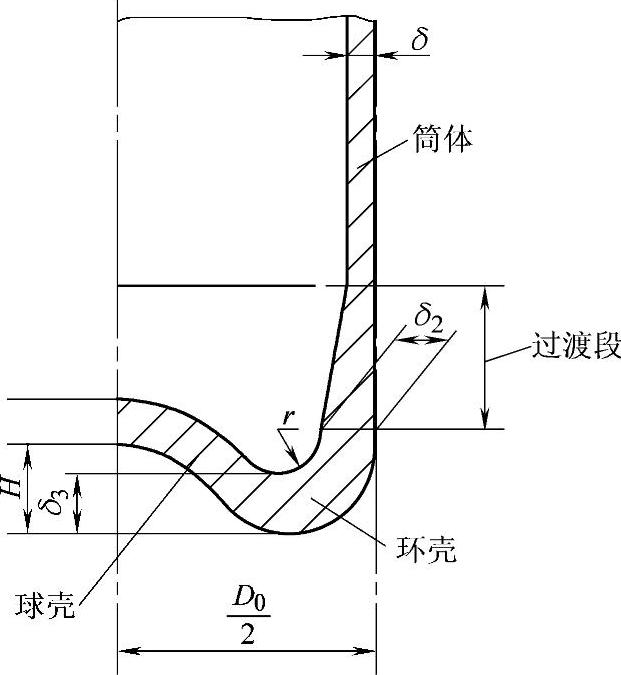
图8-2 凹形底结构
3)设计一般规定如下:a.受压部位的壁厚设计取用该材料热处理后的σe保证值。正火处理的钢瓶,热处理后的屈服应力保证值σe应不大于520MPa。b.设计计算瓶体壁厚应以水压试验压力ph为准。钢瓶的水压试验压力为公称工作压力的1.5倍,永久气体气瓶的许用压力不得超过水压试验压力的0.8倍。
4)凹形底的结构如图8-2所示,其公称尺寸应满足相关要求。
5)制造要求如下:a.钢瓶制造应符合产品图样和技术条件的规定。b.钢瓶瓶体的制造方法一般为以钢坯或钢板等为原料,经冲拔、冲压拉伸制造;以无缝钢管为原料,经收底、收口制成;c.进厂的瓶体材料应对其化学成分和低倍组织等进行验证,分析结果应满足规定要求。
6)瓶体内、外观要求如下:a.筒体内、外表面应光滑圆整,不得有肉眼可见的裂纹、折叠、波浪、重皮、夹杂等影响强度的缺陷;对氧化皮脱落造成的局部圆滑凹陷和修磨后的轻微痕迹允许存在,但必须保证筒体设计壁厚;b.经挤压拉伸制成的瓶体,其凹形底深度应符合设计规定值,底部球壳和环壳的厚度均应符合设计要求。
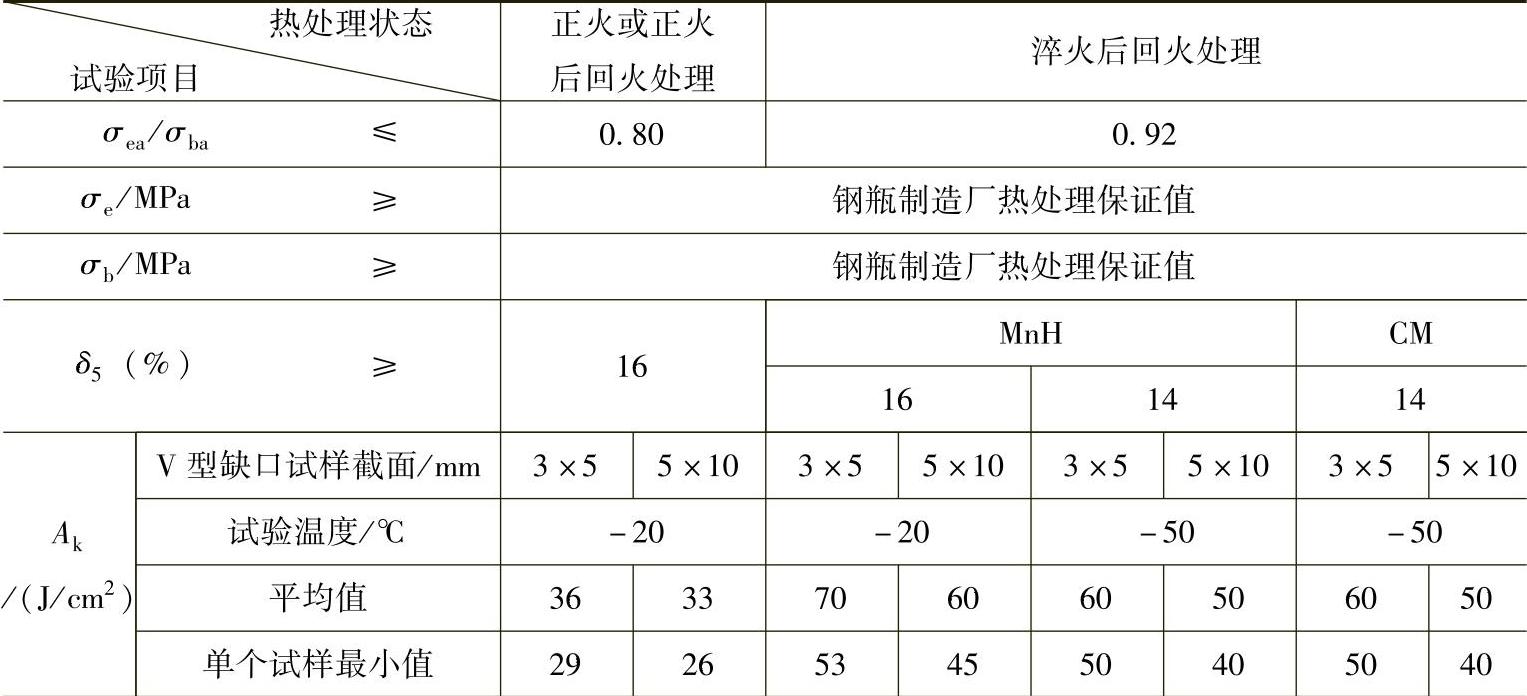
7)热处理要求:a.钢瓶制造厂除遵守标准规定外,应制定相应的热处理规范;b.采用淬火工艺可用油或水中加添加剂作为淬火介质,在水中加添加剂作为淬火介质时,瓶体在介质中的冷却速度应不大于在20℃水中冷却速度的80%;且应完成相应的热处理工艺评定;c.采用淬火后回火处理的瓶体,硬度值应符合材料强度值要求;d.按规定要求,钢瓶瓶体热处理后的力学性能应符合表8-3规定。
表8-3 钢瓶瓶体热处理后的力学性能
8)瓶口内螺纹要求如下:a.螺纹的牙型、尺寸和公差,应符合GB8335的规定,不允许有倒牙、平等、牙双线、牙底平、牙尖、牙阔及螺纹表面上的明显跳动波纹;b.瓶口基面起有效螺距数,中容积瓶体不得少于8个螺距,小容积瓶体不得少于7个螺距;c.瓶口螺纹基面位置的轴向变动量为+1.5mm;d.特殊用途钢瓶的瓶口螺纹,可按专门的要求设计和制造。
9)根据用户需要,瓶体在水压或气密性试验后,应采取内表面干燥处理,并予以密封。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。